You might also like
- White Paper Automated Ultrasonic Inspection of Tube To Tube Sheet WeldsDocument7 pagesWhite Paper Automated Ultrasonic Inspection of Tube To Tube Sheet WeldsdanemsalNo ratings yet
- ASSET INTEGRITY SECTION DAILY REPORTDocument1 pageASSET INTEGRITY SECTION DAILY REPORTعصمت ضيف اللهNo ratings yet
- Failure Analysis of Overhead Transmission Line Compression ClampsDocument26 pagesFailure Analysis of Overhead Transmission Line Compression ClampsRK KumarNo ratings yet
- Astm E2375Document2 pagesAstm E2375gregkilatonNo ratings yet
- En 287 - 1 - 2004Document8 pagesEn 287 - 1 - 2004vimal_mech123No ratings yet
- CR Equivalent Ni Equivalent Ferrite Number 20.57 Md30 Temperature Acc. To NoharaDocument2 pagesCR Equivalent Ni Equivalent Ferrite Number 20.57 Md30 Temperature Acc. To Noharaabhishek198327No ratings yet
- Ioc ApiDocument3 pagesIoc ApiGobinderSinghSidhuNo ratings yet
- Zero Defect Strategy Download 17-11-09Document9 pagesZero Defect Strategy Download 17-11-09Jagadeesh NandamNo ratings yet
- DIN EN 1706: June 2010Document30 pagesDIN EN 1706: June 2010Bogachan SidarNo ratings yet
- NDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023Document16 pagesNDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023SANJEEV YADAVNo ratings yet
- Work Instructions - Gas CuttingDocument2 pagesWork Instructions - Gas Cuttingvivek sureshNo ratings yet
- NP-T-3.21 - Procurement Engineering and Supply Chain Guidelines in Support of Operation and Maintenance of Nuclear Facilities PDFDocument268 pagesNP-T-3.21 - Procurement Engineering and Supply Chain Guidelines in Support of Operation and Maintenance of Nuclear Facilities PDFEm Ger100% (2)
- Ferroxyl Test For Iron ContaminationDocument9 pagesFerroxyl Test For Iron ContaminationteokalNo ratings yet
- AD 2000-Merkblatt B 13 English Vom 07-2012Document44 pagesAD 2000-Merkblatt B 13 English Vom 07-2012GÖKHAN İNCİRLİNo ratings yet
- Feritescope MP30 TrainingDocument20 pagesFeritescope MP30 Trainingafnene1No ratings yet
- 25 Macro Micro ExaminationDocument14 pages25 Macro Micro ExaminationAdhanom G.100% (1)
- Welding SymbolsDocument9 pagesWelding SymbolsultraspeedNo ratings yet
- Powder Coating Trouble Shooting TVSMDocument34 pagesPowder Coating Trouble Shooting TVSMPinnacle qualityNo ratings yet
- Statistical Methods For Quality ControlDocument2 pagesStatistical Methods For Quality ControlAntonio Lara0% (1)
- Unit 5 TQMDocument6 pagesUnit 5 TQMpddsivaNo ratings yet
- AWS D8.1M-2007 LeibleDocument40 pagesAWS D8.1M-2007 Leiblejorge solisNo ratings yet
- Quality Tools and Techniques-Cause - and - Effect - Diagram - Fall20Document12 pagesQuality Tools and Techniques-Cause - and - Effect - Diagram - Fall20Ashik ShariarNo ratings yet
- 4d48f0f5e09b8 Plant Piping and Pipeline Systems 2010 Maurice For SiskaDocument7 pages4d48f0f5e09b8 Plant Piping and Pipeline Systems 2010 Maurice For Siskau04ajf3No ratings yet
- Problem Solving Techniques Case StudyDocument33 pagesProblem Solving Techniques Case Studyshradha_DAIMSRNo ratings yet
- Ductile Iron Data For Design EngineersDocument3 pagesDuctile Iron Data For Design EngineersSourav HaitNo ratings yet
- Weld Weave WidthDocument4 pagesWeld Weave Widthapply19842371No ratings yet
- VDADocument20 pagesVDASting GonsalisNo ratings yet
- Submerged Arc Welding (Saw)Document5 pagesSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamNo ratings yet
- Aluminium DegassingDocument4 pagesAluminium DegassingJohnNo ratings yet
- Inprocess Inspection ReportDocument1 pageInprocess Inspection ReportSanjay KumarNo ratings yet
- Argon Pure GasDocument2 pagesArgon Pure GasRaghu Pathy100% (1)
- Ashok LeylandDocument2 pagesAshok Leylandindu296No ratings yet
- Gate & Globe PDFDocument0 pagesGate & Globe PDFZoebairNo ratings yet
- GPA Calculator - Calculate Your College Grade Point AverageDocument1 pageGPA Calculator - Calculate Your College Grade Point AverageRaquelNo ratings yet
- Iso12944 PDFDocument10 pagesIso12944 PDFSujay HariNo ratings yet
- 350xt Data Sheet EnglishDocument1 page350xt Data Sheet Englishanon_726020506No ratings yet
- Construction schedule bar chart formatDocument1 pageConstruction schedule bar chart formatbalabhaviniNo ratings yet
- The Role of Niobium in Austenitic and Duplex Stainless SteelsDocument25 pagesThe Role of Niobium in Austenitic and Duplex Stainless SteelsZoe SideriNo ratings yet
- Grados Termicos TN55TH y TN80THDocument10 pagesGrados Termicos TN55TH y TN80THgfwtNo ratings yet
- Test Instrument Equipment List (Sepcoiii Lab)Document2 pagesTest Instrument Equipment List (Sepcoiii Lab)Kuldeep ChakerwartiNo ratings yet
- What Is New in 4th Edition of API RP 580Document8 pagesWhat Is New in 4th Edition of API RP 580MOHAMMAD RAMZANNo ratings yet
- BS 1724 (Bronze Welding by Gas)Document24 pagesBS 1724 (Bronze Welding by Gas)nandi_scrNo ratings yet
- In-House Calibration SheetDocument4 pagesIn-House Calibration SheetKannan MurugesanNo ratings yet
- Aerospace Special Process TechniquesDocument23 pagesAerospace Special Process Techniquesvivek nuthiNo ratings yet
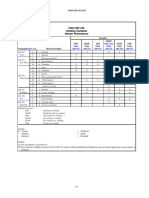
- Table - Qw-416 Welding Variables For Welder PerformanceDocument1 pageTable - Qw-416 Welding Variables For Welder PerformanceAnonymous VohpMtUSN100% (1)
- Surface Treatments Rust Preventer Phosphatic Coating On Ferrous Materials Norm 2801Document4 pagesSurface Treatments Rust Preventer Phosphatic Coating On Ferrous Materials Norm 2801anhthoNo ratings yet
- TDC 003 - SS Pipes - r0Document1 pageTDC 003 - SS Pipes - r0samkarthik47No ratings yet
- Controlling Heat Treatment Distortion in Gear Rings - MachineMfgDocument37 pagesControlling Heat Treatment Distortion in Gear Rings - MachineMfgxiao mingNo ratings yet
- Tol Geom Ansi y 14.5Document33 pagesTol Geom Ansi y 14.5Rebecca TurnerNo ratings yet
- Nadcap Coatings Audit HandbookDocument19 pagesNadcap Coatings Audit HandbookNeil PiersonNo ratings yet
- Sis Book Asme IxDocument107 pagesSis Book Asme IxHamza AlamNo ratings yet
- Materials, Processes and DefectsDocument28 pagesMaterials, Processes and DefectsmangsureshNo ratings yet
- Nissan Shearing Test Standard for Fillet WeldsDocument5 pagesNissan Shearing Test Standard for Fillet WeldsRicardo F.A.No ratings yet
- Keys To Maintenance and Repair of Coke Drums Derrick RogersDocument34 pagesKeys To Maintenance and Repair of Coke Drums Derrick RogersNatrajiNo ratings yet
- 0301e - Guidebook For Inspectors - 2018-3Document6 pages0301e - Guidebook For Inspectors - 2018-3FranciscoNo ratings yet
- Human Factor and Reliability Analysis to Prevent Losses in Industrial Processes: An Operational Culture PerspectiveFrom EverandHuman Factor and Reliability Analysis to Prevent Losses in Industrial Processes: An Operational Culture PerspectiveNo ratings yet
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- NF ISO 2528 - 2001 (Anglaise)Document19 pagesNF ISO 2528 - 2001 (Anglaise)Emmanuel BoquetNo ratings yet
- NF en 515 - 1993Document21 pagesNF en 515 - 1993Emmanuel BoquetNo ratings yet
- Iso 4427-5 - 2007Document14 pagesIso 4427-5 - 2007Emmanuel BoquetNo ratings yet
- 7G E16 Addendum2 PDFDocument1 page7G E16 Addendum2 PDFNick Teddy Lancaster RivalNo ratings yet
- NF EN 15221-3 - 2011 (Anglaise)Document48 pagesNF EN 15221-3 - 2011 (Anglaise)Emmanuel Boquet100% (1)
- Unusual Crowd Activity Detection Using Opencv and Motion Influence MapDocument6 pagesUnusual Crowd Activity Detection Using Opencv and Motion Influence MapAkshat GuptaNo ratings yet
- Aeroplane 04.2020Document116 pagesAeroplane 04.2020Maxi RuizNo ratings yet
- HP Compaq Notebook Pricelist: Intel Core I3 380 (2.4Ghz) 3Gb 320 GB W7Hb WLBT 15.6" 512 MB GraphicsDocument14 pagesHP Compaq Notebook Pricelist: Intel Core I3 380 (2.4Ghz) 3Gb 320 GB W7Hb WLBT 15.6" 512 MB GraphicsXris Loidz GanadoNo ratings yet
- Linux 0.8.1Document8 pagesLinux 0.8.1ErythrostarNo ratings yet
- Legal Disclaimer - Learn About Our Limited Liability and Legal DisclaimerDocument2 pagesLegal Disclaimer - Learn About Our Limited Liability and Legal DisclaimermagamuthaNo ratings yet
- Email Address For RationalDocument25 pagesEmail Address For RationalpinoygplusNo ratings yet
- Study On Intel 80386 MicroprocessorDocument3 pagesStudy On Intel 80386 MicroprocessorInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Satelec X Mind DC Brochure enDocument133 pagesSatelec X Mind DC Brochure enAndres Alberto Sanchez LaraNo ratings yet
- Eamon Barkhordarian June 6, 2006Document1 pageEamon Barkhordarian June 6, 2006Eamon BarkhordarianNo ratings yet
- How To Read An EKG Strip LectureDocument221 pagesHow To Read An EKG Strip LectureDemuel Dee L. BertoNo ratings yet
- BBP PreceduresDocument6 pagesBBP PreceduresSachin SinghNo ratings yet
- Teltonika Networks CatalogueDocument40 pagesTeltonika Networks CatalogueazizNo ratings yet
- UNDERSTANDING FOOD HYGIENEDocument22 pagesUNDERSTANDING FOOD HYGIENESahilDalalNo ratings yet
- Case Study Assignment Sime Darby-R.M.A.Hasan Chowdhury (ID-1600061) PDFDocument13 pagesCase Study Assignment Sime Darby-R.M.A.Hasan Chowdhury (ID-1600061) PDFRaihan Mahmood50% (6)
- (PREP SƯU TẦM) Destination B1-22-25Document4 pages(PREP SƯU TẦM) Destination B1-22-25hanhuNo ratings yet
- The Best Chicken Quesadillas - Mel's Kitchen Cafe 4Document1 pageThe Best Chicken Quesadillas - Mel's Kitchen Cafe 4Yun LiuNo ratings yet
- Common Phrasal VerbsDocument2 pagesCommon Phrasal VerbsOscar LasprillaNo ratings yet
- Materi MatrikulasiDocument72 pagesMateri MatrikulasiAyziffyNo ratings yet
- Polycab PVCDocument32 pagesPolycab PVCshilpidangiNo ratings yet
- Team Leader WorkbookDocument171 pagesTeam Leader Workbooktousah2010No ratings yet
- IPv4 - IPv4 Header - IPv4 Header Format - Gate VidyalayDocument15 pagesIPv4 - IPv4 Header - IPv4 Header Format - Gate VidyalaySakshi TapaseNo ratings yet
- Sample SHARKS Worksheet PDFDocument10 pagesSample SHARKS Worksheet PDFAmruta Chhajed100% (2)
- Model Question Papers SolutionDocument39 pagesModel Question Papers SolutionVinayaka Gombi100% (2)
- Plant Water Booster PumpDocument4 pagesPlant Water Booster PumpBanupriya BalasubramanianNo ratings yet
- ConnercasememoDocument12 pagesConnercasememoapi-339018690No ratings yet
- Research Paper On Tourism in NepalDocument7 pagesResearch Paper On Tourism in Nepalgw0he255100% (1)
- Mitigating Contractor's Claim On Loss and Expense Due To The Extension of Time in Public Projects: An Exploratory SurveyDocument12 pagesMitigating Contractor's Claim On Loss and Expense Due To The Extension of Time in Public Projects: An Exploratory SurveyWeei Zhee70No ratings yet
- Registered Unregistered Land EssayDocument3 pagesRegistered Unregistered Land Essayzamrank91No ratings yet
- KK 080711 HancockDocument1 pageKK 080711 HancockkatehasablogNo ratings yet
- Membuat Kunci Identifikasi Tipe Perbandingan Kartu Berlubang (Body-Punched Card Key)Document4 pagesMembuat Kunci Identifikasi Tipe Perbandingan Kartu Berlubang (Body-Punched Card Key)Aditya SuryaNo ratings yet