You might also like
- Motor Handle For Manual Rotating RBSDocument1 pageMotor Handle For Manual Rotating RBSIrfhan FebrianNo ratings yet
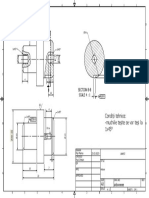
- Nota: Raze de Racordare R 5 MM Muchiile Se Tesesc La 1 X 45Document1 pageNota: Raze de Racordare R 5 MM Muchiile Se Tesesc La 1 X 45Vlad SuteuNo ratings yet
- The Production Solution For High-Precision Micro-Threads From Diameter M1.0Document5 pagesThe Production Solution For High-Precision Micro-Threads From Diameter M1.0Marcos PauloNo ratings yet
- SBD Plummer Block Housings For Bearings On An Adapter Sleeve and A Stepped Shaft - TCM - 12-231180Document3 pagesSBD Plummer Block Housings For Bearings On An Adapter Sleeve and A Stepped Shaft - TCM - 12-231180gopalNo ratings yet
- SBD Plummer Block Housings For Bearings On An Adapter Sleeve and A Stepped Shaft - TCM - 12-231180Document3 pagesSBD Plummer Block Housings For Bearings On An Adapter Sleeve and A Stepped Shaft - TCM - 12-231180gopalNo ratings yet
- Keyway Jis StandartDocument1 pageKeyway Jis StandartNeo Dinastian OnssalisNo ratings yet
- 10.4. Abacus+ Tubing SchematicsDocument1 page10.4. Abacus+ Tubing SchematicsLamer HassenNo ratings yet
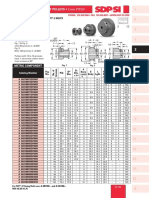
- GT 2 / GT 3 Timing Belt Pulleys - 2 MM Pitch: Double or No Flange ProfileDocument1 pageGT 2 / GT 3 Timing Belt Pulleys - 2 MM Pitch: Double or No Flange ProfileJohandry MartínezNo ratings yet
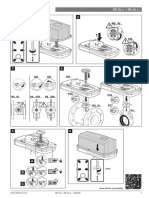
- Belimo GRG DRG Installation-InstructionsDocument2 pagesBelimo GRG DRG Installation-Instructionsprashil.honeywellNo ratings yet
- AssemblyDocument1 pageAssemblyWaqasNo ratings yet
- DAYTON MatrixesDocument30 pagesDAYTON MatrixesSilvioNo ratings yet
- Sheet Metal FormingDocument1 pageSheet Metal FormingtadeleNo ratings yet
- Ukk Paket 4 - Spur GearDocument1 pageUkk Paket 4 - Spur GearM.samsul HudaNo ratings yet
- Null 3Document1 pageNull 3Matthews Andrea MachilaNo ratings yet
- Service Manual: Wireless AmplifierDocument60 pagesService Manual: Wireless AmplifiergermieNo ratings yet
- Gates 2GT Pulley 20TDocument1 pageGates 2GT Pulley 20TSofien SellamiNo ratings yet
- Tehnicka Škola ''Rade Metalac'' Leskovac: Mašinski Tehnicar Za Kompjutersko KonstruisanjeDocument12 pagesTehnicka Škola ''Rade Metalac'' Leskovac: Mašinski Tehnicar Za Kompjutersko KonstruisanjeMaja i Aleksandar JovanovićNo ratings yet
- Flansa2 2D PDFDocument1 pageFlansa2 2D PDFVlad SuteuNo ratings yet
- Engrane2 Drawing 1Document1 pageEngrane2 Drawing 1José RiveraNo ratings yet
- Schematic - TX FM VALVULADO - 2024 03 14Document1 pageSchematic - TX FM VALVULADO - 2024 03 14Doni SouzaNo ratings yet
- HPC 19311 04 01 02Document1 pageHPC 19311 04 01 02phong viNo ratings yet
- Arbore Bun PDFDocument1 pageArbore Bun PDFMarius8No ratings yet
- Schemi Elettrici Vari MesDocument1,251 pagesSchemi Elettrici Vari MesE. S. MecchiNo ratings yet
- Dumy Rack RXP501 PDFDocument1 pageDumy Rack RXP501 PDFTuyenNo ratings yet
- Process Control Procedures: Fitting Up Section Inspection ReportDocument3 pagesProcess Control Procedures: Fitting Up Section Inspection ReportNguyễn Hoàng DũngNo ratings yet
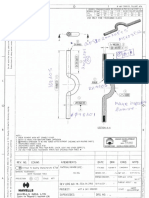
- Hil-Sda-01-2950 Spindle Cover Rod Aisi304 HilDocument2 pagesHil-Sda-01-2950 Spindle Cover Rod Aisi304 HilKaran ChadhaNo ratings yet
- Sprockets: Iso Chain Sprockets Asa Chain Sprockets Stainless Steel Chain SprocketsDocument53 pagesSprockets: Iso Chain Sprockets Asa Chain Sprockets Stainless Steel Chain SprocketsAnonymous lswzqloNo ratings yet
- Train Assembly (Exploded View)Document1 pageTrain Assembly (Exploded View)NLNo ratings yet
- FCL 2Document2 pagesFCL 2Ahmad irsyalNo ratings yet
- Drylin T Rail Guide Systems - Product Range: Low-Profile Guide RailsDocument1 pageDrylin T Rail Guide Systems - Product Range: Low-Profile Guide RailsSajin RayNo ratings yet
- DWG No. A4 SQ 12/3/2018 Plate / Section: Next ProcessDocument1 pageDWG No. A4 SQ 12/3/2018 Plate / Section: Next ProcesshadeNo ratings yet
- Schematic Diagram of Hall Speed Measuring EncoderDocument1 pageSchematic Diagram of Hall Speed Measuring Encoderezio ghitarrariNo ratings yet
- LSP SMK Persatuan 2 Handel Pemutar: 3 Lathe CNC R3 R5 C1,5Document1 pageLSP SMK Persatuan 2 Handel Pemutar: 3 Lathe CNC R3 R5 C1,5M.samsul HudaNo ratings yet
- Segment of 200mm: 2 X N X 2 X M4x0.7 6Document1 pageSegment of 200mm: 2 X N X 2 X M4x0.7 6Santi Diaz MonteroNo ratings yet
- 1.2 Clutch - Hub - Basket - McedDocument1 page1.2 Clutch - Hub - Basket - Mcedaleksandar.omasystemsNo ratings yet
- Hes B117-03 Flange NutsDocument5 pagesHes B117-03 Flange NutsPreetam KumarNo ratings yet
- SBD Plummer Block Housings For Bearings On A Cylindrical Seat and A Stepped Shaft - TCM - 12-231177Document3 pagesSBD Plummer Block Housings For Bearings On A Cylindrical Seat and A Stepped Shaft - TCM - 12-231177Akash RockNo ratings yet
- Siw-Hex Bolt-A2-70 PDFDocument1 pageSiw-Hex Bolt-A2-70 PDFSagar GavaneNo ratings yet
- DIN 906 - 1983hexagon Socket Pipe PlugsDocument4 pagesDIN 906 - 1983hexagon Socket Pipe PlugsChris StefanouNo ratings yet
- 1.clamp Arm: Clamp Mini Bench ViseDocument10 pages1.clamp Arm: Clamp Mini Bench VisexnumericallyNo ratings yet
- NHD-24064CZ-NSW-BBW: Graphic Liquid Crystal Display ModuleDocument11 pagesNHD-24064CZ-NSW-BBW: Graphic Liquid Crystal Display ModuleMitchell DanielsNo ratings yet
- 721 Lincoln 1K1C810Document1 page721 Lincoln 1K1C810Thành Vinh PhạmNo ratings yet
- Tutorial 3 DrawingDocument1 pageTutorial 3 DrawingAlexNo ratings yet
- CahuraDocument1 pageCahuraMarko KolaNo ratings yet
- PDA Data Analysis For Near Injection Region of 3-Hole Gasoline Direct InjectorDocument28 pagesPDA Data Analysis For Near Injection Region of 3-Hole Gasoline Direct InjectorAbdul Hadi ButtNo ratings yet
- Notes: - Break All Sharp Edges 0.3x45 - Unspecific Chamfer 1x45 - Medium ToleranceDocument1 pageNotes: - Break All Sharp Edges 0.3x45 - Unspecific Chamfer 1x45 - Medium ToleranceRAN GamingNo ratings yet
- Standaarddelen A3Document1 pageStandaarddelen A3Maxim WynantsNo ratings yet
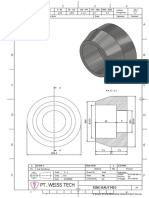
- Pt. Weiss Tech: Ring Baut M10Document1 pagePt. Weiss Tech: Ring Baut M10Fuad EfendiNo ratings yet
- 8Q-IAI - A321 - Cabin and Emergency Equipment Layout - Rev 05 - SignedDocument1 page8Q-IAI - A321 - Cabin and Emergency Equipment Layout - Rev 05 - SignedMugilanNo ratings yet
- Din 1592Document1 pageDin 1592Sudarshan KaragudariNo ratings yet
- Schematic MOSFET 2 2023-06-09Document1 pageSchematic MOSFET 2 2023-06-09panchal vivekNo ratings yet
- 16 - Hexagon Socket Head Cap Screws JIS B 11762006Document1 page16 - Hexagon Socket Head Cap Screws JIS B 11762006Adhi candra irawanNo ratings yet
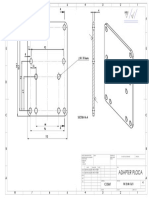
- Adapter - Sheet1Document1 pageAdapter - Sheet1Ady NugrohoNo ratings yet
- TURNING FIX (04-005) - Sheet - 1Document1 pageTURNING FIX (04-005) - Sheet - 1daryosh hassanyNo ratings yet
- Process Control Procedures: Final Inspection ReportDocument3 pagesProcess Control Procedures: Final Inspection ReportNguyễn Hoàng DũngNo ratings yet
- Adapter Ploca: Dipl - Mas.ing - Filic MICA 47384 Dipl - Mas.ing - Filic MICA 47384Document1 pageAdapter Ploca: Dipl - Mas.ing - Filic MICA 47384 Dipl - Mas.ing - Filic MICA 47384Mica FilicNo ratings yet
- Tutorial 4 DrawingDocument2 pagesTutorial 4 DrawingAlexNo ratings yet
- Sharpen (8X) : 1 1 Plate T 1.5Document1 pageSharpen (8X) : 1 1 Plate T 1.5andreas endrasNo ratings yet
- Let's Practise: Maths Workbook Coursebook 8From EverandLet's Practise: Maths Workbook Coursebook 8No ratings yet
- NOR 1453363 000 00 W-HTX EnglischDocument46 pagesNOR 1453363 000 00 W-HTX Englischgültekin gökNo ratings yet
- MBN10231 Eng+2008-09Document12 pagesMBN10231 Eng+2008-09gültekin gökNo ratings yet
- Daimler - MBN 11011 ENG - 12-07Document31 pagesDaimler - MBN 11011 ENG - 12-07gültekin gökNo ratings yet
- Daimler MBN 10317 Eng 09-09Document27 pagesDaimler MBN 10317 Eng 09-09gültekin gökNo ratings yet
- Daimler - MBN 11250 ENG - 07-09Document26 pagesDaimler - MBN 11250 ENG - 07-09gültekin gökNo ratings yet
- Daimler - DBL 8451 ENG - 09-08Document14 pagesDaimler - DBL 8451 ENG - 09-08gültekin gökNo ratings yet
- DME - 1 One Mark Q's (KDR)Document13 pagesDME - 1 One Mark Q's (KDR)durgaraokamireddyNo ratings yet
- Chris Juarez ResumeDocument1 pageChris Juarez Resumeapi-487648580No ratings yet
- Striker ManualDocument51 pagesStriker ManualDani Garcia AlvarezNo ratings yet
- Mechanics of Deformable Bodies - Supplementary ProblemsDocument7 pagesMechanics of Deformable Bodies - Supplementary ProblemsDhenil ManubatNo ratings yet
- GuidesDocument7 pagesGuidesALCHY IGNNo ratings yet
- Sample Base Plate As Per Is800 20Document45 pagesSample Base Plate As Per Is800 20mtech structuresNo ratings yet
- Orca Share Media1596535415451 6696354879170259171Document2 pagesOrca Share Media1596535415451 6696354879170259171Raymart CubidNo ratings yet
- Design Analysis of Light StructuresDocument17 pagesDesign Analysis of Light StructuresgligamsnNo ratings yet
- Aircraft Structure Design PrinciplesDocument28 pagesAircraft Structure Design PrinciplesVenugopal Krishna0% (1)
- Catalog PrymDocument17 pagesCatalog Prymmirelamar100% (1)
- Engineering Plastics Design Guide - Joining TechniquesDocument38 pagesEngineering Plastics Design Guide - Joining TechniquesSakith Devadatta100% (8)
- 2013 TBX Tower Catalog Current Version (Rev 5.20.13)Document12 pages2013 TBX Tower Catalog Current Version (Rev 5.20.13)Rubic SantosNo ratings yet
- St. Aloysius Institute of Technology, JabalpurDocument2 pagesSt. Aloysius Institute of Technology, JabalpurBorad M. BarkacharyNo ratings yet
- Ships Const QuizDocument4 pagesShips Const Quizmario enriquezNo ratings yet
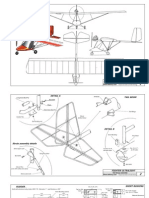
- Fighter Ultralight PlansDocument24 pagesFighter Ultralight PlansMaps98% (46)
- Bolted ConnectionsDocument135 pagesBolted ConnectionsDhruv patelNo ratings yet
- 805steel Gravity Water TanksDocument20 pages805steel Gravity Water TanksAMITaXWINo ratings yet
- Classification of DamageDocument3 pagesClassification of DamageTegar VirgaNo ratings yet
- Four Wheel Rear Drive Vipv Light Urban Electric Vehicle Prototype ProjectDocument14 pagesFour Wheel Rear Drive Vipv Light Urban Electric Vehicle Prototype ProjectUmeh HenryNo ratings yet
- Design Analysis Article in The October, 1944 Issue of Aviation Magazine FW190 DraftDocument36 pagesDesign Analysis Article in The October, 1944 Issue of Aviation Magazine FW190 DraftAaron ParkerNo ratings yet
- Wallaert J J, Fisher J W. Shear Strength of High-Strength Bolts - 1964Document61 pagesWallaert J J, Fisher J W. Shear Strength of High-Strength Bolts - 1964徐蒋张No ratings yet
- Tensionmembers With Staggered HolesDocument10 pagesTensionmembers With Staggered HolesJomarie AlcanoNo ratings yet
- Examination of AISC LRFD Shear Lag Design ProvisionsDocument16 pagesExamination of AISC LRFD Shear Lag Design ProvisionsSergioAlcantaraNo ratings yet
- Lecture 6 Riviting DesignDocument17 pagesLecture 6 Riviting DesignAbdelrahman yasser ZaghloulNo ratings yet
- Chinese Equivalent of International Steel StandardsDocument149 pagesChinese Equivalent of International Steel Standardslivnucas1972100% (1)
- Mustang Eleanor Body Kit Install GuideDocument14 pagesMustang Eleanor Body Kit Install Guidechrisb3100% (1)
- Food Processing 8Document3 pagesFood Processing 8Gladez Lucaya Galagaran100% (7)
- Hydraulic RevitingDocument29 pagesHydraulic RevitingDinesh KumarNo ratings yet
- Steel Bridge Code PDFDocument139 pagesSteel Bridge Code PDFmallikarjuna rao bodduNo ratings yet