You might also like
- Basic Handling Work - Service Manuals - EnglishDocument42 pagesBasic Handling Work - Service Manuals - Englishjmdc100% (1)
- Technical Manual: TroubleshootingDocument113 pagesTechnical Manual: TroubleshootingKevine Khaled100% (1)
- SECTION III SCOPE OF WORK - 12.11.2018 - Without WIW 215Document273 pagesSECTION III SCOPE OF WORK - 12.11.2018 - Without WIW 215Kamila WehbeNo ratings yet
- A321 Ata24 ELECTRICAL POWER SCHEMATIC PDFDocument1 pageA321 Ata24 ELECTRICAL POWER SCHEMATIC PDFkpilNo ratings yet
- A Project Report On SonalikaDocument76 pagesA Project Report On SonalikaRohan Jain0% (2)
- 2 Diagramas y Dibujos 8999 3434 00Document92 pages2 Diagramas y Dibujos 8999 3434 00Gerardo HernandezNo ratings yet
- Manual Sidoor At12 En-UsDocument48 pagesManual Sidoor At12 En-UsPabloScurraNo ratings yet
- Guide ResSimDocument21 pagesGuide ResSimrajesh005No ratings yet
- Bruhn C7.33 Johnson Euler Column CurvesDocument2 pagesBruhn C7.33 Johnson Euler Column Curveskmr128351No ratings yet
- Villa Leonora Resort Paradise Farm Community School: Vicinity MapDocument1 pageVilla Leonora Resort Paradise Farm Community School: Vicinity MapBridges Management ClusterNo ratings yet
- Poduri CFDP: Sectiune TransversalaDocument1 pagePoduri CFDP: Sectiune TransversalaBarbuNo ratings yet
- UTS 8 Nov 2021Document2 pagesUTS 8 Nov 2021Silvia YufaraNo ratings yet
- UTS 8 Nov 2021Document2 pagesUTS 8 Nov 2021Silvia YufaraNo ratings yet
- Rajegaon P&P 44+300Document1 pageRajegaon P&P 44+300popemiNo ratings yet
- RCC Drain Cum Retaining Wall - 104805Document1 pageRCC Drain Cum Retaining Wall - 104805Deep NamataNo ratings yet
- A320 Ata 24 CattsDocument1 pageA320 Ata 24 CattsabmedhussNo ratings yet
- Design WeldDocument1 pageDesign WeldPabloScurraNo ratings yet
- Bangkok Noi: Jmi Pacific Limited Ch. KarnchangDocument1 pageBangkok Noi: Jmi Pacific Limited Ch. KarnchangkeaoreNo ratings yet
- Buffer Rail: Joint Gap of Buffer Rails Are 13.5mm at Zero Thermal Stress Temperature ZoneDocument1 pageBuffer Rail: Joint Gap of Buffer Rails Are 13.5mm at Zero Thermal Stress Temperature ZoneSabal HtetNo ratings yet
- Typical Roadway Section Typical Roadway Section: Section Thru Line CanalDocument1 pageTypical Roadway Section Typical Roadway Section: Section Thru Line CanalReadian FedelinNo ratings yet
- Labo Struct AnalysisDocument125 pagesLabo Struct AnalysisEllen ProfetaNo ratings yet
- Statements Are: Half Yearly Am - (2022-2023)Document8 pagesStatements Are: Half Yearly Am - (2022-2023)RomitNo ratings yet
- S-20 POST RAILING-Layout1Document1 pageS-20 POST RAILING-Layout1henmarkNo ratings yet
- Tarea 2. Problemas Circuitos RL y RC en TiempoDocument1 pageTarea 2. Problemas Circuitos RL y RC en TiempoNatalie mirelesNo ratings yet
- MecánicasDocument1 pageMecánicasChristian Latorre VielmaNo ratings yet
- 3.0M Green Buffer: Railway Corridor Line 40M 3Rd Reserve LineDocument1 page3.0M Green Buffer: Railway Corridor Line 40M 3Rd Reserve LineJinxian XuNo ratings yet
- pdf24 MergedDocument2 pagespdf24 MergedpriyaNo ratings yet
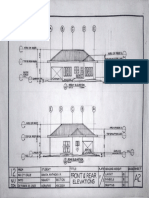
- Front Elevation: Schedule of JoineryDocument1 pageFront Elevation: Schedule of JoineryAjesh KumarNo ratings yet
- Solution: Course Material 20-22Document8 pagesSolution: Course Material 20-22Gandhi Jenny Rakeshkumar BD20029No ratings yet
- Adobe Scan Dec 11, 2023Document4 pagesAdobe Scan Dec 11, 2023yashnasingh81No ratings yet
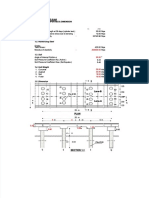
- Concrete Column Design Based On ACI 318-08: Input Data & Design SummaryDocument3 pagesConcrete Column Design Based On ACI 318-08: Input Data & Design SummaryShantonu DeyNo ratings yet
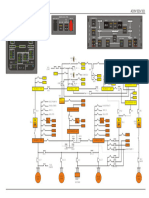
- Electrical Power Schematic (GAPCU System) : Elec E L E C E L E CDocument1 pageElectrical Power Schematic (GAPCU System) : Elec E L E C E L E CAnonymous QRVqOsa5No ratings yet
- PlanoDocument1 pagePlanoNayaretNicoleAvilaAlmendraNo ratings yet
- Lecture 6 Synchronous Machine ModelingDocument57 pagesLecture 6 Synchronous Machine ModelingManuelNo ratings yet
- Orata - Arc222a - Revised Plate F-3Document1 pageOrata - Arc222a - Revised Plate F-3Anthony OrataNo ratings yet
- Chapter - 7 Alternating Current: AllenDocument19 pagesChapter - 7 Alternating Current: AllenShreya PandaNo ratings yet
- Experiment 06 Helium Neon Laser: B A D C F EDocument26 pagesExperiment 06 Helium Neon Laser: B A D C F EAnkit BhardwajNo ratings yet
- General Notes and Specification: Computation of LoadsDocument1 pageGeneral Notes and Specification: Computation of LoadskyomsfafaNo ratings yet
- RCC Box Culvert CH.17+481Document3 pagesRCC Box Culvert CH.17+481Suyog JungareNo ratings yet
- Spec Fuse Switchgear-ModelDocument1 pageSpec Fuse Switchgear-ModelBahrowi Adi WijayaNo ratings yet
- Che pt-1Document7 pagesChe pt-1lorddevil1909No ratings yet
- 2A 3A 4A 5A 6A 7A 8A 9A 10A 1: Ground Floor PlanDocument1 page2A 3A 4A 5A 6A 7A 8A 9A 10A 1: Ground Floor Plangarry baybayonNo ratings yet
- Cable Working (28!07!07)Document1 pageCable Working (28!07!07)Muhmmad udassirNo ratings yet
- (KG-M) (KG-M) : SurveillanceDocument1 page(KG-M) (KG-M) : Surveillancethod3rNo ratings yet
- 0.78 Mach Cruise: CAP 697 CAA JAR-FCL Examinations - Flight Planning ManualDocument1 page0.78 Mach Cruise: CAP 697 CAA JAR-FCL Examinations - Flight Planning ManualNGUYEN NGUYEN QUANGNo ratings yet
- Jambaran Tiung Biru Project: Electrical Power and Control Cable Schedule - Substation No. 1Document2 pagesJambaran Tiung Biru Project: Electrical Power and Control Cable Schedule - Substation No. 1Alif AnsharNo ratings yet
- Cable Sizing of Ass1Document5 pagesCable Sizing of Ass1Achint singhNo ratings yet
- Coordinacion 294-FAN-003MDocument1 pageCoordinacion 294-FAN-003MBoris Yeltsein Jove CaceresNo ratings yet
- PDF Laporan Pileslab H 10m - CompressDocument22 pagesPDF Laporan Pileslab H 10m - Compressjaka doankNo ratings yet
- 1 Annapolis JunctionDocument5 pages1 Annapolis JunctionFrancisco Javier González LaraNo ratings yet
- EDIF 2A PRIMER NIVEL PERSONAL (2) - Model PDFDocument1 pageEDIF 2A PRIMER NIVEL PERSONAL (2) - Model PDFsaet garzaNo ratings yet
- Grave YardsDocument12 pagesGrave YardsDaniel Yeboah Obeng MensahNo ratings yet
- Codeline Drawing 80H30Document3 pagesCodeline Drawing 80H30Ali FatimsNo ratings yet
- LOT 1 - Annex 03 - Civil Drawings Batteries RoomDocument6 pagesLOT 1 - Annex 03 - Civil Drawings Batteries RoomMhmd almualmNo ratings yet
- Machine Design Gate Pyq 20, 21, 22Document13 pagesMachine Design Gate Pyq 20, 21, 22Amit KumarNo ratings yet
- HagueFastenersGuideToScrewThreadSizes PDFDocument6 pagesHagueFastenersGuideToScrewThreadSizes PDFjmmendesNo ratings yet
- Haze Battery Company LTDDocument8 pagesHaze Battery Company LTDdanilo reyesNo ratings yet
- Design Multistory Buildings: (ExceptDocument1 pageDesign Multistory Buildings: (ExceptjosNo ratings yet
- Proposed 2-Storey Residential Bldg. (Angeline Unit) : Pipe Trenching For 6.50M RrowDocument1 pageProposed 2-Storey Residential Bldg. (Angeline Unit) : Pipe Trenching For 6.50M RrowEli Jasper Dante NalanganNo ratings yet
- 2001-10 Pages 28-32 PDFDocument5 pages2001-10 Pages 28-32 PDFDavidNo ratings yet
- A Single-Stage Three-Phase Split-Y-Source InverterDocument1 pageA Single-Stage Three-Phase Split-Y-Source InverterManxin ChenNo ratings yet
- Problema 03:: Gage R&R (Anova) For MediciónDocument2 pagesProblema 03:: Gage R&R (Anova) For MediciónAlexanderMezaLoardoNo ratings yet
- L2 ResonanceDocument7 pagesL2 ResonanceCHAYANIN AKETANANUNNo ratings yet
- Som 1Document5 pagesSom 1pmali2No ratings yet
- Book WeldingDocument101 pagesBook WeldingPabloScurraNo ratings yet
- Design WeldDocument1 pageDesign WeldPabloScurraNo ratings yet
- Design Welding 3Document1 pageDesign Welding 3PabloScurraNo ratings yet
- Design Welding 2Document1 pageDesign Welding 2PabloScurraNo ratings yet
- Desing WeldingDocument1 pageDesing WeldingPabloScurraNo ratings yet
- Standard Practice For Preparation and Use of Ice Point Bath E563.Bsrx8065Document4 pagesStandard Practice For Preparation and Use of Ice Point Bath E563.Bsrx8065Adrian ZamoraNo ratings yet
- Sunny SQL Data Manipulation Language HelpDocument51 pagesSunny SQL Data Manipulation Language Helpapi-3731110100% (2)
- MixRite Applications Catalog 2010Document8 pagesMixRite Applications Catalog 2010Uğur BilginNo ratings yet
- Associate - AgrementDocument3 pagesAssociate - AgrementRasik PatelNo ratings yet
- Burning of Magnesium in AirDocument12 pagesBurning of Magnesium in AirbigbossNo ratings yet
- Report of Padgilwar 2004Document42 pagesReport of Padgilwar 2004DIPAK VINAYAK SHIRBHATENo ratings yet
- IMO Performance Standards For Heading Control SystemsDocument2 pagesIMO Performance Standards For Heading Control Systemsatinder13No ratings yet
- A Comparison of Staining Resistant of Two Composite Resins: Mior Azrizal M. Ibrahim, Wan Zaripah Wan Bakar, Adam HuseinDocument4 pagesA Comparison of Staining Resistant of Two Composite Resins: Mior Azrizal M. Ibrahim, Wan Zaripah Wan Bakar, Adam HuseinAdnan EndifaizNo ratings yet
- WebSphere Application Server For Developers V7Document256 pagesWebSphere Application Server For Developers V7Jose Luis Balmaseda FrancoNo ratings yet
- Reciprocating Compressors For Industrial Refrigeration Series Grasso VDocument56 pagesReciprocating Compressors For Industrial Refrigeration Series Grasso VVadimNo ratings yet
- Data Mining With Microsoft SQ L Server 2008Document23 pagesData Mining With Microsoft SQ L Server 2008Leandro TgNo ratings yet
- 13 Residential Timber Decks Close Ground FinalDocument3 pages13 Residential Timber Decks Close Ground FinalAnkit0132No ratings yet
- Unique Well Identifier Dec2000 PDFDocument23 pagesUnique Well Identifier Dec2000 PDFSony LazarusNo ratings yet
- Komatsu 931 Brochure - EN PDFDocument2 pagesKomatsu 931 Brochure - EN PDFMohammad KasbullahNo ratings yet
- 4.02 Chemical Test Results-WaterjjDocument1 page4.02 Chemical Test Results-WaterjjGitanjali PandaNo ratings yet
- Experiment Result: Work of Catalase EnzymeDocument11 pagesExperiment Result: Work of Catalase EnzymeNikko AdhitamaNo ratings yet
- Se 95Document27 pagesSe 95Милен НиновNo ratings yet
- Catálogo Compresores Baja Presion-AersenDocument32 pagesCatálogo Compresores Baja Presion-AersenJuan Camilo RestrepoNo ratings yet
- Etb 10Document2 pagesEtb 10al nakheel electronicsNo ratings yet
- Per Spek TivaDocument17 pagesPer Spek TivaIvana MiloševićNo ratings yet
- Air Inlet and Exhaust System C27Document6 pagesAir Inlet and Exhaust System C27insano008No ratings yet
- Mass Balance FixDocument125 pagesMass Balance FixAbdullah AbdulNo ratings yet
- Principles of Handover in WCDMADocument84 pagesPrinciples of Handover in WCDMAMehmet CetinNo ratings yet
- GCM DesignDocument8 pagesGCM DesignDarshit VyasNo ratings yet
- Sunny Tripower 12000tl-Us / 15000tl-Us / 20000tl-Us / 24000tl-Us / 30000tl-UsDocument2 pagesSunny Tripower 12000tl-Us / 15000tl-Us / 20000tl-Us / 24000tl-Us / 30000tl-UsCARLOS ANDRES SARMIENTO CUEVASNo ratings yet
- ACO Sport Overview - ACOUK - 2008Document12 pagesACO Sport Overview - ACOUK - 2008Mihaela CimpeanuNo ratings yet