You might also like
- Handwork Issue 4Document89 pagesHandwork Issue 4andrew_phelps100% (1)
- Get CFO-Level Support from Experienced Finance ProfessionalsDocument12 pagesGet CFO-Level Support from Experienced Finance ProfessionalsMuhammad Ahmed MirzaNo ratings yet
- TABS Points System Implementing GuidelinesDocument8 pagesTABS Points System Implementing GuidelinesPortCallsNo ratings yet
- Purchasing Purchase Requisition in SAP MM 1677253319Document8 pagesPurchasing Purchase Requisition in SAP MM 1677253319Rodrigo Toledo SoaresNo ratings yet
- Certificate of Incorporation-20190704Document1 pageCertificate of Incorporation-20190704Pinky KumariNo ratings yet
- Sales PitchDocument2 pagesSales PitchSameer Garg100% (1)
- Webcast - Secure Database Configurations and Meet CIS Benchmark StandardsDocument24 pagesWebcast - Secure Database Configurations and Meet CIS Benchmark StandardsTimNo ratings yet
- People ManagementDocument12 pagesPeople Managementyater32875100% (1)
- Prelim QuizDocument5 pagesPrelim QuizShania Liwanag100% (2)
- Karnataka Engineering Company Limited: AhmedabadDocument10 pagesKarnataka Engineering Company Limited: AhmedabadShrinivas VishalNo ratings yet
- final report. (1)Document48 pagesfinal report. (1)Arjun Singh ANo ratings yet
- HV Cable Accessory FOR 66 550kV: High Efficient, Green Energy SolutionDocument12 pagesHV Cable Accessory FOR 66 550kV: High Efficient, Green Energy Solutiondeepak2628No ratings yet
- Starters Word ListDocument8 pagesStarters Word ListAnh LeNo ratings yet
- User Manual With CDM Ac Customers Version EnglishDocument35 pagesUser Manual With CDM Ac Customers Version EnglishAmir NaziffNo ratings yet
- Energy Efficient 3 Phase LV Induction Motors Catalogue 2018Document48 pagesEnergy Efficient 3 Phase LV Induction Motors Catalogue 2018Pandu BirumakovelaNo ratings yet
- CTS GEN C ELEVATE Student DetailsDocument35 pagesCTS GEN C ELEVATE Student DetailsPsPk ChanduNo ratings yet
- CBFADocument10 pagesCBFAVedantSangitNo ratings yet
- IT Recruiter Resume - Isna JabiDocument3 pagesIT Recruiter Resume - Isna Jabiwaseem chaudharyNo ratings yet
- PL Power Yellow - 01 Apr 22Document9 pagesPL Power Yellow - 01 Apr 22Dunia FantasiNo ratings yet
- Annual Report 2021 2022Document312 pagesAnnual Report 2021 2022PRIYA TIWARINo ratings yet
- Block 1 - MBSC-4.1G Software Project Management PDFDocument88 pagesBlock 1 - MBSC-4.1G Software Project Management PDFSRIram sriramNo ratings yet
- B.Tech Civil Syllabus AR16 RevisedDocument227 pagesB.Tech Civil Syllabus AR16 Revisedabhiram_23355681No ratings yet
- Router Configuration Interface MethodologyDocument36 pagesRouter Configuration Interface MethodologyOrlando PereiraNo ratings yet
- Sri VadDocument10 pagesSri VadSunyOraNo ratings yet
- The Discrete Wavelet Transform Based Iris Recognition For Eyes With Non-Cosmetic Contact LensDocument10 pagesThe Discrete Wavelet Transform Based Iris Recognition For Eyes With Non-Cosmetic Contact LensIAES IJAINo ratings yet
- Accounts & AdminDocument4 pagesAccounts & AdminJames JamesNo ratings yet
- List of Section 25 Companies with CIN, Name and AddressDocument3 pagesList of Section 25 Companies with CIN, Name and AddressGSMPNo ratings yet
- SCDL Distance Learning Symbiosis Centre Brinks Global ServicesDocument1 pageSCDL Distance Learning Symbiosis Centre Brinks Global ServicesJatin PopliNo ratings yet
- A Decision The Next Prime Minister Must Make - Tony Edwards - Feb 2009Document24 pagesA Decision The Next Prime Minister Must Make - Tony Edwards - Feb 2009Andy SmithNo ratings yet
- Chem Investigatory ProjectDocument26 pagesChem Investigatory ProjectDevanand Siva SankaradasNo ratings yet
- Pengumuman Administrasi Final PDFDocument139 pagesPengumuman Administrasi Final PDFAwali HarivramNo ratings yet
- Notice Machine À CoudreDocument62 pagesNotice Machine À Coudreker lenoNo ratings yet
- SSLTDocument17 pagesSSLTAyesha KhanNo ratings yet
- Mini ProjectDocument27 pagesMini ProjectAnju MuthuNo ratings yet
- SRS HospitalDocument8 pagesSRS HospitalAxidNo ratings yet
- Ipru Pension 10 Year X 2 LacDocument5 pagesIpru Pension 10 Year X 2 LacHK Option LearnNo ratings yet
- Invoice 1245109Document1 pageInvoice 1245109Jk pannuNo ratings yet
- VIVY'S WELDING AND FABRICATION BUSINESS PLANDocument8 pagesVIVY'S WELDING AND FABRICATION BUSINESS PLANBolt essays100% (1)
- Key success factors for lean six sigma implementation on LRT constructionDocument10 pagesKey success factors for lean six sigma implementation on LRT constructionriza sprawinaNo ratings yet
- Problm SolvingDocument20 pagesProblm SolvingAliza HamzaNo ratings yet
- C2021.23 Supply Install & Commissioning of 09nos Containerised Plant (EBid)Document105 pagesC2021.23 Supply Install & Commissioning of 09nos Containerised Plant (EBid)LEED Sales & Marketing-1No ratings yet
- Company Profile - AllDocument60 pagesCompany Profile - AllSaikrishna SangaNo ratings yet
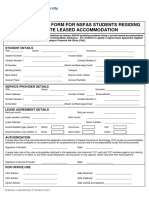
- NSFAS-Leased-applicationForm 2Document3 pagesNSFAS-Leased-applicationForm 2Alex SanchezNo ratings yet
- GV Convergent Training Manual v3.0Document73 pagesGV Convergent Training Manual v3.0Khac DuongNo ratings yet
- 203-06en Hsajet Micron MCHP1Document2 pages203-06en Hsajet Micron MCHP1TrungNo ratings yet
- GSC3610 QigDocument25 pagesGSC3610 QigRishab SharmaNo ratings yet
- Dryer - EDV754H3WB - VN Edv754h3wb Um Feb22Document56 pagesDryer - EDV754H3WB - VN Edv754h3wb Um Feb22Hiro Hieu NguyenNo ratings yet
- Lab Front Sheet - MergedDocument112 pagesLab Front Sheet - MergedBennetNo ratings yet
- RBSE Class 8 English Model Paper 4 PDFDocument14 pagesRBSE Class 8 English Model Paper 4 PDFRavindra SharmaNo ratings yet
- ANNEX A Certification of Expenses Not Requiing Receipt - SPEDDocument4 pagesANNEX A Certification of Expenses Not Requiing Receipt - SPEDplingbolusoNo ratings yet
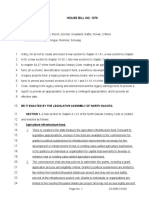
- HB 1379Document12 pagesHB 1379Jeremy TurleyNo ratings yet
- Chandigarh University University School of Business (UBS) : Assignment No.1Document16 pagesChandigarh University University School of Business (UBS) : Assignment No.1Abhishek kumarNo ratings yet
- Capstone Final Report - Natural Disaster App - FinalDocument32 pagesCapstone Final Report - Natural Disaster App - Finalapi-498485959No ratings yet
- 43 - 38397 Ijaer IeeDocument19 pages43 - 38397 Ijaer IeebijekaysNo ratings yet
- Date: 11 March 2021 MR Rahul Sharma Rze2 Mahavi Enclave New Delhi New Delhi 110045 Delhi Policy No.: 16811926 Mobile No.: Xxxxxx3693Document6 pagesDate: 11 March 2021 MR Rahul Sharma Rze2 Mahavi Enclave New Delhi New Delhi 110045 Delhi Policy No.: 16811926 Mobile No.: Xxxxxx3693Rahul SharmaNo ratings yet
- SC Credit Cards Pitchbook Verfeb22Document11 pagesSC Credit Cards Pitchbook Verfeb22Yashwant Raj VermaNo ratings yet
- Home Science Notes Grade 6 Term 3Document10 pagesHome Science Notes Grade 6 Term 3Kimutai LangatNo ratings yet
- ACT. A Guide To The Development of Childrens Palliative Care ServicesDocument38 pagesACT. A Guide To The Development of Childrens Palliative Care ServicesJuan Camilo SánchezNo ratings yet
- Instalação - UltrassonicaDocument69 pagesInstalação - UltrassonicaEduardo EmanuelNo ratings yet
- Module 2 Geriatric Social Work PDFDocument6 pagesModule 2 Geriatric Social Work PDFParvathy ManojNo ratings yet
- IGNOU Common Prospectus - July 2023 v.L.1.1 - Common-Prospectus-EnglishDocument365 pagesIGNOU Common Prospectus - July 2023 v.L.1.1 - Common-Prospectus-EnglishMohd KhanNo ratings yet
- Intership Report - by Tanya Mendiratta (2) - 1Document63 pagesIntership Report - by Tanya Mendiratta (2) - 1TanyaNo ratings yet
- AYB320 0122 Week3Document40 pagesAYB320 0122 Week3Linh ĐanNo ratings yet
- Effect of Bank Service Quality on Customer SatisfactionDocument132 pagesEffect of Bank Service Quality on Customer Satisfactionkalkidan kassahunNo ratings yet
- Apple Patent: Neural Network Wiring DiscoveryDocument14 pagesApple Patent: Neural Network Wiring DiscoveryCharles GrossNo ratings yet
- FinanceDocument8 pagesFinanceJaycel Corti�asNo ratings yet
- B BE Assignment1Document9 pagesB BE Assignment1Siddhartha AryaNo ratings yet
- Paytm Money and IND Money Premium Services ReviewDocument7 pagesPaytm Money and IND Money Premium Services ReviewVikash ChoudharyNo ratings yet
- CV - Sr. SQA Engineer - UsmanAliDocument3 pagesCV - Sr. SQA Engineer - UsmanAliUsman AliNo ratings yet
- Profibus DP Pressure Transmitter User Manual - 20121112 PDFDocument42 pagesProfibus DP Pressure Transmitter User Manual - 20121112 PDFLuis CristóbalNo ratings yet
- A Reconfigurable Watchdog AgentDocument16 pagesA Reconfigurable Watchdog AgentonesehsNo ratings yet
- Ref11 - The Contribution of Industry 4.0 Tech To FMGMTDocument15 pagesRef11 - The Contribution of Industry 4.0 Tech To FMGMTMan HumanNo ratings yet
- Ref8 - Adoption of Iot Tech in PG IndustryDocument16 pagesRef8 - Adoption of Iot Tech in PG IndustryMan HumanNo ratings yet
- Top 10 IoT Applications in 2020Document18 pagesTop 10 IoT Applications in 2020Man HumanNo ratings yet
- Ref4 - The+Roadmap+to+Digital+Maintenance+AutomationDocument16 pagesRef4 - The+Roadmap+to+Digital+Maintenance+AutomationMan HumanNo ratings yet
- Ref7 - Lifetime - Improv - SMRT - Sensors - Maint - Protcol - IoT-basedDocument8 pagesRef7 - Lifetime - Improv - SMRT - Sensors - Maint - Protcol - IoT-basedMan HumanNo ratings yet
- Vibration Analysis PDFDocument5 pagesVibration Analysis PDFMan HumanNo ratings yet
- ASMEDocument1 pageASMEMan HumanNo ratings yet
- PD359 Practical Welding TechnologyDocument2 pagesPD359 Practical Welding TechnologyMan HumanNo ratings yet
- Accelerate and Improve Business Outcomes With AIoTDocument26 pagesAccelerate and Improve Business Outcomes With AIoTMan HumanNo ratings yet
- EL543 BPV Code, Section III, Division 1: Class 2/3 Piping DesignDocument1 pageEL543 BPV Code, Section III, Division 1: Class 2/3 Piping Designmarina10No ratings yet
- DRFT Training Plan - O-MDocument11 pagesDRFT Training Plan - O-MMan HumanNo ratings yet
- Enroll: Power & Utility Industry Power Generation Training CoursesDocument6 pagesEnroll: Power & Utility Industry Power Generation Training CoursesMan HumanNo ratings yet
- EL543 BPV Code, Section III, Division 1: Class 2/3 Piping DesignDocument1 pageEL543 BPV Code, Section III, Division 1: Class 2/3 Piping Designmarina10No ratings yet
- ASME WeldingDocument1 pageASME WeldingPrakhar Deep KulshreshthaNo ratings yet
- Design of Bolted Flange Joints PD386 Updated November 2010 1Document1 pageDesign of Bolted Flange Joints PD386 Updated November 2010 1kinjalpatel12345No ratings yet
- ASME Training-FRP Piping Fabrication and Installation ProcessesDocument1 pageASME Training-FRP Piping Fabrication and Installation Processesninju1No ratings yet
- EL543 BPV Code, Section III, Division 1: Class 2/3 Piping DesignDocument1 pageEL543 BPV Code, Section III, Division 1: Class 2/3 Piping DesignMan HumanNo ratings yet
- ASMEDocument1 pageASMEMan HumanNo ratings yet
- ASMEDocument1 pageASMEMan HumanNo ratings yet
- Design of Bolted Flange Joints PD386 Updated November 2010 1Document1 pageDesign of Bolted Flange Joints PD386 Updated November 2010 1kinjalpatel12345No ratings yet
- ASME Training-FRP Piping Fabrication and Installation ProcessesDocument1 pageASME Training-FRP Piping Fabrication and Installation Processesninju1No ratings yet
- ASME Training-FRP Piping Fabrication and Installation ProcessesDocument1 pageASME Training-FRP Piping Fabrication and Installation Processesninju1No ratings yet
- EL542 BPV Code, Section III, Division 1: Class 1 Piping DesignDocument1 pageEL542 BPV Code, Section III, Division 1: Class 1 Piping Designmarina10No ratings yet
- Monday Bolzano South (Stazione FS) : Bus Connection N277Document1 pageMonday Bolzano South (Stazione FS) : Bus Connection N277Man HumanNo ratings yet
- Design of Bolted Flange JointsDocument1 pageDesign of Bolted Flange JointsMan HumanNo ratings yet
- Asme El543Document1 pageAsme El543Man HumanNo ratings yet
- Ryanair - TickDocument2 pagesRyanair - TickMan HumanNo ratings yet
- Why LTSAs Build Profits - AIM Power ConsultingDocument12 pagesWhy LTSAs Build Profits - AIM Power ConsultingMan HumanNo ratings yet
- LTSA Contracts - AIM Power ConsultingDocument14 pagesLTSA Contracts - AIM Power ConsultingMan HumanNo ratings yet
- CEA Inspection Compliance Report SummaryDocument4 pagesCEA Inspection Compliance Report Summarykalyan ReddyNo ratings yet
- Halo Spillover Effects in Social Media Do Product Recalls of One Brand Hurt or Help Rival BrandsDocument4 pagesHalo Spillover Effects in Social Media Do Product Recalls of One Brand Hurt or Help Rival Brandsbreiterjanosch1No ratings yet
- 5035.assignment 1 Frontsheet (2021 - 2022)Document9 pages5035.assignment 1 Frontsheet (2021 - 2022)Nguyen Vo Minh Anh (FGW DN)No ratings yet
- Matrix Organizations AssignmentDocument9 pagesMatrix Organizations AssignmentFairuz Nawfal HamidNo ratings yet
- Tax Advantages & Disadvantages: of Multiple Entity StructuresDocument4 pagesTax Advantages & Disadvantages: of Multiple Entity StructuresDemewez AsfawNo ratings yet
- Eco Clothesline Query AssignmentDocument2 pagesEco Clothesline Query AssignmentthetechbossNo ratings yet
- Dissertation Topics in EntrepreneurshipDocument4 pagesDissertation Topics in EntrepreneurshipWhitePaperWritingServicesSingapore100% (1)
- Marketing Plan Nanaimo CanadaDocument84 pagesMarketing Plan Nanaimo Canadalizzie13No ratings yet
- Dappie Saln-2023Document3 pagesDappie Saln-2023Shrun ShrunNo ratings yet
- Income Sources and Annual Earnings of Baijanath ResidentsDocument15 pagesIncome Sources and Annual Earnings of Baijanath Residentsriwaj_ghimireNo ratings yet
- Comparative Analysis of SMC and Top Stock BrokersDocument94 pagesComparative Analysis of SMC and Top Stock BrokersSaurav KumarNo ratings yet
- STRATEGIC RESPONSE TO NEW COMPETITIONDocument6 pagesSTRATEGIC RESPONSE TO NEW COMPETITIONANANTHA BHAIRAVI M100% (1)
- Corazza FB Series ENDocument4 pagesCorazza FB Series ENAbdullahNo ratings yet
- BMW Final ProposalDocument11 pagesBMW Final Proposalprietopamela100% (1)
- 17 Act2 009Document105 pages17 Act2 009CarolineNo ratings yet
- Argumenative EssayDocument4 pagesArgumenative Essaynhbtoxwhd100% (2)
- Brazil SWOT Analysis: Strengths, Weaknesses, Opportunities, ThreatsDocument1 pageBrazil SWOT Analysis: Strengths, Weaknesses, Opportunities, ThreatsShivendra GuptaNo ratings yet
- MKT 361 Session#3 Students SlidesDocument40 pagesMKT 361 Session#3 Students SlidesBrilliant KohNo ratings yet
- FAO Project ProfileDocument3 pagesFAO Project ProfileAbubakarr SesayNo ratings yet