You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- ECFR - Code of Federal RegulationsDocument124 pagesECFR - Code of Federal Regulationsmcoswald83No ratings yet
- Product InformationDocument2 pagesProduct Informationvanhung88No ratings yet
- Comparison of R22 and R410ADocument8 pagesComparison of R22 and R410AramyeidNo ratings yet
- Venmar CES Psych Chart Imperial 11x17Document1 pageVenmar CES Psych Chart Imperial 11x17mcoswald83No ratings yet
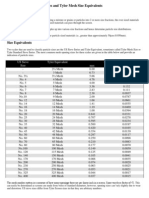
- Mesh Size ChartDocument1 pageMesh Size Chartmcoswald83No ratings yet
- Conversion FormulasDocument1 pageConversion Formulaslokesc100% (11)
- JIS Flange InformationDocument3 pagesJIS Flange Informationmcoswald83No ratings yet
- Chemical Resistance GuideDocument14 pagesChemical Resistance Guidemcoswald83No ratings yet
- NR13 Brazilian Pressure Vessel Code in EnglishDocument16 pagesNR13 Brazilian Pressure Vessel Code in Englishmcoswald83No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Seattle Sustainable Building ProgramDocument16 pagesSeattle Sustainable Building ProgramSustainable Neighbourhoods NetworkNo ratings yet
- DIN 580 ISO 3266: Lifting Eye BoltsDocument2 pagesDIN 580 ISO 3266: Lifting Eye BoltsbloggerparthiNo ratings yet
- 4 Earth Pressure TheoriesDocument24 pages4 Earth Pressure TheoriesNag GamerNo ratings yet
- Method of StatementDocument38 pagesMethod of StatementrayNo ratings yet
- Cap 123H - B (RS&MRC&RC) RDocument20 pagesCap 123H - B (RS&MRC&RC) RKwok MorrisNo ratings yet
- 1994 Lee & Lee - Local Buckling of Steel Sections Under Cyclic LoadingDocument16 pages1994 Lee & Lee - Local Buckling of Steel Sections Under Cyclic LoadingAKNo ratings yet
- Jay Thakkar, Skye MorrisonDocument18 pagesJay Thakkar, Skye MorrisonGarimaNo ratings yet
- MTF Organic Agriculture ProductionDocument16 pagesMTF Organic Agriculture ProductionJeanivy Maneja100% (2)
- 11scaffolds Ladders Fall ProtectionDocument7 pages11scaffolds Ladders Fall ProtectionYoga Raja100% (1)
- Air Separators - How To Size (B&G)Document2 pagesAir Separators - How To Size (B&G)Ben SyNo ratings yet
- HOMEVAC PresentationDocument19 pagesHOMEVAC PresentationTMVR's TVNo ratings yet
- Holland & Hart Contract Clauses - Darren ChakerDocument38 pagesHolland & Hart Contract Clauses - Darren ChakerDarren ChakerNo ratings yet
- Philippine Overseas & Domestic Construction Board: Executive Director, PODCBDocument37 pagesPhilippine Overseas & Domestic Construction Board: Executive Director, PODCBZamhyrreNo ratings yet
- Post Concreting ChecklistDocument1 pagePost Concreting ChecklistJeman Nawi71% (7)
- Elliocott Specs - 670-42 Specs - 0Document14 pagesElliocott Specs - 670-42 Specs - 0Ikechukwu UzoNo ratings yet
- Belt Tightener PDFDocument4 pagesBelt Tightener PDFLalo Mtz100% (1)
- Mobile Flare StackDocument4 pagesMobile Flare StackMurat KalfaNo ratings yet
- Green Concrete in DenmarkDocument12 pagesGreen Concrete in DenmarkAiman HakimNo ratings yet
- Design of Hydraulic StructuresDocument2 pagesDesign of Hydraulic StructuresannNo ratings yet
- PBD For Consulting Services-DED For The Construction of Mun. GymnasiumDocument120 pagesPBD For Consulting Services-DED For The Construction of Mun. GymnasiumSarah Jane RoaNo ratings yet
- CIAP Document 102 - PrimerDocument18 pagesCIAP Document 102 - Primerfreanne_0527No ratings yet
- Asme BPVC - Ssc.iv - Ii.v.ix - Xiii-2023Document42 pagesAsme BPVC - Ssc.iv - Ii.v.ix - Xiii-2023mmendozagNo ratings yet
- ESTIMATE SWIMMING POOL (Version 1zDocument7 pagesESTIMATE SWIMMING POOL (Version 1zcoffee addict 73No ratings yet
- 9480 Civil Engineering Drawing - IIIDocument4 pages9480 Civil Engineering Drawing - IIISivaramakrishna NallajarlaNo ratings yet
- InvitationDocument1 pageInvitationLaurence CiervoNo ratings yet
- Maps Showing Seismicity Regions: Appendix ADocument34 pagesMaps Showing Seismicity Regions: Appendix AcesarNo ratings yet
- 1893 1 2016 AMD2 Reff2021Document56 pages1893 1 2016 AMD2 Reff2021Ankur SinghNo ratings yet
- ASTM 666 - 03 Stainless SteelDocument7 pagesASTM 666 - 03 Stainless Steelisaias_esparzaNo ratings yet
- Ratings For Cables PDFDocument108 pagesRatings For Cables PDFRG1573100% (1)
- TALAT Lecture 2301: Design of Members Example 4.1: Bending Moment Resistance of Open Cross Section With Closed PartDocument7 pagesTALAT Lecture 2301: Design of Members Example 4.1: Bending Moment Resistance of Open Cross Section With Closed PartCORE MaterialsNo ratings yet