You might also like
- DP2023 - Project Brief - Version 2.1Document10 pagesDP2023 - Project Brief - Version 2.1spamNo ratings yet
- Petronas Methanol LabuanDocument18 pagesPetronas Methanol LabuanSheena DovenantNo ratings yet
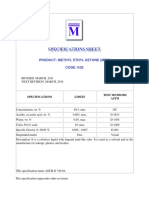
- Specification of FAM ProductDocument4 pagesSpecification of FAM ProductprabhuarunkumarNo ratings yet
- Datasheet: Norit A Supra EurDocument2 pagesDatasheet: Norit A Supra EurBurak TurcanNo ratings yet
- List of Products Manufactured by Naftan OJSC: Aromatic HydrocarbonsDocument36 pagesList of Products Manufactured by Naftan OJSC: Aromatic HydrocarbonsAnonymous HoCqhQjPNo ratings yet
- Hydrogen PeroxideDocument8 pagesHydrogen PeroxideNishant SinghNo ratings yet
- Nagpur. MAnufacture of Acetic AnhydrideDocument117 pagesNagpur. MAnufacture of Acetic AnhydrideJohn Patrick Dagle100% (1)
- IMPCA Ref Spec 01 July 2021Document16 pagesIMPCA Ref Spec 01 July 2021Wayne GajadharNo ratings yet
- Adeco Adblue EngDocument2 pagesAdeco Adblue EngviktorqNo ratings yet
- Acetone Production ReportDocument83 pagesAcetone Production Reportpravalchauha89% (9)
- IMPCA Ref Spec 01 July 2021Document16 pagesIMPCA Ref Spec 01 July 2021Magno GuzmanNo ratings yet
- SSA SpektroskopiDocument2 pagesSSA SpektroskopianggunNo ratings yet
- CPCB Effluent Discharge StandardsDocument9 pagesCPCB Effluent Discharge StandardsPavan Tamiri100% (1)
- Certificate of Quality 1 (1) : CQ No: 307209-139-160Document1 pageCertificate of Quality 1 (1) : CQ No: 307209-139-160edwarNo ratings yet
- Pyrotechnic Worksheet 5: Test TitleDocument13 pagesPyrotechnic Worksheet 5: Test TitlesabetNo ratings yet
- Yadav AdBlueDocument9 pagesYadav AdBlueguilherme lacerdaNo ratings yet
- Propane (R290) : Technical InformationDocument2 pagesPropane (R290) : Technical InformationAdrian ValerianNo ratings yet
- Biodiesel Spec SheetDocument3 pagesBiodiesel Spec SheetMohamed HalemNo ratings yet
- IMPCA MethanolDocument13 pagesIMPCA MethanolHito Jimenez SalinasNo ratings yet
- MethanolDocument27 pagesMethanolAKSHATNo ratings yet
- Fuel-Fall 22Document20 pagesFuel-Fall 22Haider AliNo ratings yet
- Ethamem-G1: Turn-Key Distillery Plant Enhancement With High Efficiency and Low Opex Ethamem TechonologyDocument25 pagesEthamem-G1: Turn-Key Distillery Plant Enhancement With High Efficiency and Low Opex Ethamem TechonologyNikhilNo ratings yet
- NTFO-14 PSA Oxygen Generator (USD)Document24 pagesNTFO-14 PSA Oxygen Generator (USD)felipecastillogodoyNo ratings yet
- BrochureDocument8 pagesBrochureSamuel GamorNo ratings yet
- Boiler 1Document11 pagesBoiler 1Krishna KumarNo ratings yet
- Methanol Production Plant DesignDocument47 pagesMethanol Production Plant DesignJitendra Patidar100% (1)
- Sulfur Application Note ASTM 5504Document2 pagesSulfur Application Note ASTM 5504Risti Kurnia FajrinNo ratings yet
- EP.0099 Rev.03 - Sugarcane Bagasse Pellet - Cópia Não ControladaDocument2 pagesEP.0099 Rev.03 - Sugarcane Bagasse Pellet - Cópia Não ControladaCaio César RaposoNo ratings yet
- Bunker Specification Page 2Document15 pagesBunker Specification Page 2mohdfadhirul100% (1)
- Sugarcane Bagasse PelletDocument2 pagesSugarcane Bagasse PelletCaio César RaposoNo ratings yet
- Ammonia Plant Design For 1 MtpaDocument43 pagesAmmonia Plant Design For 1 MtpaPrateek Mall67% (3)
- II StandardsDocument96 pagesII StandardsSami Onur VuralNo ratings yet
- 64788Document35 pages64788ghatak2100% (1)
- Propylene HC Refrigerant PDFDocument2 pagesPropylene HC Refrigerant PDFAdrian ValerianNo ratings yet
- Propylene (R1270) : Technical InformationDocument2 pagesPropylene (R1270) : Technical InformationAdrian ValerianNo ratings yet
- 1,2-Propylen Glycol Tds enDocument8 pages1,2-Propylen Glycol Tds enMurat ÇiniNo ratings yet
- Formaldehyde PlantDocument4 pagesFormaldehyde PlantAltus SchoemanNo ratings yet
- Maersk Olie Og Gas AS Esplanaden 50 DK-1263 Copenhagen K. Denmark Attn. Mr. L. AnderssonDocument21 pagesMaersk Olie Og Gas AS Esplanaden 50 DK-1263 Copenhagen K. Denmark Attn. Mr. L. AnderssonFatih FıratNo ratings yet
- United Initiators DTBP TDS PO ENDocument2 pagesUnited Initiators DTBP TDS PO ENxaviercarriNo ratings yet
- Factsheet Liquid Chlorine PDFDocument2 pagesFactsheet Liquid Chlorine PDFHarish TiwariNo ratings yet
- Production of Acetic Acid by Methanol CarbonylationDocument68 pagesProduction of Acetic Acid by Methanol CarbonylationNoman Aslam100% (5)
- Product: Methyl Ethyl Ketone (Mek) CODE: K02: Specifications Limits Test Methods AstmDocument1 pageProduct: Methyl Ethyl Ketone (Mek) CODE: K02: Specifications Limits Test Methods AstmKeynerCarrilloJimenezNo ratings yet
- Abatement of MethaneDocument17 pagesAbatement of MethaneLenin MahiyaNo ratings yet
- n01522624w - Design Project (Repaired)Document68 pagesn01522624w - Design Project (Repaired)kudaNo ratings yet
- Lutensol atDocument10 pagesLutensol atVilas DhakappaNo ratings yet
- 2305 Gulf DieselectDocument1 page2305 Gulf DieselectEltjon Pumi100% (1)
- TDS FG STPPDocument1 pageTDS FG STPPIrving Jimenez MariscalNo ratings yet
- 8217 - 2010 - Fuel OilDocument1 page8217 - 2010 - Fuel OilRufus D SNo ratings yet
- Regulation in Petrol IndustryDocument10 pagesRegulation in Petrol Industryhanah87No ratings yet
- Additives Used in The Production of PET: Antimony Tri-Acetate, CatalystDocument4 pagesAdditives Used in The Production of PET: Antimony Tri-Acetate, CatalystHAmza RiAzNo ratings yet
- Characteristics of High-Temperature Coking Tar of Volatile-Rich Petroleum CokeDocument6 pagesCharacteristics of High-Temperature Coking Tar of Volatile-Rich Petroleum CokeswerNo ratings yet
- Citric Acid Anhydrate SpesifikasiDocument1 pageCitric Acid Anhydrate SpesifikasicinnamaldehidNo ratings yet
- Stack Air Emissionof Generator 1test ReportDocument10 pagesStack Air Emissionof Generator 1test ReportNur E Alam NuruNo ratings yet
- Tugas 1 - Muhammad Amin RoisDocument4 pagesTugas 1 - Muhammad Amin RoisAmin RoisNo ratings yet
- Marine Fuel3Document2 pagesMarine Fuel3Finito TheEndNo ratings yet
- Auto LPGSpecificationsDocument1 pageAuto LPGSpecificationsRavi PrakashNo ratings yet
- Production of AcetaldehydeDocument124 pagesProduction of AcetaldehydeAdilaAnbreen80% (5)
- Gas Sweetening and Processing Field ManualFrom EverandGas Sweetening and Processing Field ManualRating: 4 out of 5 stars4/5 (7)
- Class 9 Science Annual Paper 2 Prince Public SchoolDocument3 pagesClass 9 Science Annual Paper 2 Prince Public SchoolSHAURYA VARDHANNo ratings yet
- FullManual Manual BridgeportDocument134 pagesFullManual Manual BridgeportlaerciofilhoNo ratings yet
- Wage BoardDocument10 pagesWage BoardDaniel PeterNo ratings yet
- Molecular Basis of InheritanceDocument37 pagesMolecular Basis of Inheritancechristopher lopezNo ratings yet
- CVS ExaminationDocument72 pagesCVS ExaminationPrashanthBhatNo ratings yet
- Manual pp40 En-20180906-171652296Document28 pagesManual pp40 En-20180906-171652296mohamedNo ratings yet
- SOCIALISATIONDocument8 pagesSOCIALISATIONAdityaNo ratings yet
- Early Childhood Caries: Prevalence, Risk Factors, and PreventionDocument7 pagesEarly Childhood Caries: Prevalence, Risk Factors, and PreventioncareNo ratings yet
- Input Data Sheet For E-Class Record: Region Division School Name School Id School YearDocument18 pagesInput Data Sheet For E-Class Record: Region Division School Name School Id School YearRonie DacubaNo ratings yet
- Staining in Microscopy - Stains and Techniques From WikipediaDocument321 pagesStaining in Microscopy - Stains and Techniques From WikipediaDan Johnson100% (5)
- 2006 Daihatsu Terios Engine Service ManualDocument1 page2006 Daihatsu Terios Engine Service ManualLuis Antonio Castillo Arispe57% (7)
- I. Demographic Profile: Treatments/MedicationDocument4 pagesI. Demographic Profile: Treatments/MedicationGrace MellaineNo ratings yet
- "A Study On Job Satisfaction at Aashman FoundationDocument67 pages"A Study On Job Satisfaction at Aashman FoundationVaishno KaushikNo ratings yet
- Stroke Clinical PathwayDocument35 pagesStroke Clinical PathwayLaurencia Leny100% (2)
- Indian Income Tax Return Acknowledgement 2021-22: Assessment YearDocument1 pageIndian Income Tax Return Acknowledgement 2021-22: Assessment YearPrateek GuptaNo ratings yet
- Medication Errors PaperDocument6 pagesMedication Errors Paperapi-487459879No ratings yet
- Part3 Icho 11 15 PDFDocument124 pagesPart3 Icho 11 15 PDFManuel GuilhermeNo ratings yet
- Molusco ContagiosoDocument12 pagesMolusco ContagiosoEduardo Medeiros Tabosa PinheiroNo ratings yet
- 07MB105 Financial & Management Accounting - OKDocument21 pages07MB105 Financial & Management Accounting - OKKumaran Thayumanavan0% (1)
- Gasnitriding - Plasmanitriding - SaltbathnitridingDocument4 pagesGasnitriding - Plasmanitriding - SaltbathnitridingKevin ThomasNo ratings yet
- 0906 0909 Lab Accreditation I II (Class Notes) (Vanessa 2022)Document82 pages0906 0909 Lab Accreditation I II (Class Notes) (Vanessa 2022)Vienne Yuen Wing YanNo ratings yet
- Answers For Telepathy - IELTS Reading Practice TestDocument3 pagesAnswers For Telepathy - IELTS Reading Practice Testasimo100% (1)
- Mapeh 10 QuestionnaireDocument4 pagesMapeh 10 Questionnairemerryjoey heranaNo ratings yet
- Soap Note-Heidi Martinez PedsDocument6 pagesSoap Note-Heidi Martinez PedsHeidi Martinez100% (2)
- P&ID-500 CMR-R1 (Original)Document1 pageP&ID-500 CMR-R1 (Original)Ahmed WagihNo ratings yet
- AF27 Laval Nozzle Pressue Apparatus DatasheetDocument3 pagesAF27 Laval Nozzle Pressue Apparatus DatasheetUzair BukhariNo ratings yet
- DC Generator Equation of Induced Emf (Sample Problems)Document2 pagesDC Generator Equation of Induced Emf (Sample Problems)vincent gonzalesNo ratings yet
- Iso Astm 52701-13 PDFDocument10 pagesIso Astm 52701-13 PDFAhmed LabibNo ratings yet
- Livro - Egg Parasitoids in Agroecosystems With Emphasis On TrichogrammaDocument481 pagesLivro - Egg Parasitoids in Agroecosystems With Emphasis On TrichogrammaRuan Carlos Mesquita0% (2)
- Faculty 460 Eng 334 Kust20201 l2 p2 Paragraph WritingDocument20 pagesFaculty 460 Eng 334 Kust20201 l2 p2 Paragraph WritingMuhammad UsmanNo ratings yet