You might also like
- Why Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksFrom EverandWhy Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksNo ratings yet
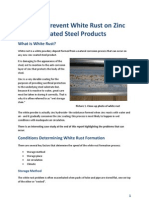
- White Rust On Galvanized and Galvanized Pre-Painted SteelDocument8 pagesWhite Rust On Galvanized and Galvanized Pre-Painted SteelNabendu BhaumikNo ratings yet
- Wet Storage Stain On Galvanized SteelDocument5 pagesWet Storage Stain On Galvanized Steele.vicente.caballeroNo ratings yet
- Wet Storage Stain On Galvanized SteelDocument8 pagesWet Storage Stain On Galvanized SteelDino PedutoNo ratings yet
- White Rust White Paper 200531Document6 pagesWhite Rust White Paper 200531mario fisgaNo ratings yet
- Wet Storage Stain (White Rust)Document4 pagesWet Storage Stain (White Rust)Prabath Nilan GunasekaraNo ratings yet
- Wet Storage...Document5 pagesWet Storage...Samet KaNo ratings yet
- Coil and Cut Sheet Handling and Protection - Paresh Shah, JSWDocument48 pagesCoil and Cut Sheet Handling and Protection - Paresh Shah, JSWrahulmkpp2000100% (1)
- White Rust PDFDocument1 pageWhite Rust PDFHow Boon NganNo ratings yet
- Why Do Parts Rust?: Environmental ConditionsDocument4 pagesWhy Do Parts Rust?: Environmental ConditionsRavindra ErabattiNo ratings yet
- Developments in High Temperature Corrosion Protection CoatingsDocument9 pagesDevelopments in High Temperature Corrosion Protection CoatingsRecep Vatansever100% (1)
- "White Rust" On Galvanized Steel Cooling TowersDocument3 pages"White Rust" On Galvanized Steel Cooling TowersBeytullah KurnalıNo ratings yet
- Sea Transport of Liquid Chemicals in Bulk PDFDocument131 pagesSea Transport of Liquid Chemicals in Bulk PDFDiana MoralesNo ratings yet
- Corrosion: ProblemsDocument3 pagesCorrosion: Problemshnk_soNo ratings yet
- Aboveground Storage Tanks Corrosion Monitoring and AssessmentDocument15 pagesAboveground Storage Tanks Corrosion Monitoring and Assessmentemre gedikliNo ratings yet
- Składowanie Elementów Stalowych Na BudowieDocument4 pagesSkładowanie Elementów Stalowych Na Budowiemarta.murawskaNo ratings yet
- Code of Practice For The Prevention and Reduction of Inorganic Tin Contamination in Canned FoodsDocument14 pagesCode of Practice For The Prevention and Reduction of Inorganic Tin Contamination in Canned FoodsNuc LeusNo ratings yet
- HDGA Info Sheet No2 White RustDocument2 pagesHDGA Info Sheet No2 White Rustg1n2No ratings yet
- Preparation of Galvanized Steel Before PaintingDocument6 pagesPreparation of Galvanized Steel Before PaintingjosephNo ratings yet
- Preventing Storage CorrosionDocument2 pagesPreventing Storage CorrosionJulius Mark CerrudoNo ratings yet
- Durability of Reinforced Concrete Wharves in Norwegian HarborsDocument7 pagesDurability of Reinforced Concrete Wharves in Norwegian HarborsAngelina CruzNo ratings yet
- Corrosion of Stainless SteelDocument10 pagesCorrosion of Stainless SteelRizky Ilham DescarianNo ratings yet
- Roof Painting GuideDocument20 pagesRoof Painting GuidehangarrodNo ratings yet
- Care and Cleaning of Iron - CCI Notes 9-6Document4 pagesCare and Cleaning of Iron - CCI Notes 9-6Dan Octavian PaulNo ratings yet
- Pasivation MethodDocument3 pagesPasivation Methodtekno foniNo ratings yet
- Customer Complaints About Wet Storage Stain - American Galvanizers AssociationDocument3 pagesCustomer Complaints About Wet Storage Stain - American Galvanizers AssociationNsidibe Michael EtimNo ratings yet
- Corrosion Engineering Lecture - 6Document8 pagesCorrosion Engineering Lecture - 6SaiVenkatNo ratings yet
- Alternative To Conventional Aluminum Anodize Seals With An Environmentally-Friendly Seal ProcessDocument5 pagesAlternative To Conventional Aluminum Anodize Seals With An Environmentally-Friendly Seal ProcessKamila Freitas Garcia0% (1)
- Concrete Construction Article PDF - Specifying and Applying Coatings For Water and Wastewater Treatment FacilitiesDocument4 pagesConcrete Construction Article PDF - Specifying and Applying Coatings For Water and Wastewater Treatment FacilitiesYe PhoneNo ratings yet
- Seam 1 ReadDocument4 pagesSeam 1 ReadChester JamisonNo ratings yet
- Imparting Resistance To Storage Stain: GalvinfonoteDocument3 pagesImparting Resistance To Storage Stain: GalvinfonoteSontosh BhattacharjeeNo ratings yet
- Tank Coatings Covering The Basics of Selection and SpecificationDocument4 pagesTank Coatings Covering The Basics of Selection and SpecificationHugo Fernando Solis100% (1)
- Statistics 13Th Edition Mcclave Solutions Manual Full Chapter PDFDocument23 pagesStatistics 13Th Edition Mcclave Solutions Manual Full Chapter PDFleogreenetxig100% (9)
- Corrosion Protection by Design 2014 Balakrishna PalankiDocument14 pagesCorrosion Protection by Design 2014 Balakrishna PalankiBalakrishna PalankiNo ratings yet
- Hot Dip Galvanizing Coatings Provide Predictable Atmospheric Corrosion ResistanceDocument9 pagesHot Dip Galvanizing Coatings Provide Predictable Atmospheric Corrosion Resistanceskmanglik123No ratings yet
- Investigation of Corrosion Under Insulation (CUI) and Prevent It by Nano-Composite CoatingDocument5 pagesInvestigation of Corrosion Under Insulation (CUI) and Prevent It by Nano-Composite CoatingNageswara Rao BavisettyNo ratings yet
- Prevent Corrosion Steel StructuresDocument2 pagesPrevent Corrosion Steel Structuresdimitris22No ratings yet
- Uploads Library LIBRARY 09A2347335E8DBC9tech Paper Ballast TankDocument6 pagesUploads Library LIBRARY 09A2347335E8DBC9tech Paper Ballast TankPranay SawantNo ratings yet
- Atmospheric Corrosion Resistance of HDG CoatingsDocument9 pagesAtmospheric Corrosion Resistance of HDG CoatingsPepo MihovNo ratings yet
- The Importance of Chemical Treatment for Welding Stainless Steel and AluminiumDocument6 pagesThe Importance of Chemical Treatment for Welding Stainless Steel and AluminiumRahul MoottolikandyNo ratings yet
- What Do You Know About Inorganic Zinc CoatingsDocument14 pagesWhat Do You Know About Inorganic Zinc CoatingsSasha Ziza100% (1)
- Duplex SystemDocument9 pagesDuplex Systemnightmanmx100% (1)
- OMM SS - Powder CoatingDocument14 pagesOMM SS - Powder CoatingREDDY SRCNo ratings yet
- A Discussion On Curing and Sealing: By: Hank HaugeDocument11 pagesA Discussion On Curing and Sealing: By: Hank HaugeErMelvinDiasNo ratings yet
- Paint SystemsDocument5 pagesPaint SystemsOmar DhiebNo ratings yet
- 00 - 1706 Zinc Silicates, Quality AspectsDocument8 pages00 - 1706 Zinc Silicates, Quality AspectsIbrahim MahranNo ratings yet
- A Brief About TundishDocument16 pagesA Brief About TundishOm Prakash Tenduwe100% (3)
- Your O'Reilly: 1.21. Corrosion Considerations in Design and Application of Thermal InsulationDocument14 pagesYour O'Reilly: 1.21. Corrosion Considerations in Design and Application of Thermal InsulationCarl MontminyNo ratings yet
- Care of Objects Made of Plaster of ParisDocument4 pagesCare of Objects Made of Plaster of ParisMarinaMoustakaNo ratings yet
- Corrosion and RustDocument9 pagesCorrosion and RustahmedNo ratings yet
- Probability and Statistical Inference 9Th Edition Hogg Solutions Manual Full Chapter PDFDocument23 pagesProbability and Statistical Inference 9Th Edition Hogg Solutions Manual Full Chapter PDFhoatuyenbm5k100% (10)
- Painting of Hot-Dip Galvanized Steel - Duplex SystemsDocument5 pagesPainting of Hot-Dip Galvanized Steel - Duplex SystemsPrabath Nilan GunasekaraNo ratings yet
- Pub 157 Preventing Bio Fouling With Copper NickelDocument4 pagesPub 157 Preventing Bio Fouling With Copper NickelBiyong SantocildesNo ratings yet
- Principles of Cathodic ProtectionDocument4 pagesPrinciples of Cathodic ProtectionSengAhTuckChekAhNo ratings yet
- Galvanizing White Rust Cures and PreventionDocument4 pagesGalvanizing White Rust Cures and PreventionYusuf KhoirNo ratings yet
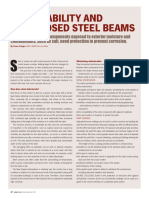
- Durability and Exposed Steel BeamsDocument2 pagesDurability and Exposed Steel BeamsMilanNo ratings yet
- Developments in Coatings For High Temperature Corrosion ProtectionDocument9 pagesDevelopments in Coatings For High Temperature Corrosion ProtectionDavid RodriguesNo ratings yet
- Chapter 3 IntegrationDocument82 pagesChapter 3 IntegrationCalvin TehNo ratings yet
- 2016 SEMCHol AliDocument5 pages2016 SEMCHol AliCalvin TehNo ratings yet
- Timber Structures For Large-Span Structures: March 2016Document24 pagesTimber Structures For Large-Span Structures: March 2016mina saadatNo ratings yet
- Design of Anchor Bolt Rev ADocument8 pagesDesign of Anchor Bolt Rev ACalvin TehNo ratings yet
- 10 1016@j JCSR 2019 04 044Document14 pages10 1016@j JCSR 2019 04 044Calvin TehNo ratings yet
- UNISEM - SITEMODIFICATION Rev1 - Endorsed PDFDocument5 pagesUNISEM - SITEMODIFICATION Rev1 - Endorsed PDFCalvin TehNo ratings yet
- Speed Concrete SDN BHD Production Supervisor 13 September 2019 PDFDocument1 pageSpeed Concrete SDN BHD Production Supervisor 13 September 2019 PDFCalvin TehNo ratings yet
- MYEGDocument31 pagesMYEGCalvin TehNo ratings yet
- Part 6 Analysis and Design of Purlins W PDFDocument17 pagesPart 6 Analysis and Design of Purlins W PDFCalvin TehNo ratings yet
- Wind 4 PDF Free PDFDocument139 pagesWind 4 PDF Free PDFCalvin TehNo ratings yet
- Investing in Ethiopia's Industrial Minerals - DiatomiteDocument4 pagesInvesting in Ethiopia's Industrial Minerals - Diatomiteamsalu_fkNo ratings yet
- A-Level Chemistry SyllabusDocument61 pagesA-Level Chemistry SyllabusLabiba GulNo ratings yet
- Spry Gedlinske, 1987Document60 pagesSpry Gedlinske, 1987Geología 2021No ratings yet
- EdExcel A Level Chemistry Unit 1 Paper 1 Jun 2005Document12 pagesEdExcel A Level Chemistry Unit 1 Paper 1 Jun 2005ProdhanNo ratings yet
- Silica Fume - Sulphate Resistant ConcreteDocument2 pagesSilica Fume - Sulphate Resistant ConcreteleodegarioporralNo ratings yet
- F899 10.1374633 2010Document7 pagesF899 10.1374633 2010Rouse ToxquiNo ratings yet
- Chapter 19 ElectrochemistryDocument33 pagesChapter 19 Electrochemistrymv08_zeppelinNo ratings yet
- SANISOL - Product CatalogDocument4 pagesSANISOL - Product CatalogMohamad ArtaNo ratings yet
- GK PDFDocument12 pagesGK PDFshaniNo ratings yet
- Tannic Acid/Fe Nanosca Ffold For Interfacial Polymerization: Toward Enhanced Nano Filtration PerformanceDocument9 pagesTannic Acid/Fe Nanosca Ffold For Interfacial Polymerization: Toward Enhanced Nano Filtration PerformanceMuhammad Iqbal ChandioNo ratings yet
- Titration 1Document19 pagesTitration 1Yvette Malubay AlpuertoNo ratings yet
- Unit C Element 4Document5 pagesUnit C Element 4w hiteNo ratings yet
- Synthesis of Styrene-Acrylic Copolymers and Their Use inDocument93 pagesSynthesis of Styrene-Acrylic Copolymers and Their Use inMohamed HalemNo ratings yet
- CBSE Class 12 Physics Chapter 15 Polymers Important QuestionsDocument5 pagesCBSE Class 12 Physics Chapter 15 Polymers Important QuestionsRahil ShamsiNo ratings yet
- Chemistry As Level P 1 MCQs Classified TDocument34 pagesChemistry As Level P 1 MCQs Classified THussnain100% (2)
- UCON QuenchentsDocument0 pagesUCON QuenchentsAbdul HaleemNo ratings yet
- Labaqua HPLC Water SystemDocument3 pagesLabaqua HPLC Water Systembocah tileNo ratings yet
- (Patel V., (Ed.) (2012) ) Chemical Kinetics - INTEC PDFDocument354 pages(Patel V., (Ed.) (2012) ) Chemical Kinetics - INTEC PDFGeorgeisNo ratings yet
- Houston Community College System: Organic Chemistry II 2425Document19 pagesHouston Community College System: Organic Chemistry II 2425Banele Ezma LambathaNo ratings yet
- (Asce) MT 1943-5533 0003942Document15 pages(Asce) MT 1943-5533 0003942Kingshuk MukherjeeNo ratings yet
- Green Synthesis of Iron and Zinc Oxide Nanoparticles From Moringaoleiferapod Peel Extract and In-Vitro Analysis of Their Antibacterial PotentialDocument9 pagesGreen Synthesis of Iron and Zinc Oxide Nanoparticles From Moringaoleiferapod Peel Extract and In-Vitro Analysis of Their Antibacterial PotentialIJAR JOURNALNo ratings yet
- Oswal RMT Life ProcessDocument24 pagesOswal RMT Life ProcessatjatjNo ratings yet
- Summative-Sci7-1st QuarterDocument3 pagesSummative-Sci7-1st QuarterRav De Venecia100% (1)
- ECML - Kookmin University Recruitment - V Fall 2023Document7 pagesECML - Kookmin University Recruitment - V Fall 2023ASEEC EducationNo ratings yet
- Lab Activity: The Ups and Downs of PH: Base AcidDocument4 pagesLab Activity: The Ups and Downs of PH: Base Acidpeterjo raveloNo ratings yet
- LugalvanG35TechnicalInformation PDFDocument4 pagesLugalvanG35TechnicalInformation PDFJakin RookNo ratings yet
- Formulas: Rules for Writing Chemical FormulasDocument6 pagesFormulas: Rules for Writing Chemical FormulasKent Kylle Andreas SaraososNo ratings yet
- Total NitrosaminesDocument8 pagesTotal NitrosaminesSuyog patilNo ratings yet
- Organic Compounds EditedDocument52 pagesOrganic Compounds EditedbrendonNo ratings yet
- Assay of Aspirin PDFDocument9 pagesAssay of Aspirin PDFyeleidispNo ratings yet