You might also like
- Chemical Resistances MaterialDocument4 pagesChemical Resistances MaterialCecep AtmegaNo ratings yet
- Verbund is intelligence in chemistryDocument1 pageVerbund is intelligence in chemistrytotpityiNo ratings yet
- Krytox Chemical StabilityDocument2 pagesKrytox Chemical StabilityMichael PimentelNo ratings yet
- Flow Basf Ludwigshafen 2014Document1 pageFlow Basf Ludwigshafen 2014totpityiNo ratings yet
- Appendix 2 Chemical Compatibility of Materials With Homogeneous GRAFOIL SheetDocument11 pagesAppendix 2 Chemical Compatibility of Materials With Homogeneous GRAFOIL SheetHolayilNo ratings yet
- Applications of Spray Drying: Product ListDocument4 pagesApplications of Spray Drying: Product ListGeorgina SalvatoreNo ratings yet
- Global Importer Metallic Salts ChemicalsDocument2 pagesGlobal Importer Metallic Salts ChemicalsChun HuangNo ratings yet
- Gasket Material Technical Data SheetDocument2 pagesGasket Material Technical Data SheetOnur ÇınarNo ratings yet
- Kalrez: Table K.1Document4 pagesKalrez: Table K.1reddyNo ratings yet
- Cargo Carried SheetDocument2 pagesCargo Carried SheetRubayatur Rahman NionNo ratings yet
- Basic LubricantDocument15 pagesBasic LubricantYanuar ArbasyahNo ratings yet
- Balluff Chemical ResistanceDocument17 pagesBalluff Chemical ResistanceHéctor Eduardo Hernández LópezNo ratings yet
- Chemical Products Guide: A Condensed Catalog of ProductsDocument3 pagesChemical Products Guide: A Condensed Catalog of Productslino fornollesNo ratings yet
- Ficha Tecnica Ácido Láctico - Galacid Heat-Stable 88Document1 pageFicha Tecnica Ácido Láctico - Galacid Heat-Stable 88Jorge Alejandro0% (1)
- Oilfield Services: Anti-Foams Antioxidants / Iron Control EthyleneaminesDocument2 pagesOilfield Services: Anti-Foams Antioxidants / Iron Control EthyleneaminesDarmawanSaputraNo ratings yet
- Paint TechnologyDocument5 pagesPaint TechnologyHesham MostafaNo ratings yet
- An ISO 9001:2015, ISO 14001:2015 & BS ISO 45001:2018 CompanyDocument6 pagesAn ISO 9001:2015, ISO 14001:2015 & BS ISO 45001:2018 Companysrikanth_krishnamu_3No ratings yet
- Resistance of Wefapress Plastics To Chemicals and Other Media!Document20 pagesResistance of Wefapress Plastics To Chemicals and Other Media!Pedro Henriques RamosNo ratings yet
- Tanker Cargo SheetDocument1 pageTanker Cargo SheetpardeepNo ratings yet
- uPVC & PVC Pipes Catalogue uPVC & PVC Pipes Catalogue: High Standard PipeDocument35 pagesuPVC & PVC Pipes Catalogue uPVC & PVC Pipes Catalogue: High Standard PipeFerryTimothyNo ratings yet
- Nor Syafi'Ah Diana Binti Mohd Nor Masitah Binti MD - YusofDocument27 pagesNor Syafi'Ah Diana Binti Mohd Nor Masitah Binti MD - Yusofctah2605No ratings yet
- 134 Data SheetDocument4 pages134 Data SheetcarlosNo ratings yet
- 1 TRADING PRODUCT LIST - Rev-01Document3 pages1 TRADING PRODUCT LIST - Rev-01aeryvishal4No ratings yet
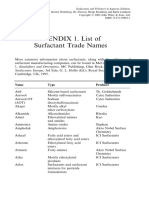
- Λίστα Με Εμπορικές Ονομασίες ΕπιφανειοδραστικώνDocument7 pagesΛίστα Με Εμπορικές Ονομασίες ΕπιφανειοδραστικώνVassia TsoukalaNo ratings yet
- Osh Oiics 2010 2 3 2Document161 pagesOsh Oiics 2010 2 3 2Idris AdeniranNo ratings yet
- Chemical Compatibility Guide: PolypropyleneDocument5 pagesChemical Compatibility Guide: PolypropyleneNishaNo ratings yet
- Bryan KumferDocument28 pagesBryan KumferNam Vu TranNo ratings yet
- Mud Chemicals Cross Ref ChartDocument18 pagesMud Chemicals Cross Ref ChartMari WellNo ratings yet
- Surfactant CHEMISTRYDocument64 pagesSurfactant CHEMISTRYOzgur Selvi100% (3)
- Urea Plant Inspection (Sec 2)Document77 pagesUrea Plant Inspection (Sec 2)Mo LyNo ratings yet
- Supporting Information For:: I. Hita, S. Ghoreishi, J.I. Santos, T. Barth, H.J. HeeresDocument10 pagesSupporting Information For:: I. Hita, S. Ghoreishi, J.I. Santos, T. Barth, H.J. HeeresinnshiNo ratings yet
- Producerea RasinilorDocument115 pagesProducerea RasinilorPaul Chende100% (2)
- TR 301 Temperature Range For ElastomersDocument1 pageTR 301 Temperature Range For ElastomerscochcorpNo ratings yet
- ChemDocument3 pagesChemAlquino Heart RubioNo ratings yet
- Hydraulic Fracturing in HPHT WellsDocument36 pagesHydraulic Fracturing in HPHT WellsarispriyatmonoNo ratings yet
- Chemical Resistance ChartDocument1 pageChemical Resistance ChartushafireinfoNo ratings yet
- Lecture 7 Formic AcidDocument5 pagesLecture 7 Formic Acidhamzamaher.boy123No ratings yet
- Improvised Explosive Quick Guide: Chemical PrecursorsDocument4 pagesImprovised Explosive Quick Guide: Chemical Precursorsraman kumarNo ratings yet
- Greatcell Solar Material ListDocument2 pagesGreatcell Solar Material Listluciano_gularteNo ratings yet
- Chemical Compatibility Guide For Polyethylene ItemsDocument5 pagesChemical Compatibility Guide For Polyethylene Itemsredpole12No ratings yet
- FGS Line Pipe-OverviewDocument45 pagesFGS Line Pipe-OverviewTaras ByloNo ratings yet
- Scheduled of Lab Routine AnalysisDocument3 pagesScheduled of Lab Routine Analysisdilip matalNo ratings yet
- Sightglass For Flanges DatasheetDocument3 pagesSightglass For Flanges DatasheetKiky YulianaNo ratings yet
- Chemical Resistance Table Provides InsightsDocument5 pagesChemical Resistance Table Provides Insightsnoto.sugiartoNo ratings yet
- Arnite Chemical Resistance v1 1Document13 pagesArnite Chemical Resistance v1 1tomasykNo ratings yet
- Petronas Methanol Labuan Process OverviewDocument18 pagesPetronas Methanol Labuan Process OverviewSheena DovenantNo ratings yet
- Acid Base and Redox Titration CalculationsDocument33 pagesAcid Base and Redox Titration CalculationsoscarbecNo ratings yet
- Linde WAO TechnologyDocument30 pagesLinde WAO Technologyrzlisk01No ratings yet
- Industrial effluent discharge standards water qualityDocument8 pagesIndustrial effluent discharge standards water qualityFauzan HardiNo ratings yet
- Chemicals For Substitution of Hazardous ChemicalsDocument6 pagesChemicals For Substitution of Hazardous ChemicalsFatima AnwarNo ratings yet
- India-Eu Environment Forum Hazardous Waste Management in India: An Overview 'Document42 pagesIndia-Eu Environment Forum Hazardous Waste Management in India: An Overview 'shree_soni92No ratings yet
- Info Chemical WasteDocument14 pagesInfo Chemical WasteHendra Andreas Noverman SinagaNo ratings yet
- Material SealDocument2 pagesMaterial SealDennis SetiawanNo ratings yet
- Sulfuric Acid Production Sulfuric Acid: By: Carl Cesar H. BibatDocument7 pagesSulfuric Acid Production Sulfuric Acid: By: Carl Cesar H. BibatSam Denielle TugaoenNo ratings yet
- KES Chemicals Product PresentationDocument26 pagesKES Chemicals Product Presentationrangudusumanth1No ratings yet
- Textile Processing InputsDocument18 pagesTextile Processing InputsUjjwal JhaNo ratings yet
- Introduction To Semiconductor Manufacturing Technology: T. S. Chao Dept. of ElectrophysicsDocument81 pagesIntroduction To Semiconductor Manufacturing Technology: T. S. Chao Dept. of ElectrophysicsMichael KaoNo ratings yet
- Petroleum Refining Processes OverviewDocument21 pagesPetroleum Refining Processes OverviewCNAltNo ratings yet
- Bard - Wall Mount W R410A 3.5@6 TR, PartsDocument15 pagesBard - Wall Mount W R410A 3.5@6 TR, PartsGabriel Ortiz MNo ratings yet
- Bard - Wall Mount W R410A 1.5@2 TR, PartsDocument8 pagesBard - Wall Mount W R410A 1.5@2 TR, PartsGabriel Ortiz MNo ratings yet
- Bard - Wall Mount W R410A, Catalogo InglesDocument12 pagesBard - Wall Mount W R410A, Catalogo InglesGabriel Ortiz MNo ratings yet
- Bard - Roof Top PA-13 Series R410A, CatalogoDocument8 pagesBard - Roof Top PA-13 Series R410A, CatalogoGabriel Ortiz MNo ratings yet
- Ashrae 09 2hr Rev7d Part 1Document42 pagesAshrae 09 2hr Rev7d Part 1Gabriel Ortiz MNo ratings yet
- ANSINSF37Document44 pagesANSINSF37Gabriel Ortiz MNo ratings yet
- LPN2 Unheated Sanitation SubmittalsDocument2 pagesLPN2 Unheated Sanitation SubmittalsGabriel Ortiz MNo ratings yet
- Iom LPN2Document7 pagesIom LPN2Gabriel Ortiz MNo ratings yet
- Grooved Catalogue 2011 MechDocument34 pagesGrooved Catalogue 2011 MechantonioNo ratings yet
- Greenheck - Fan Selection Guide 2015Document4 pagesGreenheck - Fan Selection Guide 2015Gabriel Ortiz MNo ratings yet
- Alcohols Past PapersDocument5 pagesAlcohols Past PapersDhairya KumarNo ratings yet
- Solved Example: 1. The Final Product Obtained in The ReactionDocument43 pagesSolved Example: 1. The Final Product Obtained in The ReactionHardik SharmaNo ratings yet
- Determination of Phenol With HachDocument6 pagesDetermination of Phenol With HachDiraf FaridNo ratings yet
- Wood PreservationsDocument239 pagesWood Preservationsdora_grebeNo ratings yet
- Phenol Water System-Libre PDFDocument7 pagesPhenol Water System-Libre PDFManuel Esteban Videla BustosNo ratings yet
- BP301T organic chemistry exam questionsDocument1 pageBP301T organic chemistry exam questionsrajdavv2007No ratings yet
- Propofol SynthesisDocument8 pagesPropofol SynthesisGiorgos Doukas Karanasios0% (1)
- Chemical Compatibility Data PVC, LDPE, PTFEDocument13 pagesChemical Compatibility Data PVC, LDPE, PTFEAnastasijaNo ratings yet
- Alcohol Phenol and EthersDocument25 pagesAlcohol Phenol and EthersAyaz100% (2)
- Producing Cumene from Benzene and PropyleneDocument4 pagesProducing Cumene from Benzene and Propylenemiza adlinNo ratings yet
- XII Zoom PPT Final NewDocument219 pagesXII Zoom PPT Final NewBhuwan JoshiNo ratings yet
- Kerala University of Health Sciences: Bachelor Degree Course in PHARMACY (B.Pharm)Document65 pagesKerala University of Health Sciences: Bachelor Degree Course in PHARMACY (B.Pharm)Mukesh TiwariNo ratings yet
- Proceeding Bromometric Phenol Assay Without Starch IndicatorDocument6 pagesProceeding Bromometric Phenol Assay Without Starch IndicatorAsiyahNo ratings yet
- Alcohol, Phenol and Ether FinalDocument21 pagesAlcohol, Phenol and Ether FinalBhavesh KNo ratings yet
- Qualitative Test For PhenolDocument6 pagesQualitative Test For PhenolRonak PandeyNo ratings yet
- NCERT Solutions For Class 12 Chemistry Chapter 11 Alcohols Phenols and EthersDocument32 pagesNCERT Solutions For Class 12 Chemistry Chapter 11 Alcohols Phenols and EthersVIJAYNo ratings yet
- Coursebook Answers Chapter 25 Asal ChemistryDocument4 pagesCoursebook Answers Chapter 25 Asal ChemistryAditiNo ratings yet
- USEPA Aminoantipryne Metoda HACHDocument6 pagesUSEPA Aminoantipryne Metoda HACHdark_knight007No ratings yet
- Systematic Qualitative Organic AnalysisDocument17 pagesSystematic Qualitative Organic Analysisravi@laviNo ratings yet
- Alcohols-Structure and Synthesis 2Document82 pagesAlcohols-Structure and Synthesis 2Diana Cárdenas MuñozNo ratings yet
- Amines, Aromatic, DiarylaminesDocument8 pagesAmines, Aromatic, DiarylaminesEmmanuel ChangNo ratings yet
- Versalis Proprietary Cumene Process TechnologyDocument4 pagesVersalis Proprietary Cumene Process TechnologyJohn DalkiaNo ratings yet
- Chemistry 2 For OCR - David Acaster PDFDocument247 pagesChemistry 2 For OCR - David Acaster PDFClint GreerNo ratings yet
- Class Test -1 Chapter 1 Alcohol Phenol & EthersDocument1 pageClass Test -1 Chapter 1 Alcohol Phenol & EthersSomu Yashawant ChaudhariNo ratings yet
- Hydroxy CompoundsDocument9 pagesHydroxy Compoundschong56No ratings yet
- The Kinetics and Thermodynamics of The Phenol From Cumene Process: A Physical Chemistry ExperimentDocument5 pagesThe Kinetics and Thermodynamics of The Phenol From Cumene Process: A Physical Chemistry Experimentkanokwan jaruekNo ratings yet
- Carboxylic Acids and Derivatives SolutionsDocument16 pagesCarboxylic Acids and Derivatives SolutionsAmbrieshKarthikNo ratings yet
- CBSE Class 12 Chemistry Question Paper 2019Document7 pagesCBSE Class 12 Chemistry Question Paper 2019BT De0pA PUBG MOBILENo ratings yet
- One-Pot Synthesis of Aromatic Hydroxyketones Under Microwave Irradiation and Solvent-Free ConditionsDocument6 pagesOne-Pot Synthesis of Aromatic Hydroxyketones Under Microwave Irradiation and Solvent-Free ConditionsAwad SaidNo ratings yet