You might also like
- Hot Isostatically-Pressed Alloy Steel Flanges, Fittings, Valves, and Parts For High Temperature ServiceDocument8 pagesHot Isostatically-Pressed Alloy Steel Flanges, Fittings, Valves, and Parts For High Temperature ServiceDarwin DarmawanNo ratings yet
- Hot Isostatically-Pressed Alloy Steel Flanges, Fittings, Valves, and Parts For High Temperature ServiceDocument8 pagesHot Isostatically-Pressed Alloy Steel Flanges, Fittings, Valves, and Parts For High Temperature Servicesfinal_1No ratings yet
- Hot Isostatically-Pressed Stainless Steel Flanges, Fittings, Valves, and Parts For High Temperature ServiceDocument11 pagesHot Isostatically-Pressed Stainless Steel Flanges, Fittings, Valves, and Parts For High Temperature ServiceProduction DepartmentNo ratings yet
- Hot Isostatically-Pressed Stainless Steel Flanges, Fittings, Valves, and Parts For High Temperature ServiceDocument11 pagesHot Isostatically-Pressed Stainless Steel Flanges, Fittings, Valves, and Parts For High Temperature Servicesfinal_1No ratings yet
- Astm A249a249m-16Document10 pagesAstm A249a249m-16Eugene DerkachNo ratings yet
- A 249 - A 249M - 16a PDFDocument10 pagesA 249 - A 249M - 16a PDFأسامة وحيد الدين رمضانNo ratings yet
- A 983 - A 983M - 01 - Qtk4my0wmqDocument5 pagesA 983 - A 983M - 01 - Qtk4my0wmqhoangNo ratings yet
- Alloy Steel Socket Button and Flat Countersunk Head Cap ScrewsDocument6 pagesAlloy Steel Socket Button and Flat Countersunk Head Cap ScrewsDeen ewNo ratings yet
- Stainless Steel Socket Button and Flat Countersunk Head Cap Screws (Metric)Document6 pagesStainless Steel Socket Button and Flat Countersunk Head Cap Screws (Metric)Darwin DarmawanNo ratings yet
- Astm A 249 PDFDocument9 pagesAstm A 249 PDFBez SofNo ratings yet
- Alloy Steel Socket Button and Flat Countersunk Head Cap ScrewsDocument6 pagesAlloy Steel Socket Button and Flat Countersunk Head Cap ScrewsAlejandro ValdesNo ratings yet
- Comparison of Nonmetallic Flat Gaskets in High Pressure Saturated SteamDocument6 pagesComparison of Nonmetallic Flat Gaskets in High Pressure Saturated SteamالGINIRAL FREE FIRENo ratings yet
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesDocument10 pagesWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesIng. Adolfo GarciaNo ratings yet
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesDocument7 pagesWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser Tubesvuqar0979No ratings yet
- Astm F 835 PDFDocument6 pagesAstm F 835 PDFDan Dela Peña100% (1)
- Pressure Vessel Plates, Alloy Steel, Quenched and Tempered 8 and 9 Percent NickelDocument3 pagesPressure Vessel Plates, Alloy Steel, Quenched and Tempered 8 and 9 Percent NickelVivekNo ratings yet
- Astm A983 A983m 01Document2 pagesAstm A983 A983m 01Salvador MazzaNo ratings yet
- Alloy Steel Socket Button and Flat Countersunk Head Cap ScrewsDocument6 pagesAlloy Steel Socket Button and Flat Countersunk Head Cap ScrewsDeen ewNo ratings yet
- Wrought 18Chromium-14Nickel-2.5Molybdenum Stainless Steel Sheet and Strip For Surgical Implants (UNS S31673)Document5 pagesWrought 18Chromium-14Nickel-2.5Molybdenum Stainless Steel Sheet and Strip For Surgical Implants (UNS S31673)Rob GridleyNo ratings yet
- ASTM A106-2008 Seamless Carbon Steel Pipe For High-Temperature ServiceDocument9 pagesASTM A106-2008 Seamless Carbon Steel Pipe For High-Temperature ServiceTerrier HuangNo ratings yet
- Alloy Steel Socket-Head Cap Screws (Metric) : Standard Specification ForDocument7 pagesAlloy Steel Socket-Head Cap Screws (Metric) : Standard Specification ForMytzy Godoy TapiaNo ratings yet
- Alloy Steel Forgings For Nonmagnetic Retaining Rings For GeneratorsDocument3 pagesAlloy Steel Forgings For Nonmagnetic Retaining Rings For Generatorssharon blushteinNo ratings yet
- Stainless Steel Socket Head Cap Screws (Metric) : Standard Specification ForDocument8 pagesStainless Steel Socket Head Cap Screws (Metric) : Standard Specification ForDarwin DarmawanNo ratings yet
- ASTM F139-08 Standard Specification For Wrought 18chromium 14nickel 2.5molybdenum Stainless Steel Sheet and Strip For Surgical ImplantesDocument4 pagesASTM F139-08 Standard Specification For Wrought 18chromium 14nickel 2.5molybdenum Stainless Steel Sheet and Strip For Surgical ImplantesJoãoNo ratings yet
- Astm A234-A234m-99Document8 pagesAstm A234-A234m-99NadhiraNo ratings yet
- A479A479M-15 Standard Specification For Stainless Steel Bars and Shapes For Use in Boilers and Other Pressure VesselsDocument8 pagesA479A479M-15 Standard Specification For Stainless Steel Bars and Shapes For Use in Boilers and Other Pressure Vesselstjt4779No ratings yet
- Astm F139Document5 pagesAstm F139diegomez84No ratings yet
- A 289 - A 289M - 97 R03 Qti4os9bmjg5tqDocument3 pagesA 289 - A 289M - 97 R03 Qti4os9bmjg5tqRudiyansah RudiyansahNo ratings yet
- Continuous Grain Flow Forged Carbon and Alloy Steel Crankshafts For Medium Speed Diesel EnginesDocument5 pagesContinuous Grain Flow Forged Carbon and Alloy Steel Crankshafts For Medium Speed Diesel EnginesAli Saleh Saad AL-isawiNo ratings yet
- F 880M - 01 - Rjg4me0tmdeDocument5 pagesF 880M - 01 - Rjg4me0tmdeAdrian GonzalezNo ratings yet
- Astm F837M-16Document8 pagesAstm F837M-16arcadioscoNo ratings yet
- Astm A877.a877mDocument5 pagesAstm A877.a877mOS Laboratory100% (1)
- Centrifugally Cast Austenitic Steel Pipe For High-Temperature ServiceDocument4 pagesCentrifugally Cast Austenitic Steel Pipe For High-Temperature ServiceNur Achmad BusairiNo ratings yet
- ASTM F138 13aDocument5 pagesASTM F138 13aRiesma TasomaraNo ratings yet
- Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsDocument12 pagesChromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsJohn HollandNo ratings yet
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesDocument10 pagesWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesErick ERICKNo ratings yet
- Copper-Zinc-Silicon Alloy Rod: Standard Specification ForDocument3 pagesCopper-Zinc-Silicon Alloy Rod: Standard Specification ForVictor VillegasNo ratings yet
- Alloy Steel Eyebolts: Standard Specification ForDocument6 pagesAlloy Steel Eyebolts: Standard Specification Forjuniuni18No ratings yet
- F879MDocument6 pagesF879MmsbarretosNo ratings yet
- Cobalt-28 Chromium-6 Molybdenum Alloy Castings and Casting Alloy For Surgical Implants (UNS R30075)Document4 pagesCobalt-28 Chromium-6 Molybdenum Alloy Castings and Casting Alloy For Surgical Implants (UNS R30075)Rosalba ToxquiNo ratings yet
- Ferritic Malleable Iron Castings: Standard Specification ForDocument6 pagesFerritic Malleable Iron Castings: Standard Specification ForAAYNo ratings yet
- A 952A 952M - Forged Grade 80 and Grade 100 Steel Lifting Componentsand Welded Attachment LinksDocument7 pagesA 952A 952M - Forged Grade 80 and Grade 100 Steel Lifting Componentsand Welded Attachment LinksDipu Jacob ANo ratings yet
- Abstract of ASTM F912 2000Document5 pagesAbstract of ASTM F912 2000Jesse ChenNo ratings yet
- A 877 - A877mDocument4 pagesA 877 - A877mAon HemmatadNo ratings yet
- Astm A479-479m-2012Document8 pagesAstm A479-479m-2012Muniyappan TNo ratings yet
- Astm A240 - 15Document13 pagesAstm A240 - 15Nguyễn Xuân TrườngNo ratings yet
- ASTM Class Slides 2Document5 pagesASTM Class Slides 29p7j694yn9No ratings yet
- Vacuum-Treated Alloy Steel Forgings For Turbine Rotor Disks and WheelsDocument6 pagesVacuum-Treated Alloy Steel Forgings For Turbine Rotor Disks and WheelsgoorguerNo ratings yet
- Cast Iron Couplings Used For Joining Hubless Cast Iron Soil Pipe and FittingsDocument8 pagesCast Iron Couplings Used For Joining Hubless Cast Iron Soil Pipe and FittingsNeeraj kumarNo ratings yet
- A 252 - 98 Qti1mi05oeux PDFDocument7 pagesA 252 - 98 Qti1mi05oeux PDFHatem MomaniNo ratings yet
- A 252 Â " 98 QTI1MI05OEUXDocument7 pagesA 252 Â " 98 QTI1MI05OEUXCynthia GutierrezNo ratings yet
- Cobalt-28 Chromium-6 Molybdenum Alloy Castings and Casting Alloy For Surgical Implants (UNS R30075)Document4 pagesCobalt-28 Chromium-6 Molybdenum Alloy Castings and Casting Alloy For Surgical Implants (UNS R30075)Rosalba ToxquiNo ratings yet
- C1277-15 Standard Specification For Shielded Couplings Joining Hubless Cast Iron Soil Pipe and Fittings PDFDocument9 pagesC1277-15 Standard Specification For Shielded Couplings Joining Hubless Cast Iron Soil Pipe and Fittings PDFCarlos Guillermo Somoza AlvarengaNo ratings yet
- A240a240m - 12Document14 pagesA240a240m - 12Luciano Grassi KuyvenNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Chromium-Molybdenum-VanadiumDocument5 pagesPressure Vessel Plates, Alloy Steel, Chromium-Molybdenum-VanadiumDiegoNo ratings yet
- Seamless Austenitic Steel Pipe For High-Temperature Central-Station ServiceDocument7 pagesSeamless Austenitic Steel Pipe For High-Temperature Central-Station ServicehNo ratings yet
- A 139 - A 139M - 04 Qtezos9bmtm5tqDocument6 pagesA 139 - A 139M - 04 Qtezos9bmtm5tqfadjarNo ratings yet
- A289A289M-97 (2013) Standard Specification For Alloy Steel Forgings For Nonmagnetic Retaining Rings For GeneratorsDocument3 pagesA289A289M-97 (2013) Standard Specification For Alloy Steel Forgings For Nonmagnetic Retaining Rings For GeneratorsShico1983No ratings yet
- A 139 Â " A 139M Â " 04 - QTEZOS9BMTM5TQDocument6 pagesA 139 Â " A 139M Â " 04 - QTEZOS9BMTM5TQhans ccNo ratings yet
- Ashi and Bushnag Co. LTD: Tensile Fabric Playgrounds and KG AreaDocument1 pageAshi and Bushnag Co. LTD: Tensile Fabric Playgrounds and KG AreausmanNo ratings yet
- Design For DCM ColumnsDocument2 pagesDesign For DCM ColumnsTruong Phuoc TriNo ratings yet
- Hypercoat PU - 40 PDFDocument3 pagesHypercoat PU - 40 PDFICPL-RWPNo ratings yet
- Korloy PDFDocument37 pagesKorloy PDFNadia Ayelen GonzalezNo ratings yet
- The Rheology Degradation Processing and Characterization of ReDocument261 pagesThe Rheology Degradation Processing and Characterization of ReDeidra CadeNo ratings yet
- NC 3401 Graphite Flotation in Ductile Iron v3Document24 pagesNC 3401 Graphite Flotation in Ductile Iron v3SiriusNo ratings yet
- PPTDocument13 pagesPPTPriyanshu Srivastav100% (1)
- Lesson 3 - Ductile and Brittle FractureDocument80 pagesLesson 3 - Ductile and Brittle FractureArgexander CarballoNo ratings yet
- HHM 5202 BNDocument1 pageHHM 5202 BNMZY Commercial EnterprisesNo ratings yet
- Tds Sca4 917 EngDocument2 pagesTds Sca4 917 Engsuraj yadavNo ratings yet
- 1542168570tieu Ban Ket Cau Cong Nghe Xay Dung 3 PDFDocument62 pages1542168570tieu Ban Ket Cau Cong Nghe Xay Dung 3 PDFI'm LuongNo ratings yet
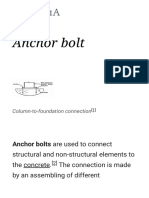
- Anchor Bolt - WikipediaDocument37 pagesAnchor Bolt - WikipediaEnaam AtaallahNo ratings yet
- Bar No - 5763: Test CertificateDocument2 pagesBar No - 5763: Test CertificateDeepak HoleNo ratings yet
- Asphalt Mixture Volumetric PropertiesDocument11 pagesAsphalt Mixture Volumetric PropertiesHuda MahdiNo ratings yet
- Sep 1314-1990Document1 pageSep 1314-1990amit gajbhiyeNo ratings yet
- Enhanced Fatigue Performance of Tandem MIG 5083 Aluminium Alloy Weld Joints by Heat Sink and Static Thermal TensioningDocument13 pagesEnhanced Fatigue Performance of Tandem MIG 5083 Aluminium Alloy Weld Joints by Heat Sink and Static Thermal TensioningHarry Laksono NugrohoNo ratings yet
- Manufacturing of Tyre: Presented ByDocument29 pagesManufacturing of Tyre: Presented ByPRANJAL KUMARNo ratings yet
- Denyl 6 NDocument2 pagesDenyl 6 NPhung LucNo ratings yet
- Metals and Non Metals Class 10Document26 pagesMetals and Non Metals Class 10mohammedahsanxxNo ratings yet
- Bis GFRPDocument7 pagesBis GFRPsalesNo ratings yet
- Catalog Conveyor Rollers FullDocument128 pagesCatalog Conveyor Rollers FullPraveen Kumar reddy AlluNo ratings yet
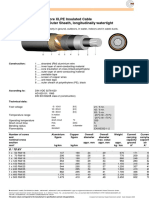
- Atasheet NA2XS (F) 2Y Single-Core XLPE Insulated Cable With PE Outer Sheath, Longitudinally WatertightDocument2 pagesAtasheet NA2XS (F) 2Y Single-Core XLPE Insulated Cable With PE Outer Sheath, Longitudinally WatertightCiprian-Bogdan MihalacheNo ratings yet
- ACI - Mix - Design-Very Good Step by StepDocument8 pagesACI - Mix - Design-Very Good Step by StepArifHadiNo ratings yet
- MDL-7202A (2) - UnlockedDocument38 pagesMDL-7202A (2) - UnlockedRohan KabirNo ratings yet
- DIM Design & Installation Manual: Swisspearl Largo and LinearisDocument60 pagesDIM Design & Installation Manual: Swisspearl Largo and Linearisstefan cirlanaruNo ratings yet
- Lawaan Cemetery Part 2Document17 pagesLawaan Cemetery Part 2Mark Joseph ArellanoNo ratings yet
- Velosit CW 111: High Strength Crystalline Waterproofing SlurryDocument4 pagesVelosit CW 111: High Strength Crystalline Waterproofing SlurryZammar ShahidNo ratings yet
- Technical Note: Introduction To Curtain Wall Design Using Cold-Formed SteelDocument10 pagesTechnical Note: Introduction To Curtain Wall Design Using Cold-Formed SteelalbertoxinaNo ratings yet
- LOCTITE Assembly SolutionsDocument32 pagesLOCTITE Assembly SolutionsKristine ReyesNo ratings yet
- B Tech CIVIL ENGINEERINGDocument22 pagesB Tech CIVIL ENGINEERINGNelson TakhellambamNo ratings yet