You might also like
- GCP 2002002 - Tissue Paper ProductsDocument4 pagesGCP 2002002 - Tissue Paper ProductsMaureen Grace LebriaNo ratings yet
- More Dairy Output From Less Input: The New Generation of Aseptic SolutionsDocument8 pagesMore Dairy Output From Less Input: The New Generation of Aseptic SolutionsĐivềphía Mặt TrờiNo ratings yet
- Flexible Packaging Printing ProcessesDocument46 pagesFlexible Packaging Printing ProcessesRanga PrasadNo ratings yet
- The Master Guide To Corrugated PackagingDocument22 pagesThe Master Guide To Corrugated PackagingSiddik AllisanNo ratings yet
- Identifying High-Volume Printing Processes - PDF OTIMA MARIADocument8 pagesIdentifying High-Volume Printing Processes - PDF OTIMA MARIArafael_faria_4No ratings yet
- Presentacion - Flexible Packaging 2009 PDFDocument39 pagesPresentacion - Flexible Packaging 2009 PDFjaviergomezfNo ratings yet
- Flexible Packaging: (Basic Films / Raw Materials For Converting)Document10 pagesFlexible Packaging: (Basic Films / Raw Materials For Converting)pandu krNo ratings yet
- STEAM USE in CORRUGATORSDocument3 pagesSTEAM USE in CORRUGATORSUmarraj Saberwal100% (1)
- Understanding Ambient Yoghurt WPDocument18 pagesUnderstanding Ambient Yoghurt WPHoàng Nguyễn VănNo ratings yet
- Adhesive ViscosityDocument4 pagesAdhesive ViscosityAnanth ChoudharyNo ratings yet
- Improve Barrier PropertiesDocument28 pagesImprove Barrier PropertiesRitesh PatelNo ratings yet
- 0304-06 Starch Adhesive Preparation and Distribution Systems - HousekeepingDocument2 pages0304-06 Starch Adhesive Preparation and Distribution Systems - HousekeepingkaNo ratings yet
- Retort PouchDocument4 pagesRetort PouchAlan YeohNo ratings yet
- Packaging InnovationsDocument43 pagesPackaging InnovationsGautam Kumbargeri SrinathNo ratings yet
- Bosch Pack 101 Wrapper enDocument2 pagesBosch Pack 101 Wrapper enHaider AliNo ratings yet
- Paper & Paperboard PackagingDocument56 pagesPaper & Paperboard PackagingAkulah EndangNo ratings yet
- Packaging of Food in Paperboard Containers - 2020Document40 pagesPackaging of Food in Paperboard Containers - 2020fernandoluisNo ratings yet
- 4.cleaning & Sterilization of ContainerDocument14 pages4.cleaning & Sterilization of ContainerHujjat UllahNo ratings yet
- The Seven Laws of Efficient PackagingDocument12 pagesThe Seven Laws of Efficient Packagingsbaker@cinqpet.co.zaNo ratings yet
- AmcorDocument13 pagesAmcorSamuel DavisNo ratings yet
- Quality Assurance For Small To Medium Size Processing Companies ENG 09Document50 pagesQuality Assurance For Small To Medium Size Processing Companies ENG 09kyunjae JetomoNo ratings yet
- Starch Protein Potatoes B RR 10-11-0003Document12 pagesStarch Protein Potatoes B RR 10-11-0003Nilesh B ChaudhariNo ratings yet
- Italian Equipment For Palm Date ProcessingDocument57 pagesItalian Equipment For Palm Date ProcessingSatya Pradeep PulakurthiNo ratings yet
- Jdidjdgjfghklgjk Polytechnic University of The Philippines: College of Engineering Industrial Engineering DepartmentDocument6 pagesJdidjdgjfghklgjk Polytechnic University of The Philippines: College of Engineering Industrial Engineering DepartmentNorieanne GarciaNo ratings yet
- Antiskid Product Info PDFDocument11 pagesAntiskid Product Info PDFSachin KothariNo ratings yet
- Corrugated Board Bonding Defect VisualizDocument33 pagesCorrugated Board Bonding Defect VisualizVijaykumarNo ratings yet
- Project Profie-Tissue Paper Conversion PlantDocument6 pagesProject Profie-Tissue Paper Conversion PlantDhinesh Kumar100% (2)
- Corrugated Fiberboard DesignDocument39 pagesCorrugated Fiberboard DesignLalo Gutierrez100% (1)
- Starch For CorrugatingDocument20 pagesStarch For Corrugatingsyifa latifa zahidaNo ratings yet
- 11-15-12122015 Design of Corrugated Boxes For Long Transportation of BatteriesDocument5 pages11-15-12122015 Design of Corrugated Boxes For Long Transportation of Batteriessandi123inNo ratings yet
- #4 Plastic Recycling Feasibility StudyDocument12 pages#4 Plastic Recycling Feasibility StudyJovelyn VillanuevaNo ratings yet
- Tomato Processing By-ProductsDocument22 pagesTomato Processing By-Productsfernando MurciaNo ratings yet
- Presentation of A Golden FIBC Made From PET Bottle Flakes enDocument2 pagesPresentation of A Golden FIBC Made From PET Bottle Flakes enMILADNo ratings yet
- Crush Tester (RCT Ect FCT Pat)Document1 pageCrush Tester (RCT Ect FCT Pat)Rohit ChawlaNo ratings yet
- WFP 0000020110 PDFDocument7 pagesWFP 0000020110 PDFKalpesh RathodNo ratings yet
- Flat Die PET Film: Innovative Extrusion LinesDocument28 pagesFlat Die PET Film: Innovative Extrusion LinesMada PerwiraNo ratings yet
- Paper Cup FAQsDocument3 pagesPaper Cup FAQsronak4email0% (1)
- Classification o F ExtruderDocument25 pagesClassification o F ExtruderSaman Waheed100% (1)
- INNATE Customer PresentationDocument35 pagesINNATE Customer PresentationSayed Abu Sufyan100% (1)
- Effect of Moisture Content On Printability PDFDocument7 pagesEffect of Moisture Content On Printability PDFRohit SinghNo ratings yet
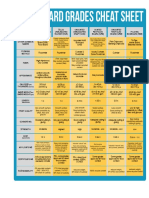
- Paperboard Grades Cheat Sheet: SchoolDocument1 pagePaperboard Grades Cheat Sheet: SchoolEva Kovač Brčić100% (2)
- WRAP Large Scale HDPE Recycling Trial Report.4328448f.3769Document162 pagesWRAP Large Scale HDPE Recycling Trial Report.4328448f.3769idownloadbooksforstuNo ratings yet
- Kraft Paper Industry Project ReportDocument9 pagesKraft Paper Industry Project ReportAKSHAT SHAHNo ratings yet
- Beverage ContainersDocument14 pagesBeverage Containersadilneu0% (1)
- Packaging of Fresh and Processed MeatDocument20 pagesPackaging of Fresh and Processed MeatShriraj ThatteNo ratings yet
- Micro-Ovenable Packages and Retortable Packages: Microwave PackagingDocument18 pagesMicro-Ovenable Packages and Retortable Packages: Microwave PackagingbhaleshNo ratings yet
- Lecture Notes 1Document21 pagesLecture Notes 1Châu An NguyễnNo ratings yet
- FEFCO Standards Committee: World Standards - Comparison Testing Methods FEFCO / EN / ISO / TAPPIDocument14 pagesFEFCO Standards Committee: World Standards - Comparison Testing Methods FEFCO / EN / ISO / TAPPICesar NietoNo ratings yet
- Adsyl and Clyrell Advantage: Boost Performance With Advanced Sealing Resins From Industry Leader LyondellbasellDocument6 pagesAdsyl and Clyrell Advantage: Boost Performance With Advanced Sealing Resins From Industry Leader Lyondellbasellnouman ashrafNo ratings yet
- Guidelines For The Hygienic Design, Construction and Layout of FoodProcessingFactoriesDocument122 pagesGuidelines For The Hygienic Design, Construction and Layout of FoodProcessingFactoriesFlorentina DragneNo ratings yet
- Project Report On Shipper Industry Background: AutomobileDocument7 pagesProject Report On Shipper Industry Background: Automobilerepala praveenNo ratings yet
- Food Plant LayoutDocument148 pagesFood Plant LayoutManu Bhatia100% (1)
- Castflex EngDocument12 pagesCastflex EngJuanNo ratings yet
- Critical Attributes of Folding Cartons 2Document8 pagesCritical Attributes of Folding Cartons 2Wanda Yee100% (1)
- Final - Print Adh Lam Slit - May 6 2010Document22 pagesFinal - Print Adh Lam Slit - May 6 2010cassilda_carvalho@hotmail.comNo ratings yet
- Nanocellulose Films - Environmentally Safe AlternativeDocument1 pageNanocellulose Films - Environmentally Safe AlternativegoldennanukNo ratings yet
- Pouch Case StudyDocument4 pagesPouch Case StudyHamid HamidNo ratings yet
- Dbe 04568bengDocument74 pagesDbe 04568bengElectronic RampolytexNo ratings yet
- ThinkServer RD230Document164 pagesThinkServer RD230ghimpe--No ratings yet
- Out IllageDocument61 pagesOut Illagem_najmanNo ratings yet
- Planner Work Management Planning User ManualDocument332 pagesPlanner Work Management Planning User ManualAndrés Rodríguez100% (2)
- Nozzle Reinforcing Calculations For A Pressure Vessel Design - by Abdel Halim GalalaDocument5 pagesNozzle Reinforcing Calculations For A Pressure Vessel Design - by Abdel Halim Galalapaary100% (2)
- Integrating Lean and Six Sigma Holistic Approach PDFDocument7 pagesIntegrating Lean and Six Sigma Holistic Approach PDFal_zamerNo ratings yet
- Inheritance 3Document5 pagesInheritance 3Adarsh SinghNo ratings yet
- Methodology and ScheduleDocument3 pagesMethodology and ScheduleAmith Unnimadhavan UNo ratings yet
- Chapter 3 Low Expansion Foam SystemsDocument73 pagesChapter 3 Low Expansion Foam SystemsNarineNo ratings yet
- Unit Rig Mt3700 Ac Off-Highway Truck: Global Service TrainingDocument18 pagesUnit Rig Mt3700 Ac Off-Highway Truck: Global Service TrainingVictor Rodrigo Cortes Yañez100% (1)
- Right To InformationDocument84 pagesRight To InformationRitesh JainNo ratings yet
- Civil 5Document6 pagesCivil 5mobin mathew mathew dNo ratings yet
- Computaional Material ScienceDocument12 pagesComputaional Material ScienceHimanshuDeepNo ratings yet
- SENR5672Document2 pagesSENR5672Gilvan JuniorNo ratings yet
- T09 IADC Equipment List March Ver 1 - 2013Document90 pagesT09 IADC Equipment List March Ver 1 - 2013Them Bui XuanNo ratings yet
- Product Application GuideDocument1 pageProduct Application GuideDavid SabaflyNo ratings yet
- PivsuexDocument7 pagesPivsuextthenryNo ratings yet
- Tentative Seat Vacancy For CSAB Special Rounds-202Document92 pagesTentative Seat Vacancy For CSAB Special Rounds-202Praveen KumarNo ratings yet
- Product Guide: FeaturesDocument44 pagesProduct Guide: FeaturesNicolau ScharanNo ratings yet
- Improved Efficiency in Connecting Tugs To VesselsDocument7 pagesImproved Efficiency in Connecting Tugs To VesselstonyNo ratings yet
- Power Electronics For Hybrid Electric Vehicles - Application Brief PDFDocument2 pagesPower Electronics For Hybrid Electric Vehicles - Application Brief PDFSrashmiNo ratings yet
- U-Net User Guide-Atoll SimulationDocument44 pagesU-Net User Guide-Atoll Simulationbinhtr8No ratings yet
- Project PPT 2Document19 pagesProject PPT 2Dhaval PaunNo ratings yet
- Standard of Flange in Different Field and CountriesDocument2 pagesStandard of Flange in Different Field and CountriesJaime LopezNo ratings yet
- NBR 13541-2 EnglishDocument10 pagesNBR 13541-2 EnglishCinthia BazethNo ratings yet
- Equipment ''Hygrapha''Document46 pagesEquipment ''Hygrapha''AlexDorNo ratings yet
- BD5 Build Instructions - Stab - Wings - CoverDocument6 pagesBD5 Build Instructions - Stab - Wings - Coverandyroads2No ratings yet
- Domestic Aeroskills BrochureDocument4 pagesDomestic Aeroskills BrochureAnand SaminathanNo ratings yet
- 1) SENTRON 3WL - Complete PresentationDocument39 pages1) SENTRON 3WL - Complete PresentationOmeshBali100% (4)
- Alpha RT PDFDocument8 pagesAlpha RT PDFHugo GranadosNo ratings yet
- As 2282.15-1999 Methods For Testing Flexible Cellular Polyurethane Determination of Smoke ReleaseDocument2 pagesAs 2282.15-1999 Methods For Testing Flexible Cellular Polyurethane Determination of Smoke ReleaseSAI Global - APACNo ratings yet