You might also like
- US4115424Document6 pagesUS4115424Muhammad Akbar FahleviNo ratings yet
- United States Patent 0: Patented Feb. 4, 1969Document3 pagesUnited States Patent 0: Patented Feb. 4, 1969Stella AguirreNo ratings yet
- Process of Deodourizing of Iso Prpopyl AlcoholDocument4 pagesProcess of Deodourizing of Iso Prpopyl AlcoholMani ChemistNo ratings yet
- US4142060-Rhone-Poulenc FranceDocument12 pagesUS4142060-Rhone-Poulenc France黃英婷No ratings yet
- US3751504Document14 pagesUS3751504olaNo ratings yet
- Process Engineering and Design: A Solvent-Resid Phase Diagram For Tracking Resid ConversionDocument7 pagesProcess Engineering and Design: A Solvent-Resid Phase Diagram For Tracking Resid ConversionVinodh KumarNo ratings yet
- Patents US20110087038A1Document10 pagesPatents US20110087038A1Esteban HenaoNo ratings yet
- Bs 2évy A? Cluuoraes: Hydration of EthersDocument4 pagesBs 2évy A? Cluuoraes: Hydration of EthersArpit PatelNo ratings yet
- Nov. 15, 1955 J. T. Rutherford 2,723,995: (NH4) 2SO4Document3 pagesNov. 15, 1955 J. T. Rutherford 2,723,995: (NH4) 2SO4sefssefNo ratings yet
- United States Patent (191: Z2 20) Woter - I 18JDocument7 pagesUnited States Patent (191: Z2 20) Woter - I 18JZulfi ZumalaNo ratings yet
- US4450090Document6 pagesUS4450090Abdulrahman HamdanNo ratings yet
- Us3423341 Process For Making Ol Modified Alkyd ResinDocument7 pagesUs3423341 Process For Making Ol Modified Alkyd ResinIlham Kiki ShahilaNo ratings yet
- Etilbenzene 2 (Recovered)Document8 pagesEtilbenzene 2 (Recovered)Mario VensfiseCrewNo ratings yet
- Us 2050600Document4 pagesUs 2050600Devi Monika SitompulNo ratings yet
- Alcohol EtoxilateDocument23 pagesAlcohol Etoxilatefajar1234180No ratings yet
- Habashi 1970Document100 pagesHabashi 1970rodrigo carrascoNo ratings yet
- US3891683Document5 pagesUS3891683Risma Dewi SNo ratings yet
- Isomer Is at Ion of Light Naphtha - FinalDocument58 pagesIsomer Is at Ion of Light Naphtha - FinalSohaib Ahmed Khan100% (1)
- BF 02667442Document4 pagesBF 02667442Rika Dian FitrianaNo ratings yet
- US4285881Document4 pagesUS4285881Thomas MarshallNo ratings yet
- Paten US4223163Document7 pagesPaten US4223163rahmanNo ratings yet
- April 3, 1945. E. E. Stahly 2,373,062: Filed Aug. 1, 1941Document3 pagesApril 3, 1945. E. E. Stahly 2,373,062: Filed Aug. 1, 1941محمد مNo ratings yet
- By /r26 Ézi-44: Feb. 2, 1960 K. Falk Eta 2,923,728Document5 pagesBy /r26 Ézi-44: Feb. 2, 1960 K. Falk Eta 2,923,728masood kblNo ratings yet
- United States Patent 1191: Tu (45) Sep. 7, 1982Document4 pagesUnited States Patent 1191: Tu (45) Sep. 7, 1982AdyNo ratings yet
- Phase Transfer Catalysts As Co-Catalysts in The Ethoxylation of Nonyl PhenolDocument6 pagesPhase Transfer Catalysts As Co-Catalysts in The Ethoxylation of Nonyl PhenolveronikaNo ratings yet
- MetoxidoDocument8 pagesMetoxidocessavelinoNo ratings yet
- Recent Advances in the Science and Technology of Zeolites and Related Materials: Proceedings of the 14th International Zeolite Conference, Cape Town, South Africa, 25-30th April 2004From EverandRecent Advances in the Science and Technology of Zeolites and Related Materials: Proceedings of the 14th International Zeolite Conference, Cape Town, South Africa, 25-30th April 2004No ratings yet
- 04pa Je 2 2 PDFDocument7 pages04pa Je 2 2 PDFMarcelo Varejão CasarinNo ratings yet
- United States Patent (19) : Im, Naperville, Both of Ill. Attorney, Agent, or Firm-William C. Clarke Arthur GDocument9 pagesUnited States Patent (19) : Im, Naperville, Both of Ill. Attorney, Agent, or Firm-William C. Clarke Arthur GFebrian Dimas Adi NugrahaNo ratings yet
- EOR With Penn State Surfactants: T.G. ArfDocument11 pagesEOR With Penn State Surfactants: T.G. ArfSajad FalahNo ratings yet
- Unit 3Document29 pagesUnit 3ASHISH K.K.No ratings yet
- Ba Patent 1Document6 pagesBa Patent 1Firdaus ImamNo ratings yet
- Conocophillips Reduced Volatility Alkylation Process (Revap)Document12 pagesConocophillips Reduced Volatility Alkylation Process (Revap)Bharavi K S100% (1)
- Us6093841.1 Method For Preparing Nonreactive Aminosilicone OilsDocument7 pagesUs6093841.1 Method For Preparing Nonreactive Aminosilicone OilsA. Vafaie ManeshNo ratings yet
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDocument6 pagesApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohNo ratings yet
- Report Control SystemDocument17 pagesReport Control SystemHussein Al HabebNo ratings yet
- US3903185Document6 pagesUS3903185Muhammad Akbar FahleviNo ratings yet
- Us 5221800Document7 pagesUs 5221800Mochamad Abdul MalikNo ratings yet
- Topical and Prospective Processes of Acetoxylation: Grzegorz Lewandowski, Marcin Bartkowiak, Eugeniusz MilchertDocument6 pagesTopical and Prospective Processes of Acetoxylation: Grzegorz Lewandowski, Marcin Bartkowiak, Eugeniusz MilchertAnonymous b9fcR5No ratings yet
- Bagan Dan Penjelasan PDFDocument3 pagesBagan Dan Penjelasan PDFYonatan AdiNo ratings yet
- Aliphatic AminesDocument2 pagesAliphatic AminesAmar PandeyNo ratings yet
- By Swill 39Re-A-2J: July 2, 1963 A. Roche Etal 3,096,377Document5 pagesBy Swill 39Re-A-2J: July 2, 1963 A. Roche Etal 3,096,377Ruchita PoilkarNo ratings yet
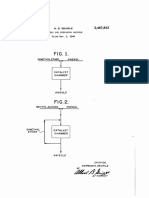
- Nov. 15, 1949 N. E. Searle 2,487,832Document4 pagesNov. 15, 1949 N. E. Searle 2,487,832Nitish Singh SengarNo ratings yet
- 2-Eha PRCS1Document45 pages2-Eha PRCS1MARISSE LYN DORADONo ratings yet
- Project 4 Ethylene OxideDocument12 pagesProject 4 Ethylene OxideNhan Nguyen Van100% (4)
- Kinetics and CatalysisDocument8 pagesKinetics and CatalysisVinodh KumarNo ratings yet
- Acetaldehyde Methods 2520of 2520 ProductionDocument6 pagesAcetaldehyde Methods 2520of 2520 Productionapi-3714811100% (3)
- New Oxidation Process For Production of Terephthalic Acid From P XyleneDocument5 pagesNew Oxidation Process For Production of Terephthalic Acid From P XyleneJOSEPH HERBERT MABEL100% (1)
- N30 Xo Ho & Iv,: Filed April 20, 195lDocument6 pagesN30 Xo Ho & Iv,: Filed April 20, 195lGaby SaragihNo ratings yet
- Yoshimura 2001Document11 pagesYoshimura 2001Clive GriffithsNo ratings yet
- Phenol From Cuemen and TolueneDocument9 pagesPhenol From Cuemen and TolueneAnonymous RJkpep7D0rNo ratings yet
- Us 3767726Document4 pagesUs 3767726Sujan BasyalNo ratings yet
- Us 2739991Document3 pagesUs 2739991Wilman AkbarNo ratings yet
- AlkylationDocument9 pagesAlkylationabhishek sharma100% (1)
- Coking Kinetics On The Catalyst During Alkylation of FCC Off-Gas With Benzene To EthylbenzeneDocument7 pagesCoking Kinetics On The Catalyst During Alkylation of FCC Off-Gas With Benzene To EthylbenzeneAndres PeñaNo ratings yet
- Umted Stiltes Patent (19) (11) Patent Number: 5,689,025: Abichandani Et A) - (45) Date of Patent: Nov. 18, 1997Document9 pagesUmted Stiltes Patent (19) (11) Patent Number: 5,689,025: Abichandani Et A) - (45) Date of Patent: Nov. 18, 1997aliNo ratings yet
- Studies On The Kinetics of in Situ Epoxidation of Vegetable OilsDocument6 pagesStudies On The Kinetics of in Situ Epoxidation of Vegetable OilsDaniella DenleschiNo ratings yet
- Transition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesFrom EverandTransition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesNo ratings yet
- Methods for Oxidation of Organic Compounds V1: Alcohols, Alcohol Derivatives, Alky Halides, Nitroalkanes, Alkyl Azides, Carbonyl Compounds Hydroxyarenes and AminoarenesFrom EverandMethods for Oxidation of Organic Compounds V1: Alcohols, Alcohol Derivatives, Alky Halides, Nitroalkanes, Alkyl Azides, Carbonyl Compounds Hydroxyarenes and AminoarenesNo ratings yet
- Catalyst Licensing Brochure EnpdfDocument8 pagesCatalyst Licensing Brochure EnpdfLindsey BondNo ratings yet
- Disproportionation of Toluene : by Takao Iwamura, Seiya Olam and Masaki SatoDocument7 pagesDisproportionation of Toluene : by Takao Iwamura, Seiya Olam and Masaki SatoWilliam QuintanillaNo ratings yet
- Presentation CumeneDocument39 pagesPresentation Cumeneممدوح الرويليNo ratings yet
- Ethyl Benzene ProductionDocument6 pagesEthyl Benzene ProductionsoheilsedNo ratings yet
- PBE 1 Flyer Lug09 PDFDocument8 pagesPBE 1 Flyer Lug09 PDFchantran90No ratings yet
- Synthesis of Cumene by Transalkylation Over Modified Beta Zeolite: A Kinetic StudyDocument11 pagesSynthesis of Cumene by Transalkylation Over Modified Beta Zeolite: A Kinetic StudyNaeemNo ratings yet
- Handbook of Petrochemicals and ProcessesDocument6 pagesHandbook of Petrochemicals and ProcessesHectorNo ratings yet
- Che 495 Final ReportDocument212 pagesChe 495 Final ReportjoshuaNo ratings yet
- CEPSA Good Reference For ZeoliteDocument29 pagesCEPSA Good Reference For Zeolitedie_1No ratings yet
- Tech Papers PxMax and XyMaxDocument18 pagesTech Papers PxMax and XyMaxSaurav De100% (1)
- Disproportionation: DiethylbenzenesDocument3 pagesDisproportionation: DiethylbenzenesYuri YamirnovNo ratings yet
- Synthetic Jet Fuel Production by Combined Propene Oligomerization and Aromatic Alkylation Over Solid Phosphoric AcidDocument7 pagesSynthetic Jet Fuel Production by Combined Propene Oligomerization and Aromatic Alkylation Over Solid Phosphoric AcidMohammed GhanemNo ratings yet
- The Production of Cumene Using Zeolite Catalyst Aspen Model DocumentationDocument16 pagesThe Production of Cumene Using Zeolite Catalyst Aspen Model Documentationديانا محمدNo ratings yet
- SC General Catalogue 2007 (3MB)Document146 pagesSC General Catalogue 2007 (3MB)yeknom100% (1)
- Transalkylation of Toluene PDFDocument2 pagesTransalkylation of Toluene PDFAidonNo ratings yet
- KBCDocument15 pagesKBCMauricio Huerta JaraNo ratings yet
- Styrene StyreneDocument22 pagesStyrene StyrenedeboNo ratings yet
- Matecconf Icccp2016 01001Document5 pagesMatecconf Icccp2016 01001VIPratik KOLINo ratings yet
- Us 5959168Document9 pagesUs 5959168RafliNo ratings yet
- Transalkylation of Toluene PDFDocument2 pagesTransalkylation of Toluene PDFAA0809No ratings yet
- Cumene Production Robert SchmidtDocument14 pagesCumene Production Robert SchmidtVatsalNo ratings yet
- Production of Isopropyl BenzeneDocument15 pagesProduction of Isopropyl BenzeneMehdi SirajNo ratings yet
- Ethyl Benzene Plant DesignDocument31 pagesEthyl Benzene Plant DesignRohit Kakkar100% (13)
- Sud Chemie General Catalogue 2007 (3MB)Document146 pagesSud Chemie General Catalogue 2007 (3MB)rkz box100% (3)
- Metal Zeolites For Transalkylation of Toluene and Heavy AromaticsDocument9 pagesMetal Zeolites For Transalkylation of Toluene and Heavy AromaticsArash AbbasiNo ratings yet
- Catalyst Licensing Brochure EnpdfDocument7 pagesCatalyst Licensing Brochure Enpdfraja duraiNo ratings yet
- Transalkylation of Toluene PDFDocument2 pagesTransalkylation of Toluene PDFAA0809No ratings yet
- PlasticsEurope Eco-Profile BTX 2013-02Document46 pagesPlasticsEurope Eco-Profile BTX 2013-02judithNo ratings yet
- Ethyl BenzeneDocument14 pagesEthyl Benzenectqmqyo0% (1)