You might also like
- Israel Report On Coal AshDocument13 pagesIsrael Report On Coal AshGautam KumtakarNo ratings yet
- Vendata 600MW Power PlantDocument4 pagesVendata 600MW Power PlantTshepo NthoiwaNo ratings yet
- Decarbonizing Steel PresentationDocument27 pagesDecarbonizing Steel PresentationMitone DiazNo ratings yet
- Cfbc'-A Preferred Generation Technology For India: by - S. C.Pal & S. S. ChopadeDocument24 pagesCfbc'-A Preferred Generation Technology For India: by - S. C.Pal & S. S. ChopadePrudhvi RajNo ratings yet
- Capture of CO Background and Future Prospects: Dr. I. M. MishraDocument63 pagesCapture of CO Background and Future Prospects: Dr. I. M. MishraJlkm BnjlkmNo ratings yet
- Technology Road Map For Indian Steel Industry: 23 March 20123Document20 pagesTechnology Road Map For Indian Steel Industry: 23 March 20123kalaiNo ratings yet
- Technical PDFDocument31 pagesTechnical PDFsvvsnraju100% (1)
- Amit Chatterjee - Sponge Iron Industry in India - Scope For Clean Technology, Durgapur, March 26, 2009Document38 pagesAmit Chatterjee - Sponge Iron Industry in India - Scope For Clean Technology, Durgapur, March 26, 2009dekanitaesriepaksiNo ratings yet
- EnvironmentDocument3 pagesEnvironmentPriyanka Bakshi YadavNo ratings yet
- 1 s2.0 S0016236123000145 MainDocument7 pages1 s2.0 S0016236123000145 MainSrikanth SrikantiNo ratings yet
- Use of Charcoal in Silicomanganese ProductionDocument14 pagesUse of Charcoal in Silicomanganese ProductionAshok ReddiNo ratings yet
- SSRN Id3926709Document13 pagesSSRN Id3926709RaviNo ratings yet
- Final Coal ReportDocument101 pagesFinal Coal Reportvikasgupta2750% (2)
- Coal Selection CriteriaDocument31 pagesCoal Selection CriteriaHardik Kumar MendparaNo ratings yet
- Mochizuki 2019Document10 pagesMochizuki 2019Ashish KoriNo ratings yet
- MR A C R Das-Ministry-of-SteelDocument20 pagesMR A C R Das-Ministry-of-SteelAbhrajit SettNo ratings yet
- The Coal Resource: A Comprehensive Overview of CoalDocument48 pagesThe Coal Resource: A Comprehensive Overview of CoalVăn Đại - BKHNNo ratings yet
- Shenhua Coal Conversion DevelopmentDocument51 pagesShenhua Coal Conversion Developmentstavros7No ratings yet
- The Future Prospects For Power Generation From Underground Coal Gasification (UCG)Document1 pageThe Future Prospects For Power Generation From Underground Coal Gasification (UCG)Văn Đại - BKHNNo ratings yet
- Coal (Compatibility Mode)Document17 pagesCoal (Compatibility Mode)Santosh KumarNo ratings yet
- Provisional Coal Statistics: +Æiéê®Ú É Eòéä É Éé ºééæîj ÉeòòDocument77 pagesProvisional Coal Statistics: +Æiéê®Ú É Eòéä É Éé ºééæîj ÉeòòSandeepNo ratings yet
- 1.3 RubiantoDocument28 pages1.3 RubiantogancanNo ratings yet
- NLCDocument51 pagesNLCPrasant Prasad100% (1)
- CR Free Metal CatalystDocument24 pagesCR Free Metal CatalystAkundi VsjNo ratings yet
- Flue Gas Desulfurizer: An Operational Point of View: by Mahendra & Arif SusetyoDocument11 pagesFlue Gas Desulfurizer: An Operational Point of View: by Mahendra & Arif SusetyoArif SusetyoNo ratings yet
- Energy Policy: Jing Geng, Yonglong Lu, Tieyu Wang, John P. Giesy, Chunli ChenDocument11 pagesEnergy Policy: Jing Geng, Yonglong Lu, Tieyu Wang, John P. Giesy, Chunli ChenclaralisieNo ratings yet
- Coal India Company Profile and Its AnalysisDocument14 pagesCoal India Company Profile and Its AnalysisMithunNo ratings yet
- Report of Acid RainDocument5 pagesReport of Acid RainAbdullah221790No ratings yet
- L7 PDFDocument24 pagesL7 PDFAnil KumarNo ratings yet
- PH3 30 Iron SteelDocument142 pagesPH3 30 Iron SteelMouna GuruNo ratings yet
- Lecture 1 - Emission ProductionDocument28 pagesLecture 1 - Emission ProductionVaniceNo ratings yet
- PUB Sustainable Global Energy Development The Case For Coal 2004 Exec Summary WECDocument12 pagesPUB Sustainable Global Energy Development The Case For Coal 2004 Exec Summary WECAJ ManurungNo ratings yet
- MercurioDocument104 pagesMercurioYoami PerdomoNo ratings yet
- McLellan2011 - Optimizing Location of Bulk Metallic Minerals ProcessingDocument13 pagesMcLellan2011 - Optimizing Location of Bulk Metallic Minerals Processingahmad.juang.setiawanNo ratings yet
- Ash Fusion Temperatures and The Transformations of Coal Ash Particles To SlagsDocument45 pagesAsh Fusion Temperatures and The Transformations of Coal Ash Particles To SlagsVotulaotuNo ratings yet
- Green Hydrogen-Based Direct Reduction For Low-Carbon SteelmakingDocument10 pagesGreen Hydrogen-Based Direct Reduction For Low-Carbon SteelmakingMarko's Brazon'No ratings yet
- CO2 Emissions From Pakistans Energy SectorDocument14 pagesCO2 Emissions From Pakistans Energy Sectorshah khalidNo ratings yet
- Clearing The Air: Pollution-Control Technology For Coal-Based Power PlantsDocument48 pagesClearing The Air: Pollution-Control Technology For Coal-Based Power PlantsSuman DasNo ratings yet
- Irum2017 Lit R ImpDocument8 pagesIrum2017 Lit R Impza chohanNo ratings yet
- CO2 & Energy Calculation MethodologyDocument18 pagesCO2 & Energy Calculation MethodologyAkulSenapatiNo ratings yet
- Study of Fly Ash Cement Concrete Pavement: Anjali Yadav 1, Nikhil Kumar YadavDocument6 pagesStudy of Fly Ash Cement Concrete Pavement: Anjali Yadav 1, Nikhil Kumar YadavKANDIKONDA RAVINDERNo ratings yet
- 1 s2.0 S0892687520300546 MainDocument18 pages1 s2.0 S0892687520300546 Mainnehakrishnab200527ceNo ratings yet
- Sulphur & CFBCDocument2 pagesSulphur & CFBCsrigirisetty208No ratings yet
- Environment Friendly Utilization of Fly AshDocument10 pagesEnvironment Friendly Utilization of Fly Ashराम मनोहर तिवारीNo ratings yet
- Control of Emissions From Power PlantsLarge Scale IndustriesDocument48 pagesControl of Emissions From Power PlantsLarge Scale IndustriesSonu Kumar100% (1)
- Ipa 2014 Kosovo A Decommisioning 20141027 PDFDocument16 pagesIpa 2014 Kosovo A Decommisioning 20141027 PDFperfilma2013No ratings yet
- Ipa 2014 Kosovo A Decommisioning 20141027 PDFDocument16 pagesIpa 2014 Kosovo A Decommisioning 20141027 PDFperfilma2013No ratings yet
- Coal in Mohuda PosterDocument3 pagesCoal in Mohuda PosterJack NandanNo ratings yet
- Mr. Bernard Section 1Document32 pagesMr. Bernard Section 1NittoNo ratings yet
- Nergy: Revised 1996 IPCC Guidelines For National Greenhouse Gas Inventories: Reference ManualDocument20 pagesNergy: Revised 1996 IPCC Guidelines For National Greenhouse Gas Inventories: Reference ManualJonathanFernandoBedoyaSanchezNo ratings yet
- Analysis Coal FinalDocument21 pagesAnalysis Coal FinalAlok KumarNo ratings yet
- 4c578f202616448 - Ek #1Document72 pages4c578f202616448 - Ek #1Alek Al HadiNo ratings yet
- Clean Coal TechnologyDocument7 pagesClean Coal Technologymuhammad_sarwar_27No ratings yet
- Notif 20042012Document2 pagesNotif 20042012Mrinal Kanti BhaduriNo ratings yet
- Co-Firing of High-Ash Discard Coal and Refuse-Derived Fuel - Ash and Gaseous EmissionsDocument9 pagesCo-Firing of High-Ash Discard Coal and Refuse-Derived Fuel - Ash and Gaseous EmissionsTheresya SarangaNo ratings yet
- Brazilian Fuel CycleDocument22 pagesBrazilian Fuel CyclePeter AngeloNo ratings yet
- Presentation Given To Secretary Power On Review Report of SO2 NormsDocument41 pagesPresentation Given To Secretary Power On Review Report of SO2 NormsPMG Bhuswal ProjectNo ratings yet
- Nuclear Power Policies in Britain: The Quandaries of NeoliberalismFrom EverandNuclear Power Policies in Britain: The Quandaries of NeoliberalismNo ratings yet
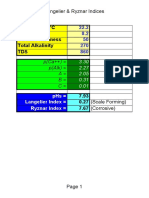
- Calculator LangelierRyznarDocument1 pageCalculator LangelierRyznarsamsNo ratings yet
- Appendix B04 CoGenerator Steam Turbine Unit Cause Codes 2023 DRIDocument59 pagesAppendix B04 CoGenerator Steam Turbine Unit Cause Codes 2023 DRIsamsNo ratings yet
- 2022 Conventional GADS Training Module 02 History of NERC and GADSDocument15 pages2022 Conventional GADS Training Module 02 History of NERC and GADSsamsNo ratings yet
- Appendix B02 Combined Cycle Steam Turbine Unit Cause Codes 2023 DRIDocument60 pagesAppendix B02 Combined Cycle Steam Turbine Unit Cause Codes 2023 DRIsamsNo ratings yet
- Appendix B03 CoGenerator Gas Turbine Unit Cause Codes 2023 DRIDocument59 pagesAppendix B03 CoGenerator Gas Turbine Unit Cause Codes 2023 DRIsamsNo ratings yet
- Divergence Between PJM - NE-ISO - MISO and NERC GADS 2016Document10 pagesDivergence Between PJM - NE-ISO - MISO and NERC GADS 2016samsNo ratings yet
- Conventional GADS FAQ 013-ERDocument1 pageConventional GADS FAQ 013-ERsamsNo ratings yet
- Appendix E6: Unit Design Data - Gas Turbine or Jet Engine (Voluntary Reporting)Document5 pagesAppendix E6: Unit Design Data - Gas Turbine or Jet Engine (Voluntary Reporting)samsNo ratings yet
- Conventional GADS FAQ 002-PDDocument1 pageConventional GADS FAQ 002-PDsamsNo ratings yet
- UntitledDocument657 pagesUntitledsamsNo ratings yet
- Conventional GADS FAQ 014-DSDocument1 pageConventional GADS FAQ 014-DSsamsNo ratings yet
- Appendix B06: Index To Combined Cycle Unit Cause CodesDocument72 pagesAppendix B06: Index To Combined Cycle Unit Cause CodessamsNo ratings yet
- Combustion Optimization For Coal Fired Power Plant Boilers Based On Imporoved Distributed ELM and Distibuted PSODocument24 pagesCombustion Optimization For Coal Fired Power Plant Boilers Based On Imporoved Distributed ELM and Distibuted PSOsamsNo ratings yet
- Appendix B10: Index To Geothermal Unit Cause CodesDocument28 pagesAppendix B10: Index To Geothermal Unit Cause CodessamsNo ratings yet
- Appendix E4: Unit Design Data - Internal Combustion / Reciprocating Engine (Voluntary Reporting)Document3 pagesAppendix E4: Unit Design Data - Internal Combustion / Reciprocating Engine (Voluntary Reporting)samsNo ratings yet
- Appendix E5: Unit Design Data - Hydro or Pumped Storage (Voluntary Reporting)Document3 pagesAppendix E5: Unit Design Data - Hydro or Pumped Storage (Voluntary Reporting)samsNo ratings yet
- Appendix E7: Unit Design Data - Miscellaneous (Voluntary Reporting)Document4 pagesAppendix E7: Unit Design Data - Miscellaneous (Voluntary Reporting)samsNo ratings yet
- Appendix E3: Unit Design Data - Nuclear (Voluntary Reporting)Document5 pagesAppendix E3: Unit Design Data - Nuclear (Voluntary Reporting)samsNo ratings yet
- Appendix E8: Unit Design Data - Combined Cycle Units and Block Design Data (Voluntary Reporting)Document22 pagesAppendix E8: Unit Design Data - Combined Cycle Units and Block Design Data (Voluntary Reporting)samsNo ratings yet
- Appendix B09: Index To Gas Turbine/Jet Engine Unit Cause CodesDocument40 pagesAppendix B09: Index To Gas Turbine/Jet Engine Unit Cause CodessamsNo ratings yet
- Appendix B11: Index To Internal Combustion/Reciprocating Engine Unit Cause CodesDocument27 pagesAppendix B11: Index To Internal Combustion/Reciprocating Engine Unit Cause CodessamsNo ratings yet
- Deepfacelab: Integrated, Flexible and Extensible Face-Swapping FrameworkDocument10 pagesDeepfacelab: Integrated, Flexible and Extensible Face-Swapping FrameworksamsNo ratings yet
- ITTC - Recommended Procedures and Guidelines: Guide To The Expression of Uncertainty in Experimental HydrodynamicsDocument18 pagesITTC - Recommended Procedures and Guidelines: Guide To The Expression of Uncertainty in Experimental HydrodynamicssamsNo ratings yet
- I 9 XZ 8 Jgbnbxo 1 Anplj 2 yDocument75 pagesI 9 XZ 8 Jgbnbxo 1 Anplj 2 ysamsNo ratings yet
- Sop CipDocument2 pagesSop CipsamsNo ratings yet
- 5-4 Data NormalizationDocument4 pages5-4 Data NormalizationsamsNo ratings yet
- Feedwater Pump Turbine Controls and Oil System Maintenance Guide PDFDocument196 pagesFeedwater Pump Turbine Controls and Oil System Maintenance Guide PDFsamsNo ratings yet
- Energies 13 04253 v2Document21 pagesEnergies 13 04253 v2samsNo ratings yet
- Instruction Manual HFU-typeHN 201610Document35 pagesInstruction Manual HFU-typeHN 201610samsNo ratings yet
- Item D-12 Attachment 1 Pt.3 LinkDocument27 pagesItem D-12 Attachment 1 Pt.3 LinksamsNo ratings yet
- BSGS Sample Problems 2 - BB CollabDocument21 pagesBSGS Sample Problems 2 - BB CollabNeo GarceraNo ratings yet
- Gaseous 11Document19 pagesGaseous 11cdakshsharmaNo ratings yet
- Freeze Dryers - CatalogDocument2 pagesFreeze Dryers - Catalogdéborah_rosalesNo ratings yet
- Lab Report AgricultureDocument43 pagesLab Report Agriculturekg170150No ratings yet
- PTR in Sci 10Document5 pagesPTR in Sci 10IanNo ratings yet
- Porto Gonçalves & LeffDocument24 pagesPorto Gonçalves & LeffSil KolNo ratings yet
- CFD Analysis of A MILD Low-Nox Burner For The Oil and Gas IndustryDocument31 pagesCFD Analysis of A MILD Low-Nox Burner For The Oil and Gas IndustryHANIF AKBARNo ratings yet
- Solution Manual For Chemistry An Atoms Focused Approach Second Edition Second EditionDocument37 pagesSolution Manual For Chemistry An Atoms Focused Approach Second Edition Second EditionAndrewMartinezjrqo100% (45)
- Earth Science S-WPS OfficeDocument14 pagesEarth Science S-WPS OfficeBai Johaira BenitoNo ratings yet
- Binas Answers m1, MSTDocument4 pagesBinas Answers m1, MSTMiraflor Sanchez BiñasNo ratings yet
- Electric Power Systems Research: Sebota Mokeke, Leboli Z. ThamaeDocument12 pagesElectric Power Systems Research: Sebota Mokeke, Leboli Z. ThamaeSamundra GurungNo ratings yet
- Dwnload Full Natural Hazards 4th Edition Keller Test Bank PDFDocument20 pagesDwnload Full Natural Hazards 4th Edition Keller Test Bank PDFbrownismkanacka9oir100% (12)
- Assignment 2 Moral Education Tharuna BPRDocument15 pagesAssignment 2 Moral Education Tharuna BPRtharu RajaNo ratings yet
- snc1d Chemistry Unit ReviewDocument6 pagessnc1d Chemistry Unit Reviewapi-54435418No ratings yet
- (Catalog - Microturbine) FlexEnergy 71000073 - Flex-Turbine-GT1300S-Spec-SheetDocument1 page(Catalog - Microturbine) FlexEnergy 71000073 - Flex-Turbine-GT1300S-Spec-SheetppourmoghaddamNo ratings yet
- AGSHqf 5 XYy 0 D M66 O4 Z191 LG D0 ZGW ML VCAcri Ig E4Document5 pagesAGSHqf 5 XYy 0 D M66 O4 Z191 LG D0 ZGW ML VCAcri Ig E4Gaddipati MohankrishnaNo ratings yet
- Adrian Vasile TimbusDocument234 pagesAdrian Vasile TimbusstructnodeNo ratings yet
- Impact of OIL Price On TransportationDocument5 pagesImpact of OIL Price On TransportationdeepakNo ratings yet
- I WonderDocument11 pagesI Wonderapi-393404413No ratings yet
- Lesson Plan: Lesson: Ionic and Covalent BondingDocument5 pagesLesson Plan: Lesson: Ionic and Covalent BondingMarcTnnNo ratings yet
- STORMDocument22 pagesSTORMamir razaNo ratings yet
- Sexual Reproduction Advs and DisadvsDocument10 pagesSexual Reproduction Advs and DisadvsMakanaka SambureniNo ratings yet
- A تأثير التكييف المغناطيسي لخصائص المياه المالحة على نمو نبات الذرة ورفع نسبة النيتروجين والفوسفور والبوتاسيومDocument9 pagesA تأثير التكييف المغناطيسي لخصائص المياه المالحة على نمو نبات الذرة ورفع نسبة النيتروجين والفوسفور والبوتاسيومMUHAMMED ALSUVAİDNo ratings yet
- Paragenesis, Paragenetic Sequences, and Zoning ZoningDocument3 pagesParagenesis, Paragenetic Sequences, and Zoning ZoningPeter TolibasNo ratings yet
- Grahams Law AmoresDocument4 pagesGrahams Law AmoresVon AmoresNo ratings yet
- Representation of Romantic Ideals PDFDocument4 pagesRepresentation of Romantic Ideals PDFLiterature PointNo ratings yet
- Ocean Trash CollectorDocument1 pageOcean Trash CollectorCyrillNo ratings yet
- 150 Branches of Geology (Earth Sciences) : July 2017Document51 pages150 Branches of Geology (Earth Sciences) : July 2017paramananda mohapatraNo ratings yet
- Fossil - WikipediaDocument13 pagesFossil - Wikipediaskline3No ratings yet