You might also like
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Dynamic Programming in Chemical Engineering and Process Control by Sanford M RobertsFrom EverandDynamic Programming in Chemical Engineering and Process Control by Sanford M RobertsNo ratings yet
- International Thermodynamic Tables of the Fluid State, Argon, 1971: Division of Physical Chemistry, Commission on Thermodynamics and Thermochemistry, Thermodynamic Tables ProjectFrom EverandInternational Thermodynamic Tables of the Fluid State, Argon, 1971: Division of Physical Chemistry, Commission on Thermodynamics and Thermochemistry, Thermodynamic Tables ProjectNo ratings yet
- Explicit Friction Factor For Pipe Flow AnalysisDocument4 pagesExplicit Friction Factor For Pipe Flow AnalysisTony LewisNo ratings yet
- Design Optimization of Fluid Machinery: Applying Computational Fluid Dynamics and Numerical OptimizationFrom EverandDesign Optimization of Fluid Machinery: Applying Computational Fluid Dynamics and Numerical OptimizationNo ratings yet
- Automatic Control The Hidden TechnologyDocument13 pagesAutomatic Control The Hidden Technologye-barbas6378No ratings yet
- Dynamics in One Complex Variable. (AM-160): (AM-160) - Third EditionFrom EverandDynamics in One Complex Variable. (AM-160): (AM-160) - Third EditionNo ratings yet
- “All This Fun, and a Paycheck, Too?”: A Collection of Stories from a Long and Satisfying Engineering Career; Showing How Much Fun, Worthy, and Enriching a Technical Life Can Be.From Everand“All This Fun, and a Paycheck, Too?”: A Collection of Stories from a Long and Satisfying Engineering Career; Showing How Much Fun, Worthy, and Enriching a Technical Life Can Be.No ratings yet
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- Chemical Reactor Analysis and Applications for the Practicing EngineerFrom EverandChemical Reactor Analysis and Applications for the Practicing EngineerNo ratings yet
- Vibration-based Condition Monitoring: Industrial, Aerospace and Automotive ApplicationsFrom EverandVibration-based Condition Monitoring: Industrial, Aerospace and Automotive ApplicationsNo ratings yet
- CH 01 - 06Document132 pagesCH 01 - 06sara_g6r100% (2)
- Romatic Ydrocarbons: CH CH CH C HDocument7 pagesRomatic Ydrocarbons: CH CH CH C HMukesh BishtNo ratings yet
- Nanofluid in Heat Exchangers for Mechanical Systems: Numerical SimulationFrom EverandNanofluid in Heat Exchangers for Mechanical Systems: Numerical SimulationNo ratings yet
- Gas Absorption With Chemical Reaction in Packed PDFDocument5 pagesGas Absorption With Chemical Reaction in Packed PDFCatherine CcasaNo ratings yet
- Chemical Reactors Engineering Chapter 5 Homework SolutionsDocument22 pagesChemical Reactors Engineering Chapter 5 Homework SolutionsHo HumNo ratings yet
- Turbulent Buoyant Jets and Plumes: HMT: The Science & Applications of Heat and Mass Transfer. Reports, Reviews & Computer ProgramsFrom EverandTurbulent Buoyant Jets and Plumes: HMT: The Science & Applications of Heat and Mass Transfer. Reports, Reviews & Computer ProgramsNo ratings yet
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979From EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNo ratings yet
- Trim Optimisation - Theory and PracticeDocument6 pagesTrim Optimisation - Theory and Practicepoker12345No ratings yet
- Lab # 15Document13 pagesLab # 15Kashaf TehreemNo ratings yet
- Hysys Homwork1Document1 pageHysys Homwork1api-3719904No ratings yet
- Dynamic Process Simulation When Do We Really Need ItDocument4 pagesDynamic Process Simulation When Do We Really Need ItDenis GontarevNo ratings yet
- Continuous Regenerative (Moving Bed) CCR PlatformingDocument4 pagesContinuous Regenerative (Moving Bed) CCR PlatformingAnnissa Nur HidayatiNo ratings yet
- An Analytical Study On Heat Transfer Performance ofDocument18 pagesAn Analytical Study On Heat Transfer Performance ofsanchez_1256No ratings yet
- Interfacial Heat Transfer Coefficients of Various Vapors in Direct Contact CondensationDocument11 pagesInterfacial Heat Transfer Coefficients of Various Vapors in Direct Contact CondensationJesse Haney IIINo ratings yet
- Thermodynamics Homework 3 Efficiencies and Flow RatesDocument5 pagesThermodynamics Homework 3 Efficiencies and Flow Ratescalebgriffin31No ratings yet
- A Study of Oxygen Separation From Air by PSA ProcessDocument12 pagesA Study of Oxygen Separation From Air by PSA ProcesspolysourceNo ratings yet
- Claus ProcessDocument8 pagesClaus ProcessAnkit KumarNo ratings yet
- General Product Catalogue ENG WEBDocument50 pagesGeneral Product Catalogue ENG WEBJamdade LaxmanNo ratings yet
- Kranji MYSEP Jan2011 WebDocument9 pagesKranji MYSEP Jan2011 Webdhl_tuNo ratings yet
- How to select turbomachinery for any applicationDocument10 pagesHow to select turbomachinery for any applicationSubhash PadmanabhanNo ratings yet
- CAETraining (Fluid)Document129 pagesCAETraining (Fluid)andysarmientoNo ratings yet
- Aspen Tutorial Guide for ChBE 431 Spring 2005Document20 pagesAspen Tutorial Guide for ChBE 431 Spring 2005César AlbuquerqueNo ratings yet
- Boiler SelectionDocument7 pagesBoiler SelectionOndRechTacLetMovNo ratings yet
- ProcessDocument8 pagesProcesssterlingNo ratings yet
- Pressure Changers and Pumps GuideDocument19 pagesPressure Changers and Pumps GuideAlexReituNo ratings yet
- Exxonmobil Olefins Process DescriptionDocument5 pagesExxonmobil Olefins Process Descriptionamiramirimehr100% (1)
- Kinetics ReviewDocument5 pagesKinetics ReviewbrittanypriyaNo ratings yet
- Aylett Et Al. (1998) - Generating Operating Procedures For Chemical Process PlantsDocument32 pagesAylett Et Al. (1998) - Generating Operating Procedures For Chemical Process Plantsvazzoleralex6884No ratings yet
- Engineering Design DeliverablesDocument9 pagesEngineering Design Deliverablessushant_jhawer100% (5)
- PFD ConsiltatorDocument5 pagesPFD Consiltatorvazzoleralex6884No ratings yet
- Folhas de Dados - CondensadorDocument6 pagesFolhas de Dados - Condensadorvazzoleralex6884No ratings yet
- Sigma Dados ContinuosDocument3 pagesSigma Dados Continuosvazzoleralex6884No ratings yet
- Hydrogen technology– an overviewDocument7 pagesHydrogen technology– an overviewlili_eqNo ratings yet
- Nitric Acid PlantDocument31 pagesNitric Acid Plantejaz khanNo ratings yet
- Process Design Safety ChecklistDocument8 pagesProcess Design Safety ChecklistAditya DubeyNo ratings yet
- 5 Contoh Binary - DistillationDocument14 pages5 Contoh Binary - DistillationDella Intania Putri NiziNo ratings yet
- Chlorobenzene Design 2520of 2520equipmentsDocument44 pagesChlorobenzene Design 2520of 2520equipmentsElizabeth Patrick100% (2)
- Minimum Spacing Guidelines For Production Equipment - Chevron Equipment Spacing GuidelinesDocument2 pagesMinimum Spacing Guidelines For Production Equipment - Chevron Equipment Spacing Guidelinesvazzoleralex6884No ratings yet
- Bibliography - Plant DesignDocument6 pagesBibliography - Plant DesignROBERTO JHALVER VEGA PAULINONo ratings yet
- Distillation Without Steam: Vapor RecompressionDocument3 pagesDistillation Without Steam: Vapor RecompressionMaria Jafar KhanNo ratings yet
- CEP Article - Litzen and BravoDocument8 pagesCEP Article - Litzen and BravoA MNo ratings yet
- Plant and Process Engineering Workflow PDFDocument43 pagesPlant and Process Engineering Workflow PDFrajkamal eshwarNo ratings yet
- Experienced Based Rules of Chemical EngineeringDocument13 pagesExperienced Based Rules of Chemical Engineeringvazzoleralex6884No ratings yet
- Pre-Assembly Perks. Discover Why Modularization WorksDocument3 pagesPre-Assembly Perks. Discover Why Modularization Worksvazzoleralex6884No ratings yet
- Lonakadi (2010) - Amine Contactor RevampDocument3 pagesLonakadi (2010) - Amine Contactor Revampvazzoleralex6884No ratings yet
- Application of Water Pinch Analysis for Water Conservation in Indian Pulp and Paper IndustryDocument32 pagesApplication of Water Pinch Analysis for Water Conservation in Indian Pulp and Paper IndustryMihir DakwalaNo ratings yet
- Convert Common UnitsDocument31 pagesConvert Common Unitsintania66No ratings yet
- Coordination Plant LayoutDocument7 pagesCoordination Plant Layoutvazzoleralex6884No ratings yet
- Cabanyss Et Al. (2014) - Preliminary Market Analysis and Plant CapacityDocument5 pagesCabanyss Et Al. (2014) - Preliminary Market Analysis and Plant Capacityvazzoleralex6884No ratings yet
- Hansen (2000) - Engineering Design For Process SafetyDocument6 pagesHansen (2000) - Engineering Design For Process Safetyvazzoleralex6884No ratings yet
- Feinberg (2002) - Toward A Theory of Process SynthesisDocument11 pagesFeinberg (2002) - Toward A Theory of Process Synthesisvazzoleralex6884No ratings yet
- 4P&IDDocument8 pages4P&IDMidhun K ChandraboseNo ratings yet
- Experienced Based Rules of Chemical EngineeringDocument33 pagesExperienced Based Rules of Chemical Engineeringintania66No ratings yet
- A Retrospective On Design and Process Synthesis PDFDocument12 pagesA Retrospective On Design and Process Synthesis PDFMeliSNo ratings yet
- Experienced Based Rules of Chemical EngineeringDocument33 pagesExperienced Based Rules of Chemical Engineeringintania66No ratings yet
- Langdon e Hartman (2007) - FCC Gas Concentration Unit Stripper RevampDocument5 pagesLangdon e Hartman (2007) - FCC Gas Concentration Unit Stripper Revampvazzoleralex6884No ratings yet
- Choudari Et Al. (2012) - Distillation Optimization Vapor RecompressionDocument5 pagesChoudari Et Al. (2012) - Distillation Optimization Vapor Recompressionvazzoleralex6884No ratings yet
- Weap - ModflowDocument20 pagesWeap - Modflowguive3No ratings yet
- Stage 112SE Manual FenderDocument8 pagesStage 112SE Manual FenderDjuang Septa KhalidaNo ratings yet
- WEEK 7 ICPS - and - ICSSDocument31 pagesWEEK 7 ICPS - and - ICSScikguhafidzuddinNo ratings yet
- Danh sách KH Biệt Thự Thảo Điền - Quận 2Document4 pagesDanh sách KH Biệt Thự Thảo Điền - Quận 2La TraNo ratings yet
- Science Grade 7Document8 pagesScience Grade 7Lacus ClyneNo ratings yet
- Urbanclap 160731135642Document20 pagesUrbanclap 160731135642Kaustav Dey100% (1)
- Photon BrochureDocument1 pagePhoton Brochureshwetha281889242No ratings yet
- Safety Data Sheet: Flexa SoftDocument9 pagesSafety Data Sheet: Flexa SoftSercan şahinkayaNo ratings yet
- Falling Weight Deflectometer (FWD) Projects in IndiaDocument13 pagesFalling Weight Deflectometer (FWD) Projects in IndiaKaran Dave100% (1)
- Australian Institute For Teaching and School Leadership - AITSLDocument5 pagesAustralian Institute For Teaching and School Leadership - AITSLYu LiNo ratings yet
- Piano: Grade 2: PiecesDocument4 pagesPiano: Grade 2: PiecesnolozeNo ratings yet
- CSE 323-Final-Summer 2021Document2 pagesCSE 323-Final-Summer 2021nahimur rahmanNo ratings yet
- Burkert General Catalogue Rev2Document44 pagesBurkert General Catalogue Rev2cuongNo ratings yet
- V200 User ManualDocument171 pagesV200 User ManualuriahskyNo ratings yet
- Research Trends On Environmental Energy and Vulnerability - 2021 - Energy andDocument27 pagesResearch Trends On Environmental Energy and Vulnerability - 2021 - Energy andCynthia Mac-beathNo ratings yet
- Pilot StudyDocument11 pagesPilot StudySatya Prakash80% (5)
- Large Generators WEBDocument16 pagesLarge Generators WEBMaycon MaranNo ratings yet
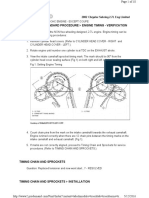
- 02+sebring+2.7+timing+chainDocument10 pages02+sebring+2.7+timing+chainMaushil Salman MarkNo ratings yet
- Forcepoint Email Security Configuration Information v8.5Document64 pagesForcepoint Email Security Configuration Information v8.5ajay chaudharyNo ratings yet
- MdmedichaoiceDocument324 pagesMdmedichaoicelancastd54No ratings yet
- Sax AltoDocument2 pagesSax AltoJohnny GervasioNo ratings yet
- Vernacular Terms in Philippine ConstructionDocument3 pagesVernacular Terms in Philippine ConstructionFelix Albit Ogabang IiiNo ratings yet
- Report-Teaching English Ministery of EduDocument21 pagesReport-Teaching English Ministery of EduSohrab KhanNo ratings yet
- Frogkisser! by Garth Nix (Excerpt)Document17 pagesFrogkisser! by Garth Nix (Excerpt)I Read YA0% (1)
- Linkstar RCST Installation Guide: Version DDocument56 pagesLinkstar RCST Installation Guide: Version Djorge_chavez01No ratings yet
- Breaugh Starke PDFDocument30 pagesBreaugh Starke PDFRichard YeongNo ratings yet
- (Food Engineering Series) Gustavo V Barbosa-Cánovas - Humberto Vega-Mercado - Dehydration of Foods PDFDocument339 pages(Food Engineering Series) Gustavo V Barbosa-Cánovas - Humberto Vega-Mercado - Dehydration of Foods PDFLis FernandesNo ratings yet
- Rate of ChangeDocument22 pagesRate of ChangeTrisha MariehNo ratings yet
- Water TreatmentDocument6 pagesWater TreatmentSantiago LarrazNo ratings yet
- Gripper of FTV Invisio Panels For Horizontal FacadeDocument16 pagesGripper of FTV Invisio Panels For Horizontal FacadefghfNo ratings yet