You might also like
- CONE VALVE Service ManualDocument30 pagesCONE VALVE Service ManualMathieu DouNo ratings yet
- Parts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 093J02-0030-H1Document21 pagesParts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 093J02-0030-H1Emilio BettigaNo ratings yet
- MHMM - DE SystemDocument6 pagesMHMM - DE SystemAryan KishoreNo ratings yet
- Automatic Drain Valve 9523127Document4 pagesAutomatic Drain Valve 9523127amir barekatiNo ratings yet
- DBGVCC429 4CDocument2 pagesDBGVCC429 4COFFICE DANACNo ratings yet
- lw450 Service ManualDocument36 pageslw450 Service ManualAngelNo ratings yet
- Zurn Light CommercialDocument2 pagesZurn Light CommercialmarcoplumbingNo ratings yet
- 9 Cleaning of Cooler: Turn Hepower OmDocument9 pages9 Cleaning of Cooler: Turn Hepower OmQuy HoangNo ratings yet
- Hoerbiger Recip Compressor Training PDFDocument18 pagesHoerbiger Recip Compressor Training PDFnajamsyed6754No ratings yet
- PWOG-HZL-6033-PR-RE-004 - Draft - Pressure Loss CalculationDocument2 pagesPWOG-HZL-6033-PR-RE-004 - Draft - Pressure Loss CalculationpavanNo ratings yet
- Mission Control Ystem - 1 4Document14 pagesMission Control Ystem - 1 4donnieee77No ratings yet
- Demag - HC340 - 165T Lord ChatDocument8 pagesDemag - HC340 - 165T Lord ChatProjects DepartmentNo ratings yet
- Duct HydraulicsDocument2 pagesDuct HydraulicspavanNo ratings yet
- Sts602cda User ManualDocument4 pagesSts602cda User ManualSdisratNo ratings yet
- Design Calculation Sheet: Project No: Date: Sheet No.:1 1 Computed By: SubjectDocument1 pageDesign Calculation Sheet: Project No: Date: Sheet No.:1 1 Computed By: SubjectfebousNo ratings yet
- Design Calculation Sheet: Project No: Date: Sheet No.:1 1 Computed By: SubjectDocument1 pageDesign Calculation Sheet: Project No: Date: Sheet No.:1 1 Computed By: SubjectAbdelfatah NewishyNo ratings yet
- Adjustments, Weor: CleoroncesDocument4 pagesAdjustments, Weor: CleoroncesAwliya TaqwaNo ratings yet
- Libretto VerniciatoreDocument23 pagesLibretto VerniciatoreProgetti FuturiNo ratings yet
- 2.cooling Tunnel Machine MAT CT 24-100Document1 page2.cooling Tunnel Machine MAT CT 24-100Zakaria DahsyatNo ratings yet
- FZR400 Service Manual Ch567Document79 pagesFZR400 Service Manual Ch567phil tyzackNo ratings yet
- Aro PumpDocument8 pagesAro PumpRizalino BrazilNo ratings yet
- HIRAYAMA, HIRAYAMA AUTOCLAVE HVE-50, 50L HICLAVE WITH 3PCS SS WIRE BASKETS - Alat Lab, Water Analysis, Microbiology - PT. Sumber Aneka Karya Abadi PDFDocument2 pagesHIRAYAMA, HIRAYAMA AUTOCLAVE HVE-50, 50L HICLAVE WITH 3PCS SS WIRE BASKETS - Alat Lab, Water Analysis, Microbiology - PT. Sumber Aneka Karya Abadi PDFuptdlabNo ratings yet
- HVE50Document2 pagesHVE50ekoNo ratings yet
- OVAL Corporation: Comblnatlon Alr Ellmlnator-StralnerDocument4 pagesOVAL Corporation: Comblnatlon Alr Ellmlnator-StralnerChuong DongNo ratings yet
- Gate Valve CameronDocument13 pagesGate Valve CameronJohn Jairo Simanca100% (1)
- SectionDocument15 pagesSectionMsi PCNo ratings yet
- Zero Loss Level Sensing Automatic Drain ValveDocument2 pagesZero Loss Level Sensing Automatic Drain ValveEMS GlobalNo ratings yet
- LMEL Opration and Maint of 90 T BOILERDocument249 pagesLMEL Opration and Maint of 90 T BOILERPratik TyagiNo ratings yet
- Manual ALTEC D2050BR NS 0701-Y0725 Reducido PDFDocument113 pagesManual ALTEC D2050BR NS 0701-Y0725 Reducido PDFcperalta_4100% (2)
- Instruction Manual: Blast and Fluid Bed FreezerDocument26 pagesInstruction Manual: Blast and Fluid Bed FreezerCesar ReyesNo ratings yet
- Aldimenbionsare: Engineering Chuttugunta, Eluru RoadDocument1 pageAldimenbionsare: Engineering Chuttugunta, Eluru RoaddseshireddyNo ratings yet
- Parts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 196432-0070-02Document39 pagesParts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 196432-0070-02Gerardo T.R.No ratings yet
- Parts: ManualDocument12 pagesParts: ManualMike ErftmierNo ratings yet
- 35T RT Tadano TR350M-3Document12 pages35T RT Tadano TR350M-3Netty NababanNo ratings yet
- VOLVO 240 SECT. 2 - ENGINE d20 d24 - Repairs Part 2Document96 pagesVOLVO 240 SECT. 2 - ENGINE d20 d24 - Repairs Part 2Myselvf100% (1)
- Catlai Pa T@: 50 0 - 1226: Model B@ UDocument2 pagesCatlai Pa T@: 50 0 - 1226: Model B@ UdieselmotorsbogotasasNo ratings yet
- Datasheet - K20 Lce Makers: Specif IcationsDocument7 pagesDatasheet - K20 Lce Makers: Specif IcationsTorozan RomicaNo ratings yet
- Dryspell CatalogDocument2 pagesDryspell CatalogKM KarthikNo ratings yet
- Subros Ac XYLODocument36 pagesSubros Ac XYLOjag18718No ratings yet
- Dryspell Plus: Lasting ValuesDocument2 pagesDryspell Plus: Lasting ValuesReuel TacayNo ratings yet
- Parts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 08P502-0027-H1Document21 pagesParts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 08P502-0027-H1denis noelNo ratings yet
- Briggs & Stratton Engines Model 12H8022032B1 Parts ManualDocument35 pagesBriggs & Stratton Engines Model 12H8022032B1 Parts ManualmoutsyNo ratings yet
- Parts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 289707-1179-E1Document35 pagesParts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 289707-1179-E1MyhaiKatalinaNo ratings yet
- Admiral S15 OMDocument12 pagesAdmiral S15 OMAtgProyek AvilaNo ratings yet
- B 8Document31 pagesB 8depaseNo ratings yet
- M-DA6-AV - Chapter 79Document7 pagesM-DA6-AV - Chapter 79JimyToasaNo ratings yet
- Válvula Globo Tipo Placa - Spirax SarcoDocument2 pagesVálvula Globo Tipo Placa - Spirax SarcodgarciabNo ratings yet
- On Board Measurements of Scrubberperformance On VesselsDocument19 pagesOn Board Measurements of Scrubberperformance On VesselsYao WeiNo ratings yet
- Cto Water PDF GenerationDocument6 pagesCto Water PDF Generationkrish659No ratings yet
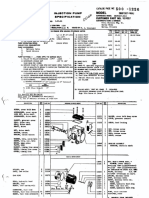
- Injection Pump Specification Model: Vest +3Oos-RDocument3 pagesInjection Pump Specification Model: Vest +3Oos-RVentas R11No ratings yet
- Service Bulletin: Teledyne Continental Aircraft EngineDocument6 pagesService Bulletin: Teledyne Continental Aircraft EnginedavidNo ratings yet
- Lincoln Instruction Manual PN 1828 and 1830Document2 pagesLincoln Instruction Manual PN 1828 and 1830eduardoNo ratings yet
- Parts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 09P702-0143-H1Document21 pagesParts Manual Parts Manual Parts Manual Parts Manual: Mfg. No: 09P702-0143-H1claudiobauerNo ratings yet
- Azur 4800 gc4845Document5 pagesAzur 4800 gc4845diego quintero sarrimaNo ratings yet
- 19G412-1180-E2 Parts ListDocument31 pages19G412-1180-E2 Parts ListNeilNo ratings yet
- WINDSTAR AIR DRYER (Datasheet)Document1 pageWINDSTAR AIR DRYER (Datasheet)fahrur rizaNo ratings yet
- Cyclonic Separator 1500 TCDDocument1 pageCyclonic Separator 1500 TCDnghiNo ratings yet
- Keep Your Wrist Watch Clean and Ticking - A Guide to Wrist Watch Cleaning and CareFrom EverandKeep Your Wrist Watch Clean and Ticking - A Guide to Wrist Watch Cleaning and CareNo ratings yet
- Quiz 2-SS CourseDocument1 pageQuiz 2-SS CourseAryan KishoreNo ratings yet
- Quiz 1Document2 pagesQuiz 1Aryan KishoreNo ratings yet
- TimetableDocument1 pageTimetableAryan KishoreNo ratings yet
- ACM - APT+Domino+MayanDocument7 pagesACM - APT+Domino+MayanAryan KishoreNo ratings yet
- HAZOP - DAP+Propane Gas TankDocument10 pagesHAZOP - DAP+Propane Gas TankAryan KishoreNo ratings yet
- Phl-Pha Ace Missile SystemDocument4 pagesPhl-Pha Ace Missile SystemAryan KishoreNo ratings yet
- SEM Midsem Slides CombinedDocument166 pagesSEM Midsem Slides CombinedAryan KishoreNo ratings yet
- MOP - Propane Gas Cutting of SlabsDocument3 pagesMOP - Propane Gas Cutting of SlabsAryan KishoreNo ratings yet
- Modelling: - A Model Is A Simplified Representation ofDocument23 pagesModelling: - A Model Is A Simplified Representation ofCH126 Dhruv SonaniNo ratings yet
- Studies On Succession PlanningDocument5 pagesStudies On Succession PlanningCarel BringinoNo ratings yet
- 5.4 Application of Gravity Survey in Kuala Lumpur MRT Project Line 2Document13 pages5.4 Application of Gravity Survey in Kuala Lumpur MRT Project Line 2freezefreezeNo ratings yet
- Color Theory: Primary Colors Quiz Secondary ColorsDocument40 pagesColor Theory: Primary Colors Quiz Secondary ColorsnurNo ratings yet
- Creating A Diagram of The Film Company LANDocument3 pagesCreating A Diagram of The Film Company LANonlycisco.tkNo ratings yet
- Reec001 PDFDocument32 pagesReec001 PDFallouche_abdNo ratings yet
- Atg UvlaDocument1 pageAtg UvlanattaponamornNo ratings yet
- Anthony PDFDocument33 pagesAnthony PDFQuang ThangNo ratings yet
- Office Electrical SafetyDocument13 pagesOffice Electrical Safety101arNo ratings yet
- Automatic Railway Gate Control by Using Microcontroller - 24 PagesDocument44 pagesAutomatic Railway Gate Control by Using Microcontroller - 24 PagesSebastin AshokNo ratings yet
- Find Your Partner As Per NumerologyDocument6 pagesFind Your Partner As Per NumerologyDilip Kininge100% (1)
- Cliff GR IssueDocument7 pagesCliff GR Issuenikhil41338No ratings yet
- Consultancy Services For The Preparation of Development Plan For Chengalpattu New Town 2025 - 2045Document36 pagesConsultancy Services For The Preparation of Development Plan For Chengalpattu New Town 2025 - 2045yvkrishnaNo ratings yet
- Directions 2007: Cutting Through The Noise of The Climate Change DebateDocument60 pagesDirections 2007: Cutting Through The Noise of The Climate Change Debatesalterbaxter100% (1)
- Agnew, J. (2013) - Territory, Politics, GovernanceDocument5 pagesAgnew, J. (2013) - Territory, Politics, GovernanceJames Iván LarreaNo ratings yet
- Beam CantileverDocument11 pagesBeam CantileverReyginald MarronNo ratings yet
- Submitted On The Topic "Management Practices" Professor Dr. S. Rangnekar Department of Management Studies IIT RoorkeeDocument29 pagesSubmitted On The Topic "Management Practices" Professor Dr. S. Rangnekar Department of Management Studies IIT RoorkeeNikhil MediNo ratings yet
- P-Delta Effeti PDFDocument8 pagesP-Delta Effeti PDFLakeisha RamosNo ratings yet
- Analysis of Moral Value in The Martian MovieDocument11 pagesAnalysis of Moral Value in The Martian MovieFay FaizahNo ratings yet
- Hempel's Curing Agent 95880Document13 pagesHempel's Curing Agent 95880Mohamed MahadeerNo ratings yet
- Hold Down Guide On Saddle For Pipes " - 68" NPS: Pipe Standard SupportsDocument3 pagesHold Down Guide On Saddle For Pipes " - 68" NPS: Pipe Standard SupportsMainuddin AliNo ratings yet
- EtO Gas Sterilization Vs Steam SterilizationDocument3 pagesEtO Gas Sterilization Vs Steam SterilizationVer BautistaNo ratings yet
- IS5 Inversor de FrequenciaDocument24 pagesIS5 Inversor de FrequenciaRenato Du ValleNo ratings yet
- Top 50 Mainframe Interview Questions & Answers PDFDocument11 pagesTop 50 Mainframe Interview Questions & Answers PDFasriramanathanNo ratings yet
- MHT PET-Broschuere 2013 KleinDocument8 pagesMHT PET-Broschuere 2013 Kleinchemikas8389No ratings yet
- Siemens S5Document3 pagesSiemens S5abuzer1981No ratings yet
- Gauss Law Lab ExampleDocument6 pagesGauss Law Lab ExampleAnthony MajinianNo ratings yet
- Statistics and Probability-Lesson 1Document109 pagesStatistics and Probability-Lesson 1Airene CastañosNo ratings yet
- Victaulic Firelock Sprinkler Coating Data Sheet: See Victaulic Publication 10.01 For More DetailsDocument2 pagesVictaulic Firelock Sprinkler Coating Data Sheet: See Victaulic Publication 10.01 For More DetailsRobson Custódio de SouzaNo ratings yet
- Kasaysayan at TunggalianDocument10 pagesKasaysayan at TunggalianJennylyn EspinasNo ratings yet