You might also like
- Small Block Chevrolet: Stock and High-Performance RebuildsFrom EverandSmall Block Chevrolet: Stock and High-Performance RebuildsRating: 4 out of 5 stars4/5 (6)
- Fundamentals of Mechanical DesignDocument102 pagesFundamentals of Mechanical Designmans2014No ratings yet
- Operator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowFrom EverandOperator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowRating: 2 out of 5 stars2/5 (1)
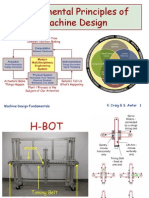
- Machine Design Fundamental Principles KCC 10-2011Document105 pagesMachine Design Fundamental Principles KCC 10-2011Ignacio Moratinos CastañedaNo ratings yet
- How to Rebuild & Modify Ford C4 & C6 Automatic TransmissionsFrom EverandHow to Rebuild & Modify Ford C4 & C6 Automatic TransmissionsRating: 5 out of 5 stars5/5 (5)
- ME8651 Design of Transmission SystemsDocument14 pagesME8651 Design of Transmission Systemsaparunpravin079579No ratings yet
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Fyp MDD Writing Seminar - Part 1Document34 pagesFyp MDD Writing Seminar - Part 1Izzuddin FCNo ratings yet
- Amm 1Document22 pagesAmm 1Durgesh MohantyNo ratings yet
- Modern Engine Blueprinting Techniques: A Practical Guide to Precision Engine BlueprintingFrom EverandModern Engine Blueprinting Techniques: A Practical Guide to Precision Engine BlueprintingRating: 4.5 out of 5 stars4.5/5 (9)
- Introduction of DesignDocument13 pagesIntroduction of DesignShreyal JainNo ratings yet
- Operator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesFrom EverandOperator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesRating: 5 out of 5 stars5/5 (3)
- Jimma University, Jit Faculty of Mechanical Engineering: Machinery Design, (Meng 5303)Document52 pagesJimma University, Jit Faculty of Mechanical Engineering: Machinery Design, (Meng 5303)Ephraim MekonnenNo ratings yet
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideFrom EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideRating: 4.5 out of 5 stars4.5/5 (8)
- Unit Iv Me16501 PDFDocument146 pagesUnit Iv Me16501 PDFSelva BabuNo ratings yet
- Chap 5Document3 pagesChap 5Eliud MbuguaNo ratings yet
- Ch1ME308 Introd 2003Document22 pagesCh1ME308 Introd 2003xxxNo ratings yet
- Tutorial 1Document16 pagesTutorial 1aPaCz42No ratings yet
- ppt-1Document18 pagesppt-1Amar Adri Amar AdriNo ratings yet
- Chapter One Fundamental Concepts of Machine Element DesignDocument24 pagesChapter One Fundamental Concepts of Machine Element DesignwabdushukurNo ratings yet
- Automatic Hammering MachineDocument16 pagesAutomatic Hammering MachineErole Technologies Pvt ltd Homemade EngineerNo ratings yet
- 2 - Diseño Del Componente MecánicoDocument35 pages2 - Diseño Del Componente MecánicoJosueNo ratings yet
- DoME Class 1 Live ClassDocument19 pagesDoME Class 1 Live Classraviraj kumarNo ratings yet
- On 6 Month Training in TATA TechnologiesDocument30 pagesOn 6 Month Training in TATA TechnologiesPrince DhanjuNo ratings yet
- ProE & AutoDocument29 pagesProE & AutoTanmay SenNo ratings yet
- Manual of Applied Machinery Design-ME450-1Document78 pagesManual of Applied Machinery Design-ME450-1Abdulrahman AlkhowaiterNo ratings yet
- Irjet V5i4209 PDFDocument6 pagesIrjet V5i4209 PDFSinghs vip addaNo ratings yet
- Basic of Dynamic Simulation Auto Desk InventorDocument24 pagesBasic of Dynamic Simulation Auto Desk Inventorranganathan0818No ratings yet
- SolidCAM 2013 Solid Probe User Guide - WebDocument80 pagesSolidCAM 2013 Solid Probe User Guide - WebTanNguyễnNo ratings yet
- Module 5 - Mechatronics in Computer Numerical Control (CNC) MachinesDocument80 pagesModule 5 - Mechatronics in Computer Numerical Control (CNC) MachinesSushant NaikNo ratings yet
- Altair Hyperworks 12.0 Introduction To Finite Element Analysis Chapter 4: Post ProcessingDocument31 pagesAltair Hyperworks 12.0 Introduction To Finite Element Analysis Chapter 4: Post ProcessingSiva KoneruNo ratings yet
- CSG Brep Solid ModelingDocument64 pagesCSG Brep Solid ModelingHariNo ratings yet
- General Engineering Principles and The Design ProcessDocument22 pagesGeneral Engineering Principles and The Design Processmxolisi.dhlamini95No ratings yet
- Design FactorsDocument8 pagesDesign Factorsveronica NgunziNo ratings yet
- Handout 2946 MA2946-L PDFDocument24 pagesHandout 2946 MA2946-L PDFClaudio ColuccioNo ratings yet
- Product Specification WrintingDocument27 pagesProduct Specification WrintingAbhay SinghNo ratings yet
- Intern ProjectDocument23 pagesIntern ProjectNahom NahomNo ratings yet
- Unit V Cellular Manufacturing and Flexible Manufacturing System (FMS)Document32 pagesUnit V Cellular Manufacturing and Flexible Manufacturing System (FMS)manuNo ratings yet
- 09 Workholding DevicesDocument18 pages09 Workholding DevicesQadir AbbasiNo ratings yet
- Machine MaintenanceDocument39 pagesMachine MaintenanceTariku HabteselassieNo ratings yet
- DC Motor Project DescriptionDocument6 pagesDC Motor Project DescriptionMohammad RaheelNo ratings yet
- Motorised Jack With Rach Lock MechanismDocument26 pagesMotorised Jack With Rach Lock MechanismPrajay BhavsarNo ratings yet
- Module 4 Part 1Document72 pagesModule 4 Part 1Vighnesh SNo ratings yet
- MEC 305 Machine Design Lab GEAR PDFDocument57 pagesMEC 305 Machine Design Lab GEAR PDFanmol 898No ratings yet
- Chute Maven Manual PDFDocument33 pagesChute Maven Manual PDFRoma99No ratings yet
- Computer Aided ManufacturingDocument124 pagesComputer Aided Manufacturingakshaymm1616No ratings yet
- 1 - Practical Application of Robot SafetyDocument68 pages1 - Practical Application of Robot Safetydavev2005100% (1)
- Presentation STAAD ProDocument47 pagesPresentation STAAD ProjosephfelixNo ratings yet
- Computer Aided Engineering: Click To Edit Master Title StyleDocument12 pagesComputer Aided Engineering: Click To Edit Master Title StyleAmit RajakNo ratings yet
- Manufacturing Process ReliabilityDocument46 pagesManufacturing Process Reliabilityfaysal salimNo ratings yet
- QMAD2623 Introduction Design Approaches and ProcessesDocument30 pagesQMAD2623 Introduction Design Approaches and ProcessesKelvinNo ratings yet
- Cam Operated Reciprocating ViceDocument46 pagesCam Operated Reciprocating ViceseaNo ratings yet
- Solar Operated Jib CraneDocument36 pagesSolar Operated Jib CraneJilly Arasu100% (1)
- Dynamic ModellingDocument35 pagesDynamic Modellinglalitthakur23No ratings yet
- Fabrication of Portable Hammer Using Crank and Lever MechanismDocument14 pagesFabrication of Portable Hammer Using Crank and Lever MechanismMassive Minds100% (1)
- 2.72 Elements of Mechanical Design: Mit OpencoursewareDocument9 pages2.72 Elements of Mechanical Design: Mit OpencoursewareYathurshanNo ratings yet
- How To Prepare Robot For Robotic CompetitionDocument19 pagesHow To Prepare Robot For Robotic CompetitionminumcincauNo ratings yet
- Review On Some CAD Questions and AnswersDocument9 pagesReview On Some CAD Questions and AnswersOusman ToficNo ratings yet
- Financial Modelling 1Document291 pagesFinancial Modelling 1muriloveNo ratings yet
- ShsjsDocument137 pagesShsjsAbhishek AroraNo ratings yet
- Openprop: An Open-Source Parametric Design and Analysis Tool For PropellersDocument8 pagesOpenprop: An Open-Source Parametric Design and Analysis Tool For PropellersAbhishek AroraNo ratings yet
- MIL-HDBK-338-V1 Electronic Reliability Design Handbook 15 Oct 1984 PP 1159Document1 pageMIL-HDBK-338-V1 Electronic Reliability Design Handbook 15 Oct 1984 PP 1159saravana pandianNo ratings yet
- Analysis of Propulsion Performance of KVLCC2 in Waves: July 2015Document11 pagesAnalysis of Propulsion Performance of KVLCC2 in Waves: July 2015Abhishek AroraNo ratings yet
- Computational Cavitation Analysis of A Submerged Body at Different DepthsDocument11 pagesComputational Cavitation Analysis of A Submerged Body at Different DepthsAbhishek AroraNo ratings yet
- Torque Motors enDocument9 pagesTorque Motors enAbhishek AroraNo ratings yet
- Cloudera Edge Management: Manage, Control and Monitor The EdgeDocument2 pagesCloudera Edge Management: Manage, Control and Monitor The EdgeAbhishek AroraNo ratings yet
- Naval Surface Warfare Center: Conventional Propellers Scott D. BlackDocument51 pagesNaval Surface Warfare Center: Conventional Propellers Scott D. BlackAbhishek AroraNo ratings yet
- ShsjsDocument137 pagesShsjsAbhishek AroraNo ratings yet
- Predictive Maintenance GuidebookDocument16 pagesPredictive Maintenance GuidebookAbhishek AroraNo ratings yet
- Propellers and Propulsion: Kul-24.3200 Introduction of Marine HydrodynamicsDocument54 pagesPropellers and Propulsion: Kul-24.3200 Introduction of Marine HydrodynamicsAbhishek AroraNo ratings yet
- Document SgshsDocument1 pageDocument SgshsAbhishek AroraNo ratings yet
- Minimum Pressure Envelope Cavitation Analysis Using Two-Dimensional Panel MethodDocument91 pagesMinimum Pressure Envelope Cavitation Analysis Using Two-Dimensional Panel MethodAbhishek AroraNo ratings yet
- What Is Data Science? Probability Overview Descriptive StatisticsDocument10 pagesWhat Is Data Science? Probability Overview Descriptive StatisticsMauricioRojasNo ratings yet
- Directed Energy WeaponsDocument62 pagesDirected Energy Weaponsganesh_saikorian100% (1)
- Predictive Maintenance GuidebookDocument16 pagesPredictive Maintenance GuidebookAbhishek AroraNo ratings yet
- Digital Transformation With Iot: Industry Solutions Guide To Data-Driven IotDocument12 pagesDigital Transformation With Iot: Industry Solutions Guide To Data-Driven IotAbhishek AroraNo ratings yet
- TATA Structura BrochureDocument20 pagesTATA Structura Brochurecjm100% (2)
- Cloudera Edge Management: Manage, Control and Monitor The EdgeDocument2 pagesCloudera Edge Management: Manage, Control and Monitor The EdgeAbhishek AroraNo ratings yet
- Digital Transformation With Iot: Industry Solutions Guide To Data-Driven IotDocument12 pagesDigital Transformation With Iot: Industry Solutions Guide To Data-Driven IotAbhishek AroraNo ratings yet
- 2000 Munich Optical Design PDFDocument7 pages2000 Munich Optical Design PDFAbhishek AroraNo ratings yet
- Document BevDocument2 pagesDocument BevAbhishek AroraNo ratings yet
- Document SgshsDocument1 pageDocument SgshsAbhishek AroraNo ratings yet
- What Is Data Science? Probability Overview Descriptive StatisticsDocument10 pagesWhat Is Data Science? Probability Overview Descriptive StatisticsMauricioRojasNo ratings yet
- INbbDocument10 pagesINbbAbhishek AroraNo ratings yet
- Precision Machine Design Error BudgetDocument66 pagesPrecision Machine Design Error Budgetnz578427100% (1)
- HeadingDocument1 pageHeadingAbhishek AroraNo ratings yet
- FhshshsDocument7 pagesFhshshsAbhishek AroraNo ratings yet
- GGFVDocument6 pagesGGFVAbhishek AroraNo ratings yet
- OshshDocument13 pagesOshshAbhishek AroraNo ratings yet
- Airplane Stress Analysis NACA TR 82 1918Document72 pagesAirplane Stress Analysis NACA TR 82 1918brkappaNo ratings yet
- Starbucks Project PresentationDocument51 pagesStarbucks Project Presentationkevinstar702No ratings yet
- Plastic CollapseDocument10 pagesPlastic CollapseVijaya Kumar Manikandan100% (1)
- Multiple Elements Are Used To Transmit and Resist External Loads Within A BuildingDocument4 pagesMultiple Elements Are Used To Transmit and Resist External Loads Within A Buildingpaul machariaNo ratings yet
- Nonlinear Analysis of Earthquake-Induced Vibrations: Master of Science Final ProjectDocument28 pagesNonlinear Analysis of Earthquake-Induced Vibrations: Master of Science Final ProjectCristhian PardoNo ratings yet
- Experiment - 1: Objective: To Implement General MATLAB Commands (General Purpose, Input/outputDocument30 pagesExperiment - 1: Objective: To Implement General MATLAB Commands (General Purpose, Input/outputNeelakantheswar KunkulaguntaNo ratings yet
- Slope Deflection MethodDocument25 pagesSlope Deflection Methodmaylaleiborday50% (2)
- Truss Assignment TosDocument17 pagesTruss Assignment TosSalahuddin ShaikhNo ratings yet
- Formerly Known As L&T-MHPS Boilers Private LimitedDocument27 pagesFormerly Known As L&T-MHPS Boilers Private Limitedrahulkrishna mekalaNo ratings yet
- AKTU - Even Sem - Virtual Lab Mapping2Document73 pagesAKTU - Even Sem - Virtual Lab Mapping2anuragNo ratings yet
- Cuplock Over ISMC 100 BBDocument1 pageCuplock Over ISMC 100 BBNirmalya SenNo ratings yet
- CBD Ec 4 2004Document84 pagesCBD Ec 4 2004Angel VargasNo ratings yet
- Calculation - Pierhead - Jembatan KIT BatangDocument9 pagesCalculation - Pierhead - Jembatan KIT Batanghanif ahmadNo ratings yet
- Name of work:-LSD Design For Doubly Reinforced Simply Supported BeamDocument13 pagesName of work:-LSD Design For Doubly Reinforced Simply Supported BeamEngr SwapanNo ratings yet
- Roll Cage Design For An All-Terrain VehicleDocument29 pagesRoll Cage Design For An All-Terrain Vehicleqasimisonline100% (1)
- Mechanics CH-3 MarkosDocument16 pagesMechanics CH-3 MarkosGadisaNo ratings yet
- Monorail Design Lateral LoadDocument46 pagesMonorail Design Lateral Loadshangz1511No ratings yet
- SM - Lecture - 6 Simple Bending Theory and Beam DeflectionDocument7 pagesSM - Lecture - 6 Simple Bending Theory and Beam Deflectionsmok38442No ratings yet
- Direct Design of Reinforced Concrete Beams Under Combined Bending Shear and TorsionDocument10 pagesDirect Design of Reinforced Concrete Beams Under Combined Bending Shear and TorsionKemoHNo ratings yet
- 12 CE134P-2 Articulation in Flexural MembersDocument18 pages12 CE134P-2 Articulation in Flexural MembersPzynae FlorentinoNo ratings yet
- Catia Rectangular Beam AnalysisDocument7 pagesCatia Rectangular Beam AnalysisUNsha bee komNo ratings yet
- Analysis & Design of Composite & Metallic Flight Vehicle Structures - Abbott - 2019 - Third EditionDocument299 pagesAnalysis & Design of Composite & Metallic Flight Vehicle Structures - Abbott - 2019 - Third EditionSeung Hyeon Lee50% (2)
- MonorailDocument14 pagesMonorailMarly ReyesNo ratings yet
- StruCalc 80 ManualDocument124 pagesStruCalc 80 ManualBolarinwaNo ratings yet
- Chapter 4 - BeamsDocument34 pagesChapter 4 - BeamspubaccNo ratings yet
- Hydraulic UTMDocument14 pagesHydraulic UTMEduardo CruzNo ratings yet
- Effect of PH On Water Holding Capacity of Meat: Group 5Document14 pagesEffect of PH On Water Holding Capacity of Meat: Group 5Adefila WarrisNo ratings yet
- Solutions Manual: Solutionstochapter2ProblemsDocument10 pagesSolutions Manual: Solutionstochapter2ProblemsZain BaddourNo ratings yet
- Lecture 05-Development Length, Lap Splices and Curtailment of ReinforcementDocument17 pagesLecture 05-Development Length, Lap Splices and Curtailment of ReinforcementOsamaZaidNo ratings yet
- Design of Structural Steel Joints and Connections 007Document16 pagesDesign of Structural Steel Joints and Connections 007henreng100% (5)