You might also like
- 320 PDFDocument12 pages320 PDFjeffrey100% (3)
- Three (3) Storey Commercial Residential Building: Soil Investigation and Analysis Requirements For StructuresDocument11 pagesThree (3) Storey Commercial Residential Building: Soil Investigation and Analysis Requirements For StructuresBart LuceñaNo ratings yet
- PNS 49 2019 (Preview) PDFDocument3 pagesPNS 49 2019 (Preview) PDFFrancis Bernales25% (4)
- Production and Evaluation of Cement-Bonded Particle Board Using Cogon Grass As ConstituentDocument9 pagesProduction and Evaluation of Cement-Bonded Particle Board Using Cogon Grass As ConstituentAnthony YapNo ratings yet
- Part1 Outline SpecificationsDocument16 pagesPart1 Outline SpecificationsAdrienne Margaux DejorasNo ratings yet
- Technical Specifications-PlumbingDocument52 pagesTechnical Specifications-Plumbingpandey71087100% (1)
- Thesis Documents FinalDocument62 pagesThesis Documents FinalRuth Reyes0% (1)
- Plumbing diagram layout and labeling guideDocument1 pagePlumbing diagram layout and labeling guideKwammy BrownNo ratings yet
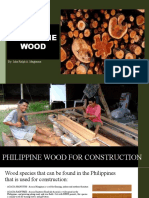
- Philippine Wood: By: John Ralph A. MagbanuaDocument19 pagesPhilippine Wood: By: John Ralph A. MagbanuaJohn Ralph A. Magbanua100% (1)
- NSCP Design StandardsDocument9 pagesNSCP Design StandardsDenise Ann CuencaNo ratings yet
- Ilide - Info 361741524 Sample Structural Analysis and Design Criteria PRDocument5 pagesIlide - Info 361741524 Sample Structural Analysis and Design Criteria PRRobert V. AbrasaldoNo ratings yet
- Philippine National Standard - Portland Cement SpecificationDocument12 pagesPhilippine National Standard - Portland Cement SpecificationMariel Villaluna100% (2)
- Proposed Interior Fit-Out for Department of Tourism ShowroomDocument4 pagesProposed Interior Fit-Out for Department of Tourism ShowroomJo BompatNo ratings yet
- Working Stresses of Philippine WoodsDocument5 pagesWorking Stresses of Philippine WoodsDoroty CastroNo ratings yet
- Assignment 3 CEPM1 - SanchezRobertDocument11 pagesAssignment 3 CEPM1 - SanchezRobertRjohn SanchezNo ratings yet
- National Building Code of The Philippines Chapter IV-VI SummaryDocument1 pageNational Building Code of The Philippines Chapter IV-VI SummaryJoshua CimanesNo ratings yet
- Sample Structural PlanDocument1 pageSample Structural PlanAl Drin100% (1)
- Proposed 2-Storey Residential House-FootingDocument1 pageProposed 2-Storey Residential House-FootingZiur18100% (1)
- Experiment No.1 (Visual Classification of Soil)Document2 pagesExperiment No.1 (Visual Classification of Soil)Stephanie BorcesNo ratings yet
- Manual Standardization Smart Masonry - Jan-2-2013Document28 pagesManual Standardization Smart Masonry - Jan-2-2013Johneal MatiasNo ratings yet
- List of Construction Prices For Sanitary and Plumbing Works Philippines - PHILCON PRICESDocument5 pagesList of Construction Prices For Sanitary and Plumbing Works Philippines - PHILCON PRICESjohn reyesNo ratings yet
- Aeng 261 - Paes 320Document47 pagesAeng 261 - Paes 320lennahfe19100% (1)
- 08 Design of Septic TankDocument17 pages08 Design of Septic TankNiere AdolfoNo ratings yet
- List of Accredited Private Testing LaboratoryDocument14 pagesList of Accredited Private Testing LaboratoryMark B. Barroga100% (1)
- C1-F1 Detail PDFDocument1 pageC1-F1 Detail PDFBien JulianNo ratings yet
- Litecrete Corporation Company Profile PDFDocument15 pagesLitecrete Corporation Company Profile PDFCarlos Valdes100% (1)
- Philippines parking loading requirements architect blogDocument4 pagesPhilippines parking loading requirements architect blogJohn Rae R. DomingoNo ratings yet
- Plumbing Material Prices Philippines - PHILCON PRICESDocument33 pagesPlumbing Material Prices Philippines - PHILCON PRICESSolomon Risty Cahulogan0% (1)
- National Structural Code of The PhilippinesDocument1 pageNational Structural Code of The PhilippinesJames FerrerNo ratings yet
- Specifications: Louie Jean Mabanag Ar - 3BDocument8 pagesSpecifications: Louie Jean Mabanag Ar - 3BLouie Jean100% (1)
- Chapter1 3Document39 pagesChapter1 3mark100% (1)
- Rule 3 NBCPDocument40 pagesRule 3 NBCPJessa Tan100% (1)
- Sample Tech Specs SimpleDocument2 pagesSample Tech Specs SimpleMsat150% (2)
- Material and Finishes SpecificationsDocument8 pagesMaterial and Finishes SpecificationsAldrin Ron MamarilNo ratings yet
- ESTIMATESDocument13 pagesESTIMATESmelvin bautistaNo ratings yet
- HIGH-DENSITY COGON PLYBOARDDocument10 pagesHIGH-DENSITY COGON PLYBOARD?No ratings yet
- Chapter 12 3Document49 pagesChapter 12 3McKinney JamesNo ratings yet
- Constructing The RoadbedDocument15 pagesConstructing The RoadbedMoira Santos100% (1)
- Simplified Construction Estimate (Third Edition) - Max Fajardo JR (Enhanced PDF)Document373 pagesSimplified Construction Estimate (Third Edition) - Max Fajardo JR (Enhanced PDF)chrisquim100% (1)
- PNS 49 2020 Rev Std. For Steel Bars For Concrete Reinforcement - SpecificationDocument19 pagesPNS 49 2020 Rev Std. For Steel Bars For Concrete Reinforcement - SpecificationStandpro Testing Center100% (1)
- Steel HandbbokDocument420 pagesSteel HandbbokMJ100% (1)
- Residential Specs GuideDocument3 pagesResidential Specs GuideBernie RomeroNo ratings yet
- Footing Tie Beam Details: Left MID RightDocument1 pageFooting Tie Beam Details: Left MID RightLong Live TauNo ratings yet
- Plans for construction of multi-purpose buildingDocument6 pagesPlans for construction of multi-purpose buildingJonhell Dela Cruz Soriano100% (1)
- Construction & Specifications - SusmiñaDocument2 pagesConstruction & Specifications - Susmiñamichael jan de celisNo ratings yet
- A Challenge Faced by The Architecture and Construction IndustryDocument5 pagesA Challenge Faced by The Architecture and Construction Industryem-tech100% (1)
- Design Considerations/Guidelines: A. Residential 1. Strictly Residential (Single Detached)Document5 pagesDesign Considerations/Guidelines: A. Residential 1. Strictly Residential (Single Detached)James Phillip CustodioNo ratings yet
- SPECIFICATIONS FOR PROPOSED BUILDING PROJECTDocument9 pagesSPECIFICATIONS FOR PROPOSED BUILDING PROJECTShyra Dela CruzNo ratings yet
- Building Codes SummaryDocument3 pagesBuilding Codes SummaryJoshua CimanesNo ratings yet
- Narrative ReportDocument6 pagesNarrative ReportKent XyrellNo ratings yet
- STP Equipment Layout 1: Control Room 1-02 Laboratory 1-01Document20 pagesSTP Equipment Layout 1: Control Room 1-02 Laboratory 1-01Archi Tonskie100% (1)
- 20PG0064 - PDF Plans - E1-3Document4 pages20PG0064 - PDF Plans - E1-3Dareho DearhoNo ratings yet
- Waterline Lay Out Sanitary Lay Out: Isometric IsometricDocument1 pageWaterline Lay Out Sanitary Lay Out: Isometric IsometricArnold DominguezNo ratings yet
- Detail Detail Detail: Schedule of Truss MembersDocument6 pagesDetail Detail Detail: Schedule of Truss MembersSharmane BurlazaNo ratings yet
- R.C. & CHB Exterior Wall Side Anchorage DetDocument8 pagesR.C. & CHB Exterior Wall Side Anchorage DetRonald VictaNo ratings yet
- The Various Trusses For Hip Roof SystemsDocument2 pagesThe Various Trusses For Hip Roof SystemsDaryl BallesterosNo ratings yet
- Lecture 3.a Analysis and Design of One-Way SlabDocument50 pagesLecture 3.a Analysis and Design of One-Way SlabMary Dominique OnateNo ratings yet
- 2 Storey Commercial Building Structural Plan-03-06-23Document4 pages2 Storey Commercial Building Structural Plan-03-06-23Francis John F. LopezNo ratings yet
- Fixing of Wall Coverings-Code of Practice (: Indian StandardDocument15 pagesFixing of Wall Coverings-Code of Practice (: Indian Standardrajpal146No ratings yet
- C1036 16Document10 pagesC1036 16masoudNo ratings yet
- 13.PNS 193 - 2018 Flat Glass - SpecificationDocument31 pages13.PNS 193 - 2018 Flat Glass - SpecificationStandpro Testing CenterNo ratings yet
- 20 PNS 156 2000 Sanitary Wares - SpecificationDocument46 pages20 PNS 156 2000 Sanitary Wares - SpecificationStandpro Testing CenterNo ratings yet
- PNS 136-2000 Steel Wire Nails - SpecificationDocument9 pagesPNS 136-2000 Steel Wire Nails - SpecificationStandpro Testing CenterNo ratings yet
- PNS 1993 2004 Continuous Hot-Dip Aluminum Zinc-Coated Steel Sheet of Commercial, Drawing and Structural QualitiesDocument27 pagesPNS 1993 2004 Continuous Hot-Dip Aluminum Zinc-Coated Steel Sheet of Commercial, Drawing and Structural QualitiesStandpro Testing CenterNo ratings yet
- 10.PNS 2003 2004 Continuous Hot-Dip Zinc5% Aluminum Alloy Coated Steel SheetsDocument27 pages10.PNS 2003 2004 Continuous Hot-Dip Zinc5% Aluminum Alloy Coated Steel SheetsStandpro Testing CenterNo ratings yet
- PNS 26 2018 Rerolled Steel Bars For Concrete Reinforcement - SpecificationDocument20 pagesPNS 26 2018 Rerolled Steel Bars For Concrete Reinforcement - SpecificationStandpro Testing CenterNo ratings yet
- PNS 201 1990 Prepainted Galvanized Steel Sheets and Coils - SpecificationDocument12 pagesPNS 201 1990 Prepainted Galvanized Steel Sheets and Coils - SpecificationStandpro Testing CenterNo ratings yet
- PNS 1990 2004 Hot-Dip Zinc-Coated Carbon Steel SheetsDocument23 pagesPNS 1990 2004 Hot-Dip Zinc-Coated Carbon Steel SheetsStandpro Testing CenterNo ratings yet
- Astm A653Document9 pagesAstm A653MEPNo ratings yet
- PNS 49 2020 Rev Std. For Steel Bars For Concrete Reinforcement - SpecificationDocument19 pagesPNS 49 2020 Rev Std. For Steel Bars For Concrete Reinforcement - SpecificationStandpro Testing Center100% (1)
- PNS 492002 Steel Bars For Concrete Reinforcement - SpecificationDocument18 pagesPNS 492002 Steel Bars For Concrete Reinforcement - SpecificationStandpro Testing CenterNo ratings yet
- Astm D 7957-17Document5 pagesAstm D 7957-17ibrahim bohilal100% (2)
- Study On MugumoDocument1 pageStudy On Mugumodeejay fortuneNo ratings yet
- The Problem and It's BackgroundDocument15 pagesThe Problem and It's BackgroundRed VailNo ratings yet
- Planning Coastal PlantsDocument17 pagesPlanning Coastal PlantsGerald LomocsoNo ratings yet
- TissuesDocument16 pagesTissuessheruhi35No ratings yet
- PASTURE MANAGEMENT - Final PDFDocument101 pagesPASTURE MANAGEMENT - Final PDFDexter Andrew Lyken100% (1)
- Growing Welwitschia mirabilis from SeedDocument1 pageGrowing Welwitschia mirabilis from SeedS_GyaltsenNo ratings yet
- Roses Best Types & ClassificationsDocument21 pagesRoses Best Types & ClassificationsJackson DaltonNo ratings yet
- Summer Branch DropDocument3 pagesSummer Branch DropThe Globe and MailNo ratings yet
- Kultur Meristem DDI 2019Document39 pagesKultur Meristem DDI 2019Yusup Bahrul UlumNo ratings yet
- The Following Statements Explain Why Substances Can Diffuse Easily Across The Plasma Membrane of An Amoeba, ExceptDocument10 pagesThe Following Statements Explain Why Substances Can Diffuse Easily Across The Plasma Membrane of An Amoeba, ExceptSiti Nor AishahNo ratings yet
- PUC II - Practical Exam Helpmate-1Document6 pagesPUC II - Practical Exam Helpmate-1ghostunknown525No ratings yet
- Camelbak Bottles NewDocument68 pagesCamelbak Bottles Newamit vermaNo ratings yet
- Plant Reproduction SecretsDocument35 pagesPlant Reproduction SecretsCikgu Rahmat NBJNo ratings yet
- Common Trees: Dr. H. SantapauDocument10 pagesCommon Trees: Dr. H. SantapauSwarnima TripathiNo ratings yet
- 6 MetabolismDocument15 pages6 MetabolismWulan Ambar PratiwiNo ratings yet
- Trees An Anthology of Writings and Paintings - Hermann Hesse - Z LibraryDocument123 pagesTrees An Anthology of Writings and Paintings - Hermann Hesse - Z LibraryALEJANDRANo ratings yet
- Aquatic Plants PowerpointDocument9 pagesAquatic Plants PowerpointjaNo ratings yet
- Overhead Projector Jemonstra Tions: Teas As Natural IndicatorsDocument1 pageOverhead Projector Jemonstra Tions: Teas As Natural IndicatorsRonald SalasNo ratings yet
- Camellia JaponicaDocument8 pagesCamellia JaponicaninoprimeiroNo ratings yet
- Landscape - Earthforms & PlantsDocument81 pagesLandscape - Earthforms & PlantsTilak BodduNo ratings yet
- LTDS2.2 Sexual Reproduction in Flowering PlantsDocument8 pagesLTDS2.2 Sexual Reproduction in Flowering PlantsShane FernandezNo ratings yet
- Botany exam questions on Bryophytes and PteridophytesDocument15 pagesBotany exam questions on Bryophytes and PteridophytessumpreronaNo ratings yet
- Journal-Kelimpahan Dan Dominansi Lalat Buah (Diptera Tephritidae) Pada Pertanaman Cabai (Capsicum Annuum L.), Di Desa Paya Benua, BangkaDocument6 pagesJournal-Kelimpahan Dan Dominansi Lalat Buah (Diptera Tephritidae) Pada Pertanaman Cabai (Capsicum Annuum L.), Di Desa Paya Benua, BangkaSYARRON HUDIWAKU, SPNo ratings yet
- In Vitro Propagation in Pteridophytes A ReviewDocument7 pagesIn Vitro Propagation in Pteridophytes A Reviewathira vijayanNo ratings yet
- Science Olympiad Level 4 Sample PaperDocument8 pagesScience Olympiad Level 4 Sample PapernkhsrNo ratings yet
- Woods Timber DesignDocument10 pagesWoods Timber DesignJames H. MabiniNo ratings yet
- Floret How To Grow TulipsDocument8 pagesFloret How To Grow Tulipssilviafotea100% (1)
- Conjugation in SpirogyraDocument3 pagesConjugation in SpirogyraKaziRafi100% (1)
- Indice PianteDocument49 pagesIndice PiantesolmiNo ratings yet
- Catalogo General - PDF SINGENTADocument257 pagesCatalogo General - PDF SINGENTAJorge Luis Anastacio juarez0% (1)
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetFrom EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetRating: 4.5 out of 5 stars4.5/5 (10)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNo ratings yet
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansRating: 4.5 out of 5 stars4.5/5 (21)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Summary of Neil Postman's Amusing Ourselves to DeathFrom EverandSummary of Neil Postman's Amusing Ourselves to DeathRating: 4 out of 5 stars4/5 (2)
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- Structural Cross Sections: Analysis and DesignFrom EverandStructural Cross Sections: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (19)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeFrom EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeRating: 4.5 out of 5 stars4.5/5 (59)
- Pile Design and Construction Rules of ThumbFrom EverandPile Design and Construction Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (15)
- Safety and Intelligent Transport Systems Development in the People’s Republic of ChinaFrom EverandSafety and Intelligent Transport Systems Development in the People’s Republic of ChinaNo ratings yet
- Transportation Decision Making: Principles of Project Evaluation and ProgrammingFrom EverandTransportation Decision Making: Principles of Project Evaluation and ProgrammingNo ratings yet
- The Finite Element Method: Linear Static and Dynamic Finite Element AnalysisFrom EverandThe Finite Element Method: Linear Static and Dynamic Finite Element AnalysisRating: 5 out of 5 stars5/5 (3)
- Principles of Forensic Engineering Applied to Industrial AccidentsFrom EverandPrinciples of Forensic Engineering Applied to Industrial AccidentsNo ratings yet
- Professional Surveyors and Real Property Descriptions: Composition, Construction, and ComprehensionFrom EverandProfessional Surveyors and Real Property Descriptions: Composition, Construction, and ComprehensionNo ratings yet
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (137)