You might also like
- Detecting Gear Surface Defects Using Background-Weakening Method and Convolutional Neural NetworkDocument14 pagesDetecting Gear Surface Defects Using Background-Weakening Method and Convolutional Neural NetworkMayur KolpeNo ratings yet
- Defect Inspection in Tire Radiographic Image Using Concise Semantic SegmentationDocument14 pagesDefect Inspection in Tire Radiographic Image Using Concise Semantic Segmentationsudhir kumarNo ratings yet
- Road Damage Detection Algorithm For Improved YOLOv5Document12 pagesRoad Damage Detection Algorithm For Improved YOLOv5Manh Hoang VanNo ratings yet
- Research Article: Defect Detection in Tire X-Ray Images Using Weighted Texture DissimilarityDocument13 pagesResearch Article: Defect Detection in Tire X-Ray Images Using Weighted Texture DissimilarityChistiMonuNo ratings yet
- Non-Destructive Defect Detection Using MASK R-CNN On Industrial Radiography of MachinesDocument17 pagesNon-Destructive Defect Detection Using MASK R-CNN On Industrial Radiography of MachinesIJRASETPublicationsNo ratings yet
- Gear Defect Detection Using Machine LearningDocument5 pagesGear Defect Detection Using Machine LearningIJRASETPublicationsNo ratings yet
- An Image-Based Convolutional Neural Network System For Road Defects DetectionDocument8 pagesAn Image-Based Convolutional Neural Network System For Road Defects DetectionIAES IJAINo ratings yet
- Group 42 Report FinalDocument39 pagesGroup 42 Report Final323tejas KayasthaNo ratings yet
- Surface Defect Detection of Industrial Parts BasedDocument11 pagesSurface Defect Detection of Industrial Parts BasedAri WibowoNo ratings yet
- IEEE_ICPHM2023_V6Document7 pagesIEEE_ICPHM2023_V6ParvathyNo ratings yet
- Dent and Scartch Detection Using Computer VisionDocument6 pagesDent and Scartch Detection Using Computer VisionpurchaseNo ratings yet
- 2021 DL+MV+IGAN+Defect DetectionDocument9 pages2021 DL+MV+IGAN+Defect DetectionMohammed ChibaneNo ratings yet
- 1 s2.0 S0952197619300089 MainDocument16 pages1 s2.0 S0952197619300089 Main100NadaNo ratings yet
- A Cost Effective Solution for Road Crack Inspection using Cameras and Deep Neural NetworksDocument26 pagesA Cost Effective Solution for Road Crack Inspection using Cameras and Deep Neural NetworksAyomide AkinrinadeNo ratings yet
- Road Damage Detection and Classification Using YOLOv5 On An Android DeviceDocument9 pagesRoad Damage Detection and Classification Using YOLOv5 On An Android DeviceIJRASETPublicationsNo ratings yet
- Vibration Signal Diagnosis and Analysis of Rotating Machine by Utilizing Cloud ComputingDocument10 pagesVibration Signal Diagnosis and Analysis of Rotating Machine by Utilizing Cloud ComputingDrRajeev ChauhanNo ratings yet
- Ali SaadDocument6 pagesAli SaadEri SukocoNo ratings yet
- Article 1Document9 pagesArticle 1sandhyasbfcNo ratings yet
- Real Time InfringeDocument5 pagesReal Time InfringeThuThao NguyenNo ratings yet
- Application of Various Deep Learning Models For Automatic Traffic Violation Detection Using Edge ComputingDocument11 pagesApplication of Various Deep Learning Models For Automatic Traffic Violation Detection Using Edge ComputingijitcsNo ratings yet
- 2022 - YANG - A Novel Intelligent Fault Diagnosis Method of Rolling Bearings...Document11 pages2022 - YANG - A Novel Intelligent Fault Diagnosis Method of Rolling Bearings...igorbassoNo ratings yet
- 1 s2.0 S2405959521000096 MainDocument8 pages1 s2.0 S2405959521000096 MainRyan CoetzeeNo ratings yet
- Paper 3526Document4 pagesPaper 3526Suyog BhujbalNo ratings yet
- Vehicle Detection and Identification Using YOLO in Image ProcessingDocument6 pagesVehicle Detection and Identification Using YOLO in Image ProcessingIJRASETPublicationsNo ratings yet
- Vehicle Detection and Identification Using YOLO in Image ProcessingDocument6 pagesVehicle Detection and Identification Using YOLO in Image ProcessingIJRASETPublicationsNo ratings yet
- 14 SVMDocument14 pages14 SVMARUNPRAKASH SNo ratings yet
- Journal Review On An NDT MethodDocument8 pagesJournal Review On An NDT MethodSyahirah Ruslan0% (1)
- Li Et Al. - 2020 - Bearing Fault Feature Selection Method Based On WeDocument18 pagesLi Et Al. - 2020 - Bearing Fault Feature Selection Method Based On Weseyfu mogesNo ratings yet
- IEEE Conf 2018 TrackNet - A - Deep - Learning - Based - Fault - Detection - For - Railway - Track - InspectionDocument5 pagesIEEE Conf 2018 TrackNet - A - Deep - Learning - Based - Fault - Detection - For - Railway - Track - InspectionkaruldeepaNo ratings yet
- tim.2020.3033726Document12 pagestim.2020.3033726redstitch15No ratings yet
- A New Bearing Fault Diagnosis Method Based On Modified Convolutional Neural NetworksDocument9 pagesA New Bearing Fault Diagnosis Method Based On Modified Convolutional Neural NetworksRobert MaximilianNo ratings yet
- Vehicle Detection For Accident PreventionDocument7 pagesVehicle Detection For Accident PreventionIJRASETPublicationsNo ratings yet
- Electronics: An Improved Fault Diagnosis Using 1D-Convolutional Neural Network ModelDocument19 pagesElectronics: An Improved Fault Diagnosis Using 1D-Convolutional Neural Network ModelSerosh KarimNo ratings yet
- Algorithms 14 00257 v2Document14 pagesAlgorithms 14 00257 v2Selcuk SelcukNo ratings yet
- Applsci 10 01878Document16 pagesApplsci 10 01878oelassal444No ratings yet
- Expert Systems With Applications: Oche Alexander Egaji, Gareth Evans, Mark Graham Griffiths, Gregory IslasDocument7 pagesExpert Systems With Applications: Oche Alexander Egaji, Gareth Evans, Mark Graham Griffiths, Gregory Islaspranay sharmaNo ratings yet
- Audio-Based Fault Diagnosis For Belt Conveyor RollersDocument10 pagesAudio-Based Fault Diagnosis For Belt Conveyor RollersJoão SoaresNo ratings yet
- Traffic Sign Detection Using Yolo v5Document7 pagesTraffic Sign Detection Using Yolo v5IJRASETPublicationsNo ratings yet
- Irjet V9i141Document4 pagesIrjet V9i141Melroy PereiraNo ratings yet
- You-Only-Look-Once Convolutional NetworkDocument16 pagesYou-Only-Look-Once Convolutional NetworkHuy Anh BùiNo ratings yet
- Classification of Rail Track Defects Based On Computer Vision Using DNNDocument14 pagesClassification of Rail Track Defects Based On Computer Vision Using DNNIJRASETPublicationsNo ratings yet
- Crack Detection of Track Slab Based On RSG-YOLODocument10 pagesCrack Detection of Track Slab Based On RSG-YOLOchandranhema982No ratings yet
- Real-Time Crack Assessment Using Deep Neural Networks With Wall-Climbing Unmanned Aerial SystemDocument16 pagesReal-Time Crack Assessment Using Deep Neural Networks With Wall-Climbing Unmanned Aerial SystemEdgar Enrique Vilca RomeroNo ratings yet
- Articulo Drone 2Document5 pagesArticulo Drone 2LuisRodrigoPerezPintoNo ratings yet
- Speed, Direction, Color and Type Identification of NHAI Expansions Using Deep LearningDocument7 pagesSpeed, Direction, Color and Type Identification of NHAI Expansions Using Deep LearningIJRASETPublicationsNo ratings yet
- Processes: Object Detection Algorithm For Surface Defects Based On A Novel Yolov3 ModelDocument18 pagesProcesses: Object Detection Algorithm For Surface Defects Based On A Novel Yolov3 ModelEd swertNo ratings yet
- Pavement Crack Detection and Classification Based On Fusion Feature of LBP and PCA With SVMDocument11 pagesPavement Crack Detection and Classification Based On Fusion Feature of LBP and PCA With SVMSebuah PesanNo ratings yet
- Attention Mechanism Driven Yolov3 On Fpga Acceleration For Efficient Vision Based Defect InspectionDocument5 pagesAttention Mechanism Driven Yolov3 On Fpga Acceleration For Efficient Vision Based Defect InspectionDaniel SouzaNo ratings yet
- Sensors 23 03385Document20 pagesSensors 23 03385eslam foudaNo ratings yet
- Application of Various YOLO Models For Computer ViDocument14 pagesApplication of Various YOLO Models For Computer ViTrung Trị LêNo ratings yet
- MainDocument13 pagesMainBehrouz MinayiNo ratings yet
- A Simple Method For Dimensional Measurement of Ring-Shaped Objects Using Image Processing TechniqueDocument22 pagesA Simple Method For Dimensional Measurement of Ring-Shaped Objects Using Image Processing TechniqueGogyNo ratings yet
- Detection of License Plate If Helmet Not FoundDocument8 pagesDetection of License Plate If Helmet Not FoundIJRASETPublicationsNo ratings yet
- Anomaly Detection For Industrial Surface Inspection Application in Maintenance of Aircraft ComponentsDocument6 pagesAnomaly Detection For Industrial Surface Inspection Application in Maintenance of Aircraft Components이재헌 서울 대학원 융합기계공학과 장학조교No ratings yet
- Automated Vision Inspection of Critical Steel Components Based On Signal Analysis Extracted Form ImagesDocument4 pagesAutomated Vision Inspection of Critical Steel Components Based On Signal Analysis Extracted Form ImagesMatteo LanciniNo ratings yet
- Ding 2019 J. Phys. Conf. Ser. 1325 012084Document8 pagesDing 2019 J. Phys. Conf. Ser. 1325 012084MiracleNo ratings yet
- IJDSAI_V02_01_27_34_24122024Document8 pagesIJDSAI_V02_01_27_34_24122024editor.ijdsaiNo ratings yet
- In-Vehicle Camera Traffic Sign Detection PDFDocument17 pagesIn-Vehicle Camera Traffic Sign Detection PDFkashif khanNo ratings yet
- Untitled DocumentDocument2 pagesUntitled Documentshubham d lakheNo ratings yet
- Three Steps to Choosing the Right Buffer Storage SolutionDocument7 pagesThree Steps to Choosing the Right Buffer Storage Solutionshubham d lakheNo ratings yet
- Efficient Solar Street LightsDocument2 pagesEfficient Solar Street Lightsshubham d lakheNo ratings yet
- Unit 03Document9 pagesUnit 03shubham d lakheNo ratings yet
- Cover LetterDocument1 pageCover Lettershubham d lakheNo ratings yet
- C430G31ApplicationForm PDFDocument1 pageC430G31ApplicationForm PDFshubham d lakheNo ratings yet
- Kirloskar Oil Engines Ltd Receives GreenCo Gold CertificationDocument69 pagesKirloskar Oil Engines Ltd Receives GreenCo Gold Certificationshubham d lakheNo ratings yet
- WWW Behance Net Gallery 164037285 Interior Design of Bedroom Modules 925159497 PDFDocument2 pagesWWW Behance Net Gallery 164037285 Interior Design of Bedroom Modules 925159497 PDFshubham d lakheNo ratings yet
- Introduction to CAD/CAM Design ProcessDocument15 pagesIntroduction to CAD/CAM Design Processshubham d lakheNo ratings yet
- Harmonization and Standardization of The ASEAN Medical IndustryDocument75 pagesHarmonization and Standardization of The ASEAN Medical IndustryGanch AguasNo ratings yet
- Buses and PortsDocument3 pagesBuses and PortsHuma Rashid80% (5)
- Tablets TextDocument18 pagesTablets TextarunbaskaranjNo ratings yet
- Production Part Approval Process: Fourth EditionDocument5 pagesProduction Part Approval Process: Fourth Editiontanya67% (3)
- Combined Orders (SAP Library - Production Planning and Control)Document3 pagesCombined Orders (SAP Library - Production Planning and Control)Rashid KhanNo ratings yet
- Journal of Cleaner Production: Peide Liu, Baoying Zhu, Mingyan Yang, Xu ChuDocument12 pagesJournal of Cleaner Production: Peide Liu, Baoying Zhu, Mingyan Yang, Xu ChuccNo ratings yet
- Manage clinics and hospitals with SoftClinic softwareDocument31 pagesManage clinics and hospitals with SoftClinic softwareMahmoud AhmedNo ratings yet
- Continuous Filters: - Proven Technology With The Latest InnovationsDocument12 pagesContinuous Filters: - Proven Technology With The Latest InnovationsabdelrhmanNo ratings yet
- Entrepreneurship Starting and Operating A Small Business 4th Edition Mariotti Solutions Manual 1Document17 pagesEntrepreneurship Starting and Operating A Small Business 4th Edition Mariotti Solutions Manual 1willie100% (32)
- 4-3 Electrical ComponentDocument10 pages4-3 Electrical Componentseba6487No ratings yet
- Topic 2Document9 pagesTopic 2swathi thotaNo ratings yet
- Swat Modflow TutorialDocument56 pagesSwat Modflow TutorialfrenkiNo ratings yet
- Sindh Agriculture University Tandojam: ADMISSION / REGISTRATION FORM (For Subsequent Semester)Document2 pagesSindh Agriculture University Tandojam: ADMISSION / REGISTRATION FORM (For Subsequent Semester)Lochi GmNo ratings yet
- What is Reliability Centered Maintenance and its principlesDocument7 pagesWhat is Reliability Centered Maintenance and its principlesRoman AhmadNo ratings yet
- Chapter-1 Units and Measurement (PG 1 - 3)Document3 pagesChapter-1 Units and Measurement (PG 1 - 3)darling deanNo ratings yet
- Tata-Aig General Insurance Company LTD: Policy No. 0238443404 / 0238443469 Claim No.Document3 pagesTata-Aig General Insurance Company LTD: Policy No. 0238443404 / 0238443469 Claim No.Mahendra SinghNo ratings yet
- Itinerary For 3days and 2nights in Pangasinan, PhilippinesDocument5 pagesItinerary For 3days and 2nights in Pangasinan, PhilippinesKathleen Gail Arguelles ArcegaNo ratings yet
- Filing For ExtensionDocument5 pagesFiling For ExtensionTexas WatchdogNo ratings yet
- Understanding the Doctrine of Volenti Non Fit InjuriaDocument14 pagesUnderstanding the Doctrine of Volenti Non Fit InjuriaRishabh BhandariNo ratings yet
- Jess 303Document22 pagesJess 303Santanu Saha100% (1)
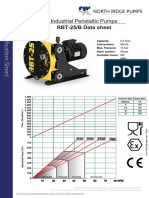
- RBT-25/B Spec SheetDocument2 pagesRBT-25/B Spec SheetSrpskiNo ratings yet
- Berges 7,5KWDocument66 pagesBerges 7,5KWGabriel CasNo ratings yet
- Management of TCSDocument4 pagesManagement of TCSDisha KothariNo ratings yet
- Data Sheet - DPX3 - 630 - MT - ENGv1.3 PDFDocument13 pagesData Sheet - DPX3 - 630 - MT - ENGv1.3 PDFEdwin Armando Abella P.No ratings yet
- 809kW Marine Propulsion Engine SpecificationsDocument2 pages809kW Marine Propulsion Engine SpecificationsRoberto StepankowskyNo ratings yet
- Launch of Green Tea in Uae MarketingDocument19 pagesLaunch of Green Tea in Uae MarketingIrfan Ali KhanNo ratings yet
- MCIAA Tax Exemption CaseDocument4 pagesMCIAA Tax Exemption CaseJep Echon TilosNo ratings yet
- P55-3 Rvge-17 PDFDocument4 pagesP55-3 Rvge-17 PDFMARCONo ratings yet
- Change-oriented leadership impacts team climate & potencyDocument17 pagesChange-oriented leadership impacts team climate & potencyAkhwand Abdur Raffi SaulatNo ratings yet
- MicroPHAZIR User ManualDocument47 pagesMicroPHAZIR User ManualAlejandro RomeroNo ratings yet