You might also like
- Kinetics of Scrap Tyre Pyrolysis Under Fast Heating ConditionsDocument9 pagesKinetics of Scrap Tyre Pyrolysis Under Fast Heating ConditionsAlexanderRodriguezGamboaNo ratings yet
- Waste Management: Besma Khiari, Sana Kordoghli, Daoud Mihoubi, Fethi Zagrouba, Mohand TazeroutDocument9 pagesWaste Management: Besma Khiari, Sana Kordoghli, Daoud Mihoubi, Fethi Zagrouba, Mohand Tazerouthaben abrhaNo ratings yet
- Fluidized Reactor - ProcessesDocument40 pagesFluidized Reactor - ProcessesLE HIENNo ratings yet
- Informacion Energitica y Exergetica de Los Productos Sometidos A Pirólisis TermicaDocument12 pagesInformacion Energitica y Exergetica de Los Productos Sometidos A Pirólisis TermicaLivio EscuderoNo ratings yet
- Controlling LOI From Coal Reburning in A Coal-Fired Boiler: Hou-Peng Wan, Chyh-Sen Yang, B.R. Adams, S.L. ChenDocument7 pagesControlling LOI From Coal Reburning in A Coal-Fired Boiler: Hou-Peng Wan, Chyh-Sen Yang, B.R. Adams, S.L. ChenJayanath Nuwan SameeraNo ratings yet
- Energetic Modeling, Simulation and ExperimentalDocument13 pagesEnergetic Modeling, Simulation and ExperimentalCabang ITSTEKNONo ratings yet
- Conversion of Coal Particles in Pyrolysis and Gasification: Comparison of Conversions in A Pilot-Scale Gasifier and Bench-Scale Test EquipmentDocument10 pagesConversion of Coal Particles in Pyrolysis and Gasification: Comparison of Conversions in A Pilot-Scale Gasifier and Bench-Scale Test EquipmentRoberto Macias NNo ratings yet
- 1 s2.0 S0378382011002797 MainDocument8 pages1 s2.0 S0378382011002797 MainhoseiNo ratings yet
- Simulaciones Numericas Detalladas de Reactores de Lechofijo CataliticoDocument13 pagesSimulaciones Numericas Detalladas de Reactores de Lechofijo CataliticoSanchez JorgeNo ratings yet
- Simulation Study For Production of Hydrocarbons From WasteDocument9 pagesSimulation Study For Production of Hydrocarbons From WasteeduardoNo ratings yet
- 28-3-62-Kinetic Study of Dry Reforming of Methane Over Ni-Ce - Al2O3 Catalyst With DeactivationDocument11 pages28-3-62-Kinetic Study of Dry Reforming of Methane Over Ni-Ce - Al2O3 Catalyst With DeactivationWassachol SumarasinghaNo ratings yet
- Numerical Simulation of A Pilot-Scale Reactor Under Different OperatingDocument9 pagesNumerical Simulation of A Pilot-Scale Reactor Under Different OperatingounassNo ratings yet
- Simulation and Experimental Results of PSA Process For Production of Hydrogen Used in Fuel CellsDocument18 pagesSimulation and Experimental Results of PSA Process For Production of Hydrogen Used in Fuel Cellswww.beatricechongNo ratings yet
- Chemical Engineering Science: K. Papadikis, S. Gu, A.V. BridgwaterDocument10 pagesChemical Engineering Science: K. Papadikis, S. Gu, A.V. Bridgwatershoemakerlevy9No ratings yet
- Numerical Simulations of Fluidized Bed Fast Pyrolysis of BiomassDocument9 pagesNumerical Simulations of Fluidized Bed Fast Pyrolysis of BiomassounassNo ratings yet
- Devolatilization Characteristics of Large Particles of Tyre Rubber Under Combustion Conditions PDFDocument11 pagesDevolatilization Characteristics of Large Particles of Tyre Rubber Under Combustion Conditions PDFclaralisieNo ratings yet
- Simulation Study For Production of Hydrocarbons From WasteDocument9 pagesSimulation Study For Production of Hydrocarbons From WasteAJER JOURNALNo ratings yet
- Thermal Effects On Breakthrough Curves of Pressure Swing Adsorption For Hydrogen Puri CationDocument10 pagesThermal Effects On Breakthrough Curves of Pressure Swing Adsorption For Hydrogen Puri CationEvminidaNo ratings yet
- A Study On Optimal Composition of Zeotropic Working Fluid in An Organic Rankine Cycle (ORC) For Low Grade Heat RecoveryDocument14 pagesA Study On Optimal Composition of Zeotropic Working Fluid in An Organic Rankine Cycle (ORC) For Low Grade Heat RecoveryJoao MinhoNo ratings yet
- Investigation of Coil Outlet Temperature Effect On The Performance of Naphtha Cracking FurnaceDocument11 pagesInvestigation of Coil Outlet Temperature Effect On The Performance of Naphtha Cracking FurnaceSantoso WijayaNo ratings yet
- Methanation of SyngasDocument7 pagesMethanation of SyngasGabriela Campos DávilaNo ratings yet
- Modeling and Simulation of A Hydrocracking UnitDocument18 pagesModeling and Simulation of A Hydrocracking UnitAnnu RawatNo ratings yet
- Articulo Base para ReaccionesDocument11 pagesArticulo Base para ReaccionesValentina Hernandez LopezNo ratings yet
- Cipiti 2009Document8 pagesCipiti 2009Engr Anees AhmadNo ratings yet
- Applied Energy: Chang He, Xiao Feng, Khim Hoong ChuDocument16 pagesApplied Energy: Chang He, Xiao Feng, Khim Hoong ChuSusmit NimjeNo ratings yet
- Time-Temperature Charge Function of A High Dynamic Thermal Heat Storage With Phase Change MaterialDocument15 pagesTime-Temperature Charge Function of A High Dynamic Thermal Heat Storage With Phase Change Materialgassoumi walidNo ratings yet
- A Transient Study of Double-Jacketed Membrane Reactor Via Methanol Steam ReformingDocument9 pagesA Transient Study of Double-Jacketed Membrane Reactor Via Methanol Steam Reformingmerialeng34No ratings yet
- Operating Conditions For The Pyrolysis of Poly - (Ethylene Terephthalate) in A Conical Spouted-Bed ReactorDocument6 pagesOperating Conditions For The Pyrolysis of Poly - (Ethylene Terephthalate) in A Conical Spouted-Bed ReactorZahid FarooqNo ratings yet
- Tyre PyrolysisDocument6 pagesTyre PyrolysisHande CambazNo ratings yet
- Hydrogen Production by Ammonia Decomposition Over Ruthenium Supported On SiC CatalystDocument10 pagesHydrogen Production by Ammonia Decomposition Over Ruthenium Supported On SiC CatalystMónica MejíaNo ratings yet
- Applied Thermal Engineering: Sylvain Quoilin, Sébastien Declaye, Bertrand F. Tchanche, Vincent LemortDocument9 pagesApplied Thermal Engineering: Sylvain Quoilin, Sébastien Declaye, Bertrand F. Tchanche, Vincent LemortKarla RezendeNo ratings yet
- ATR - Modelling and SimulationDocument7 pagesATR - Modelling and SimulationQian Jun AngNo ratings yet
- Kandiyoti 1999Document13 pagesKandiyoti 1999janjunges2525No ratings yet
- Modelling of ReformerDocument11 pagesModelling of ReformerTaniadi SuriaNo ratings yet
- Thermal Cracking of Methane in A Liquid Metal Bubble Column Reactor Experiments and Kinetic AnalysisDocument14 pagesThermal Cracking of Methane in A Liquid Metal Bubble Column Reactor Experiments and Kinetic Analysisdavid alendezNo ratings yet
- Hydrogen Storage in The Form of Methylcyclohexane: S. Yolcular and Ö. OLGUNDocument8 pagesHydrogen Storage in The Form of Methylcyclohexane: S. Yolcular and Ö. OLGUNsj singhNo ratings yet
- Modeling and Optimization of An Industrial Claus Process Thermal and Catalytic SectionDocument9 pagesModeling and Optimization of An Industrial Claus Process Thermal and Catalytic SectionMario Alonso Velasquez FlorezNo ratings yet
- Experimental Investigation and Modeling of Gasification of Sewage Sludge in The Circulating Fluidized BedDocument20 pagesExperimental Investigation and Modeling of Gasification of Sewage Sludge in The Circulating Fluidized Bedapi-3799861No ratings yet
- Xiao 2010Document8 pagesXiao 2010vitor_alberto_7No ratings yet
- Design and Thermal CharacterizationDocument10 pagesDesign and Thermal CharacterizationRolando Antonio TroncosoNo ratings yet
- Chemical Engineering Science: MonographDocument13 pagesChemical Engineering Science: MonographDuvan Leandro Parra VelandiaNo ratings yet
- Conversion of Waste Plastics Into FuelsDocument7 pagesConversion of Waste Plastics Into FuelsEvans KasondeNo ratings yet
- J Matpr 2019 07 710Document6 pagesJ Matpr 2019 07 710sxasxasxNo ratings yet
- Intensifying Glycerol Steam Reforming On A Monolith Catalyst - A Reaction Kinetic ModelDocument9 pagesIntensifying Glycerol Steam Reforming On A Monolith Catalyst - A Reaction Kinetic ModelElias ChiquiarNo ratings yet
- 1 s2.0 S1226086X1200161X MainDocument9 pages1 s2.0 S1226086X1200161X MainPatrice PariNo ratings yet
- Kinetic Study of Autothermal Reforming of Glycerol in A Dual Layer Monolith CatalystDocument8 pagesKinetic Study of Autothermal Reforming of Glycerol in A Dual Layer Monolith CatalystElias ChiquiarNo ratings yet
- Kinetic Modeling and Simulation of Throated Downdraft Gasifier2016fuel Processing TechnologyDocument10 pagesKinetic Modeling and Simulation of Throated Downdraft Gasifier2016fuel Processing TechnologyLuiza L. Dos AnjosNo ratings yet
- ALPAYDocument12 pagesALPAYSAYMA ARFINNo ratings yet
- Fuel Processing TechnologyDocument8 pagesFuel Processing TechnologysaiyanNo ratings yet
- Numerical Investigation of Laminar Flow and Heat Transfer in A Radial Flow Cooling System With The Use of NanofluidsDocument15 pagesNumerical Investigation of Laminar Flow and Heat Transfer in A Radial Flow Cooling System With The Use of Nanofluidsmehrzad rahdarNo ratings yet
- Valorisation of Waste Tyre by Pyrolysis in A Moving Bed ReactorDocument5 pagesValorisation of Waste Tyre by Pyrolysis in A Moving Bed Reactorkartik521No ratings yet
- 1 s2.0 S1385894722041900 MainDocument11 pages1 s2.0 S1385894722041900 Mainsalim salimNo ratings yet
- Appendix 1Document5 pagesAppendix 1Anonymous i9ytPrBlenNo ratings yet
- Article in Press: Journal of Analytical and Applied PyrolysisDocument17 pagesArticle in Press: Journal of Analytical and Applied Pyrolysisธีรสิทธิ์ กุศลส่งทวีNo ratings yet
- Original Paper: Eduard Manek, Juma HaydaryDocument2 pagesOriginal Paper: Eduard Manek, Juma HaydaryDriss EddeniaNo ratings yet
- 1 s2.0 S1674200113001016 MainDocument8 pages1 s2.0 S1674200113001016 MainPatrice PariNo ratings yet
- Fuel 2013 - Pyrolysis of Rubber Tyre Wastes. A Kinetic StudyDocument11 pagesFuel 2013 - Pyrolysis of Rubber Tyre Wastes. A Kinetic StudyLaurencas RaslaviciusNo ratings yet
- Optimal Designof Ethane Pyrolysis ReactorDocument7 pagesOptimal Designof Ethane Pyrolysis ReactorBERLY ALDRO ALFARIDZI -No ratings yet
- Energy: Carlo Carcasci, Riccardo Ferraro, Edoardo MiliottiDocument10 pagesEnergy: Carlo Carcasci, Riccardo Ferraro, Edoardo MiliottipuNo ratings yet
- 1 s2.0 S0165237098000655 MainDocument17 pages1 s2.0 S0165237098000655 MainU.G.No ratings yet
- 1 s2.0 S0165237003001852 Main PDFDocument18 pages1 s2.0 S0165237003001852 Main PDFU.G.No ratings yet
- TW16 Safeti Offshore - tcm14 80890 PDFDocument25 pagesTW16 Safeti Offshore - tcm14 80890 PDFU.G.No ratings yet
- SA 01 Phast Training - tcm8 8859 PDFDocument1 pageSA 01 Phast Training - tcm8 8859 PDFU.G.No ratings yet
- Research Progress in Production of Bacterial Cellulose by Aeration and Agitation Culture and Its Application As A New Industrial MaterialDocument7 pagesResearch Progress in Production of Bacterial Cellulose by Aeration and Agitation Culture and Its Application As A New Industrial MaterialKeicly MendozaNo ratings yet
- Physical Appearance of Inorganic SaltsDocument8 pagesPhysical Appearance of Inorganic SaltsVaishali GargNo ratings yet
- Exhibition Materials: For Canada's Museums A Sustainable Development GuideDocument9 pagesExhibition Materials: For Canada's Museums A Sustainable Development GuideMirtes OliveiraNo ratings yet
- LDR Product Catalog - enDocument12 pagesLDR Product Catalog - enFar AzfarNo ratings yet
- Exercices de CatalogageDocument7 pagesExercices de CatalogageANo ratings yet
- Biology Exam PaperDocument19 pagesBiology Exam PaperZ AlbertNo ratings yet
- 2 32 1619254729 Ijbmrjun20217Document12 pages2 32 1619254729 Ijbmrjun20217TJPRC PublicationsNo ratings yet
- Synthesis of Procaine PDFDocument3 pagesSynthesis of Procaine PDFLive FlightsNo ratings yet
- Formulasi Sediaan ParenteralDocument71 pagesFormulasi Sediaan ParenteralNanda RizkiaNo ratings yet
- Chemical Project EconomicsDocument26 pagesChemical Project EconomicsGhaya Bani RushaidNo ratings yet
- PCR and Primer Design CorrectedDocument23 pagesPCR and Primer Design CorrectedAkinade AdetolaNo ratings yet
- Science - Adh1853 SMDocument44 pagesScience - Adh1853 SMgetahun esubalewNo ratings yet
- Ba 65122 F (PPSN3) 5PK - VocDocument4 pagesBa 65122 F (PPSN3) 5PK - VocAJITPALNo ratings yet
- Condensate - Full PaperDocument5 pagesCondensate - Full PaperArash EsmaeiliNo ratings yet
- Essential Oil of Croton Ovalifolius Vahl From Venezuela: Gina Meccia, Carmelo Rosquete and Arturo San FelicianoDocument3 pagesEssential Oil of Croton Ovalifolius Vahl From Venezuela: Gina Meccia, Carmelo Rosquete and Arturo San FelicianoРусланNo ratings yet
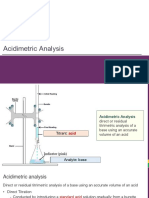
- Acidimetric AnalysisDocument31 pagesAcidimetric AnalysisFedelyn Mae AcaylarNo ratings yet
- Dynamar: The Application of Fluoropolymer Based Processing Aids in Polypropylene and Thermoplastic RubberDocument10 pagesDynamar: The Application of Fluoropolymer Based Processing Aids in Polypropylene and Thermoplastic Rubberhuy.dicNo ratings yet
- LL0209AADocument6 pagesLL0209AAbedeko.vietnamNo ratings yet
- Addressing Water DiscolorationDocument24 pagesAddressing Water DiscolorationWONG TSNo ratings yet
- Perfume BasicDocument98 pagesPerfume BasicErik Nguyen100% (5)
- Unit 5 Packaging MaterialsDocument15 pagesUnit 5 Packaging MaterialsRevathiNo ratings yet
- Polymers - Controlled Drug Delivery SystemsDocument43 pagesPolymers - Controlled Drug Delivery Systemsmonika1983007No ratings yet
- Lipid Derived Flavor and Off Flavor of Traditional and Functional FoodsDocument12 pagesLipid Derived Flavor and Off Flavor of Traditional and Functional FoodslangeldiazNo ratings yet
- Chem Ia Exemplar2Document12 pagesChem Ia Exemplar2Archit GargNo ratings yet
- Radical Chain Polymerization: " Molecule Empire Building' by Radical' Groups"Document54 pagesRadical Chain Polymerization: " Molecule Empire Building' by Radical' Groups"bunnyNo ratings yet
- Fatehi 2010Document6 pagesFatehi 2010Mert YuceturkNo ratings yet
- Fuel Storage Tanks: Tank Protection Inside & OutDocument4 pagesFuel Storage Tanks: Tank Protection Inside & OutNazar Abdul KareemNo ratings yet
- Exp 8 Viva Question AnswersDocument3 pagesExp 8 Viva Question AnswersDanish AkhlaqNo ratings yet
- Theoretical Background: (CITATION Soh19 /L 1033)Document4 pagesTheoretical Background: (CITATION Soh19 /L 1033)Kimberly McleanNo ratings yet
- 2017 Unit 2 Chemistry KTT 2 Acids and Bases - Question Book PDFDocument10 pages2017 Unit 2 Chemistry KTT 2 Acids and Bases - Question Book PDFfrank sinatraaNo ratings yet