You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 2022 Conventional GADS Training Module 02 History of NERC and GADSDocument15 pages2022 Conventional GADS Training Module 02 History of NERC and GADSsamsNo ratings yet
- Appendix B03 CoGenerator Gas Turbine Unit Cause Codes 2023 DRIDocument59 pagesAppendix B03 CoGenerator Gas Turbine Unit Cause Codes 2023 DRIsamsNo ratings yet
- Conventional GADS FAQ 013-ERDocument1 pageConventional GADS FAQ 013-ERsamsNo ratings yet
- Importance of Auditing and Reviewing Your Companys GADS EventsDocument27 pagesImportance of Auditing and Reviewing Your Companys GADS EventssamsNo ratings yet
- UntitledDocument657 pagesUntitledsamsNo ratings yet
- Divergence Between PJM - NE-ISO - MISO and NERC GADS 2016Document10 pagesDivergence Between PJM - NE-ISO - MISO and NERC GADS 2016samsNo ratings yet
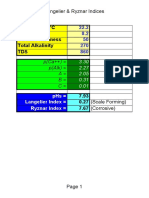
- Calculator LangelierRyznarDocument1 pageCalculator LangelierRyznarsamsNo ratings yet
- Conventional GADS FAQ 014-DSDocument1 pageConventional GADS FAQ 014-DSsamsNo ratings yet
- Appendix B02 Combined Cycle Steam Turbine Unit Cause Codes 2023 DRIDocument60 pagesAppendix B02 Combined Cycle Steam Turbine Unit Cause Codes 2023 DRIsamsNo ratings yet
- Appendix B04 CoGenerator Steam Turbine Unit Cause Codes 2023 DRIDocument59 pagesAppendix B04 CoGenerator Steam Turbine Unit Cause Codes 2023 DRIsamsNo ratings yet
- Appendix B06: Index To Combined Cycle Unit Cause CodesDocument72 pagesAppendix B06: Index To Combined Cycle Unit Cause CodessamsNo ratings yet
- Conventional GADS FAQ 002-PDDocument1 pageConventional GADS FAQ 002-PDsamsNo ratings yet
- Appendix E4: Unit Design Data - Internal Combustion / Reciprocating Engine (Voluntary Reporting)Document3 pagesAppendix E4: Unit Design Data - Internal Combustion / Reciprocating Engine (Voluntary Reporting)samsNo ratings yet
- Appendix E5: Unit Design Data - Hydro or Pumped Storage (Voluntary Reporting)Document3 pagesAppendix E5: Unit Design Data - Hydro or Pumped Storage (Voluntary Reporting)samsNo ratings yet
- Appendix E6: Unit Design Data - Gas Turbine or Jet Engine (Voluntary Reporting)Document5 pagesAppendix E6: Unit Design Data - Gas Turbine or Jet Engine (Voluntary Reporting)samsNo ratings yet
- Appendix E8: Unit Design Data - Combined Cycle Units and Block Design Data (Voluntary Reporting)Document22 pagesAppendix E8: Unit Design Data - Combined Cycle Units and Block Design Data (Voluntary Reporting)samsNo ratings yet
- Appendix E7: Unit Design Data - Miscellaneous (Voluntary Reporting)Document4 pagesAppendix E7: Unit Design Data - Miscellaneous (Voluntary Reporting)samsNo ratings yet
- Feedwater Pump Turbine Controls and Oil System Maintenance Guide PDFDocument196 pagesFeedwater Pump Turbine Controls and Oil System Maintenance Guide PDFsamsNo ratings yet
- Appendix B09: Index To Gas Turbine/Jet Engine Unit Cause CodesDocument40 pagesAppendix B09: Index To Gas Turbine/Jet Engine Unit Cause CodessamsNo ratings yet
- Appendix E3: Unit Design Data - Nuclear (Voluntary Reporting)Document5 pagesAppendix E3: Unit Design Data - Nuclear (Voluntary Reporting)samsNo ratings yet
- Appendix B10: Index To Geothermal Unit Cause CodesDocument28 pagesAppendix B10: Index To Geothermal Unit Cause CodessamsNo ratings yet
- Appendix B11: Index To Internal Combustion/Reciprocating Engine Unit Cause CodesDocument27 pagesAppendix B11: Index To Internal Combustion/Reciprocating Engine Unit Cause CodessamsNo ratings yet
- Deepfacelab: Integrated, Flexible and Extensible Face-Swapping FrameworkDocument10 pagesDeepfacelab: Integrated, Flexible and Extensible Face-Swapping FrameworksamsNo ratings yet
- ITTC - Recommended Procedures and Guidelines: Guide To The Expression of Uncertainty in Experimental HydrodynamicsDocument18 pagesITTC - Recommended Procedures and Guidelines: Guide To The Expression of Uncertainty in Experimental HydrodynamicssamsNo ratings yet
- Sop CipDocument2 pagesSop CipsamsNo ratings yet
- Combustion Optimization For Coal Fired Power Plant Boilers Based On Imporoved Distributed ELM and Distibuted PSODocument24 pagesCombustion Optimization For Coal Fired Power Plant Boilers Based On Imporoved Distributed ELM and Distibuted PSOsamsNo ratings yet
- Item D-12 Attachment 1 Pt.3 LinkDocument27 pagesItem D-12 Attachment 1 Pt.3 LinksamsNo ratings yet
- Instruction Manual HFU-typeHN 201610Document35 pagesInstruction Manual HFU-typeHN 201610samsNo ratings yet
- EJC167219Document10 pagesEJC167219samsNo ratings yet
- 5-4 Data NormalizationDocument4 pages5-4 Data NormalizationsamsNo ratings yet