You might also like
- GC/LC, Instruments, Derivatives in Identifying Pollutants and UnknownsFrom EverandGC/LC, Instruments, Derivatives in Identifying Pollutants and UnknownsNo ratings yet
- Crude Petroleum analysis handbook: Crude oil Quality control, #1From EverandCrude Petroleum analysis handbook: Crude oil Quality control, #1Rating: 4 out of 5 stars4/5 (1)
- Alternative Calibration and Standardization Procedure of Iatroscan TLC FID For SARA Hydrocarbon Class QuantificationDocument5 pagesAlternative Calibration and Standardization Procedure of Iatroscan TLC FID For SARA Hydrocarbon Class QuantificationNatalia KovalovaNo ratings yet
- Propane Process For WMODocument8 pagesPropane Process For WMOSanchez Martinez Hugo De DiosNo ratings yet
- Asphalt EnesDocument6 pagesAsphalt EnesCathuu CatalinaNo ratings yet
- Xray Diffraction of Nigerian BitumenDocument7 pagesXray Diffraction of Nigerian BitumenAKINMADE OLUWATOSINNo ratings yet
- Al Qasim2017Document12 pagesAl Qasim2017emenneNo ratings yet
- Adebiyi Et Al., 2014 (Fuel)Document6 pagesAdebiyi Et Al., 2014 (Fuel)Leticia SakaiNo ratings yet
- Ef0501243 PDFDocument4 pagesEf0501243 PDFJonathanNo ratings yet
- Extraction of Resin From Agro-Industrial Wastes: Research ArticleDocument3 pagesExtraction of Resin From Agro-Industrial Wastes: Research ArticleNAVEEN .BIKKAVOLU (RA1811002010014)No ratings yet
- Reduction of Sulphur in Crude Tyre Oil by Gasliquid Phase Oxidative AdsorptionDocument10 pagesReduction of Sulphur in Crude Tyre Oil by Gasliquid Phase Oxidative AdsorptionShashi RanjanNo ratings yet
- Demulsif SaltDocument12 pagesDemulsif SaltLidiya KirilovaNo ratings yet
- Studies of Poly Ethylene Acrylic Acid Derivatives As Pour Point Depressants of Waxy Crude OilsDocument7 pagesStudies of Poly Ethylene Acrylic Acid Derivatives As Pour Point Depressants of Waxy Crude Oilssushant0261No ratings yet
- Phase Composition of Asphaltenes: Journal of Thermal Analysis and Calorimetry February 2014Document11 pagesPhase Composition of Asphaltenes: Journal of Thermal Analysis and Calorimetry February 2014Gabriel LatiuNo ratings yet
- Study and Evaluation For Different Types of Sudanese Crude Oil PropertiesDocument4 pagesStudy and Evaluation For Different Types of Sudanese Crude Oil PropertiesInternational Journal of Research in Engineering and ScienceNo ratings yet
- Article1379954058 - Yasin Et AlDocument11 pagesArticle1379954058 - Yasin Et AlMuhammad Imran KhanNo ratings yet
- Ultrahigh Performance Liquid Chromatography Analysis of Volatile Carbonyl Compounds in Virgin Olive OilsDocument7 pagesUltrahigh Performance Liquid Chromatography Analysis of Volatile Carbonyl Compounds in Virgin Olive OilsmiguelNo ratings yet
- Castro 2010Document15 pagesCastro 2010Raka Fajar NugrohoNo ratings yet
- J Petrol 2019 03 074Document9 pagesJ Petrol 2019 03 074wilfred gomezNo ratings yet
- Physicochemical Characterization and Applications of NaphthaDocument7 pagesPhysicochemical Characterization and Applications of NaphthaCherie AdamsNo ratings yet
- SPE Phase Behavior Monograph CH 5Document27 pagesSPE Phase Behavior Monograph CH 5Juan Marcelo AguirreNo ratings yet
- Influence of Hydrocarbon Distribution in Crude Oil and Residues On Asphaltene StabilityDocument13 pagesInfluence of Hydrocarbon Distribution in Crude Oil and Residues On Asphaltene StabilitySharen NursalilNo ratings yet
- Viscosity Reduction of Extra Heavy Crude Oil by MaDocument23 pagesViscosity Reduction of Extra Heavy Crude Oil by MaJose Marval RodriguezNo ratings yet
- Gang Chen, Jiao Lin, Weimin Hu, Chao Cheng, Xuefan Gu, Weichao Du, Jie Zhang, Chengtun QuDocument5 pagesGang Chen, Jiao Lin, Weimin Hu, Chao Cheng, Xuefan Gu, Weichao Du, Jie Zhang, Chengtun QuTaha Lemdjed BelahçeneNo ratings yet
- Aijcsr 423 Pa2Document8 pagesAijcsr 423 Pa2waly dewanaNo ratings yet
- OTC-27226-MS Prediction of Asphaltene Onset Pressure From Dead Oil StabilityDocument10 pagesOTC-27226-MS Prediction of Asphaltene Onset Pressure From Dead Oil StabilityAnonymous 8te2h1No ratings yet
- Maria Goreti R. Vale, M Arcia M. Silva, Isabel C.F. Damin, Pedro J. Sanches Filho, Bernhard WelzDocument7 pagesMaria Goreti R. Vale, M Arcia M. Silva, Isabel C.F. Damin, Pedro J. Sanches Filho, Bernhard Welzرشاد د.احمدNo ratings yet
- Spe 174486 MS PDFDocument12 pagesSpe 174486 MS PDFSajad FalahNo ratings yet
- SARA Method D4124Document9 pagesSARA Method D4124mahamuninaresh1No ratings yet
- Static Headspace GCMS Method For Determination ofDocument8 pagesStatic Headspace GCMS Method For Determination ofMaria CamilaNo ratings yet
- Physico-Chemical Studies On Crude Oil of Western OnshoreDocument6 pagesPhysico-Chemical Studies On Crude Oil of Western OnshoreIJRASETPublicationsNo ratings yet
- Assignment 2 Oil and GasDocument5 pagesAssignment 2 Oil and GasJhanZaibNo ratings yet
- Evaluation of Approaches For Conversion of ASTM Into TBP Distillation Data of Oil FractionsDocument7 pagesEvaluation of Approaches For Conversion of ASTM Into TBP Distillation Data of Oil Fractionsfzl123007No ratings yet
- Pleistocene Palynology of The Waipona Basin, PapuaDocument9 pagesPleistocene Palynology of The Waipona Basin, PapuaArseno Pyr.No ratings yet
- Feddstock CharacterizationDocument10 pagesFeddstock CharacterizationIlian DinkovNo ratings yet
- Vyacheslav F. Nikolaev, Ilmir I. Tabrisov, Anatoly I. Penkovsky, Rasima B. SultanovaDocument8 pagesVyacheslav F. Nikolaev, Ilmir I. Tabrisov, Anatoly I. Penkovsky, Rasima B. SultanovaJuan Lopez HernándezNo ratings yet
- Using Membrane Patch Color 1708408Document8 pagesUsing Membrane Patch Color 1708408Hesham MahdyNo ratings yet
- Estimation of The Oxidative Deterioration of TurbiDocument8 pagesEstimation of The Oxidative Deterioration of TurbiВалерия КорнееваNo ratings yet
- Ultravioleta EspectrosDocument5 pagesUltravioleta EspectrosEmmanuel Emiliano Reyes FuentesNo ratings yet
- Regeneration of Waste Lubricant Oil by Extraction-Flocculation PDFDocument8 pagesRegeneration of Waste Lubricant Oil by Extraction-Flocculation PDFsasanNo ratings yet
- Hod PaperDocument9 pagesHod PaperRajab RatiebNo ratings yet
- Hydrotreating and Hydrocracking CatalystDocument4 pagesHydrotreating and Hydrocracking CatalystcmineliandreeaNo ratings yet
- Preparation, Characterization and Application of Zeolite-Based CatalystDocument6 pagesPreparation, Characterization and Application of Zeolite-Based CatalystIlham Kiki ShahilaNo ratings yet
- Kirschman 1949Document5 pagesKirschman 1949castellanosNo ratings yet
- Styrene-Maleic Anhydride Copolymer Esters As Flow Improvers of Waxy Crude OilDocument9 pagesStyrene-Maleic Anhydride Copolymer Esters As Flow Improvers of Waxy Crude OilMichael MedinaNo ratings yet
- Chemical Characterization of Oil-Based Asphalt Release Agents and Their EmissionsDocument10 pagesChemical Characterization of Oil-Based Asphalt Release Agents and Their EmissionsMa JamieNo ratings yet
- SPE-190057-MS Asphaltenes Contribution in Emulsion Formation During Solvent-Steam ProcessesDocument12 pagesSPE-190057-MS Asphaltenes Contribution in Emulsion Formation During Solvent-Steam ProcessesDaniel FelipeNo ratings yet
- Cuantificacion Diesel HPLCDocument8 pagesCuantificacion Diesel HPLCJose Antonio Martinez VillalbaNo ratings yet
- Petrotech 2009 Paper1Document7 pagesPetrotech 2009 Paper1rvsingh100% (1)
- J Fuel 2004 06 008Document7 pagesJ Fuel 2004 06 008amitsaxenazhcetNo ratings yet
- Effect of Moisture Content On The Extraction Rate of Coffee Oil From Spent Coffee Grounds Using Norflurane As SolventDocument8 pagesEffect of Moisture Content On The Extraction Rate of Coffee Oil From Spent Coffee Grounds Using Norflurane As SolventMega MustikaningrumNo ratings yet
- Kharrat Et Al., 2007 (Energy - Fuels)Document4 pagesKharrat Et Al., 2007 (Energy - Fuels)Leticia SakaiNo ratings yet
- Terpenos SoxhletDocument6 pagesTerpenos SoxhletJUAN PABLO ORTEGA GUERRERONo ratings yet
- Quality Improvement of Reformat Gasoline by Using Aniline andDocument9 pagesQuality Improvement of Reformat Gasoline by Using Aniline andRawezh Muhtasim MustafaNo ratings yet
- Iso 4260 1987 FR en PDFDocument8 pagesIso 4260 1987 FR en PDFWilliam Orellana CarballoNo ratings yet
- Static Headspace GCMS Method For Determination ofDocument8 pagesStatic Headspace GCMS Method For Determination ofnamsaigon316No ratings yet
- SPE/Petroleum Society of CIM/CHOA 79496 Heavy Oil Rheology As A Function of Asphaltene and Resin Content and TemperatureDocument6 pagesSPE/Petroleum Society of CIM/CHOA 79496 Heavy Oil Rheology As A Function of Asphaltene and Resin Content and TemperatureHenry Mauricio Galvis SilvaNo ratings yet
- Chemical Composition of Different Genotypes Oil-Bearing RosesDocument6 pagesChemical Composition of Different Genotypes Oil-Bearing RosesJuan M GarciaNo ratings yet
- Məqalə1 ENDocument13 pagesMəqalə1 ENManafNo ratings yet
- M. Le Guern, E. Chailleux, F. Farcas, S. Dreessen, I. MabilleDocument10 pagesM. Le Guern, E. Chailleux, F. Farcas, S. Dreessen, I. MabilleNatalia KovalovaNo ratings yet
- Catalysts: Oxidative Desulfurization of Heavy Oils With High Sulfur Content: A ReviewDocument26 pagesCatalysts: Oxidative Desulfurization of Heavy Oils With High Sulfur Content: A ReviewDaniela RodriguezNo ratings yet
- Yongbin Cui Synfuels China Technology Co LTD China 103994161 PDFDocument18 pagesYongbin Cui Synfuels China Technology Co LTD China 103994161 PDFpsnmurthy333No ratings yet
- HCoal Design and ProcessDocument12 pagesHCoal Design and Processpsnmurthy333No ratings yet
- Residue Upgrading: Challenges and Perspectives: New Hydrocracking Technology Efficiently 'Cracks' Heavy End Cuts For DistillatesDocument5 pagesResidue Upgrading: Challenges and Perspectives: New Hydrocracking Technology Efficiently 'Cracks' Heavy End Cuts For DistillatesVishal GoswamiNo ratings yet
- Mercury Removal in Hydrocarbon Streams - JM Catalysts - PTQ Article PDFDocument7 pagesMercury Removal in Hydrocarbon Streams - JM Catalysts - PTQ Article PDFpsnmurthy333No ratings yet
- Chemical Engineering Journal: SciencedirectDocument12 pagesChemical Engineering Journal: Sciencedirectpsnmurthy333No ratings yet
- Collodi Ref.9Document4 pagesCollodi Ref.9Josiph BukairNo ratings yet
- Process DescriptionDocument9 pagesProcess DescriptionnoelNo ratings yet
- PMR v27 I4 157 169 PDFDocument13 pagesPMR v27 I4 157 169 PDFpsnmurthy333No ratings yet
- Hydrogen AllamDocument31 pagesHydrogen AllammichaelNo ratings yet
- WEInnovation Insights Brief New Hydrogen Economy Hype or HopeDocument42 pagesWEInnovation Insights Brief New Hydrogen Economy Hype or HopeGabriel Alexis Vinasco DazaNo ratings yet
- IRENA Hydrogen From Renewable Power 2018 PDFDocument52 pagesIRENA Hydrogen From Renewable Power 2018 PDFDilip100% (1)
- Subpartp-Tsd Hydrogenproduction PDFDocument25 pagesSubpartp-Tsd Hydrogenproduction PDFpsnmurthy333No ratings yet
- Jpee 2019012515395175Document49 pagesJpee 2019012515395175Afzaal AshrafNo ratings yet
- Review - 2013ConferencePapersinEnergy690627Document12 pagesReview - 2013ConferencePapersinEnergy690627psnmurthy333No ratings yet
- Magnetic Stirrers: Remi Price List W.E.F. 2015-16 Price of Some Common and Fast Moving Items Are As UnderDocument2 pagesMagnetic Stirrers: Remi Price List W.E.F. 2015-16 Price of Some Common and Fast Moving Items Are As Underpsnmurthy333No ratings yet
- Shell h2 Study NewDocument37 pagesShell h2 Study Newgezuis100% (1)
- Coil Wound Heat Exchangers - tcm19 407186 PDFDocument16 pagesCoil Wound Heat Exchangers - tcm19 407186 PDFpsnmurthy333No ratings yet
- Proven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFDocument12 pagesProven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFAngeloNo ratings yet
- Special Report: Hydrogen Perspectives For 21st Century RefineriesDocument5 pagesSpecial Report: Hydrogen Perspectives For 21st Century Refineriespsnmurthy333No ratings yet
- Borsodchem MCHZ, Czech Republic 6,000 NM /H HTCR Topsøe Hydrogen Plant A Case Story: 18 Months From Engineering To OperationDocument15 pagesBorsodchem MCHZ, Czech Republic 6,000 NM /H HTCR Topsøe Hydrogen Plant A Case Story: 18 Months From Engineering To OperationlaquetengoNo ratings yet
- Study On The Modification of Vacuum Residue by Ultrasonic CavitationDocument9 pagesStudy On The Modification of Vacuum Residue by Ultrasonic Cavitationpsnmurthy333No ratings yet
- Pg. 12-13 Unconventional OilDocument85 pagesPg. 12-13 Unconventional OilDeepali GuptaNo ratings yet
- 10 PDFDocument10 pages10 PDFangeljosNo ratings yet
- 55 56 PMR Jan09Document2 pages55 56 PMR Jan09psnmurthy333No ratings yet
- Abdallah D. Manasrah, Nashaat N. Nassar, Lante Carbognani OrtegaDocument14 pagesAbdallah D. Manasrah, Nashaat N. Nassar, Lante Carbognani Ortegapsnmurthy333No ratings yet
- Ethical Consideration in Leadership and ManagementDocument6 pagesEthical Consideration in Leadership and ManagementGlizzle Macaraeg67% (3)
- MoRTH 1000 Materials For StructureDocument18 pagesMoRTH 1000 Materials For StructureApurv PatelNo ratings yet
- Traditional Christmas FoodDocument15 pagesTraditional Christmas FoodAlex DumitracheNo ratings yet
- Mcdes 1Document7 pagesMcdes 1JerdNo ratings yet
- Kernberg, O. (1991) - A Contemporary Reading of On Narcissism in Freud's On Narcissism An IntroductionDocument10 pagesKernberg, O. (1991) - A Contemporary Reading of On Narcissism in Freud's On Narcissism An IntroductionAngelina Anastasova100% (2)
- HOME (2021) - Fransivan MacKenzieDocument21 pagesHOME (2021) - Fransivan MacKenzieFransivan MacKenzie100% (1)
- Untitled Form - Google Forms00Document3 pagesUntitled Form - Google Forms00Ericka Rivera SantosNo ratings yet
- 5 Keto Pancake RecipesDocument7 pages5 Keto Pancake RecipesBai Morales VidalesNo ratings yet
- Mock Test MCQ 2017Document18 pagesMock Test MCQ 2017Alisha ChopraNo ratings yet
- Copy of HW UMTS KPIsDocument18 pagesCopy of HW UMTS KPIsMohamed MoujtabaNo ratings yet
- 2-Phase Synchronous-Rectified Buck Controller For Mobile GPU PowerDocument18 pages2-Phase Synchronous-Rectified Buck Controller For Mobile GPU PowerMax Assistência TécnicaNo ratings yet
- Hydroprocessing Pilot PlantsDocument4 pagesHydroprocessing Pilot PlantsNattapong PongbootNo ratings yet
- Ctaa040 - Ctaf080 - Test 4 Solution - 2023Document7 pagesCtaa040 - Ctaf080 - Test 4 Solution - 2023Given RefilweNo ratings yet
- Basic Concepts and Applied Aspect of Sharir RachnaDocument122 pagesBasic Concepts and Applied Aspect of Sharir RachnaRam Krish100% (1)
- Oral Airway InsertionDocument3 pagesOral Airway InsertionSajid HolyNo ratings yet
- BrainPOP Nutrition Quiz242342Document1 pageBrainPOP Nutrition Quiz242342MathableNo ratings yet
- Nammcesa 000008 PDFDocument197 pagesNammcesa 000008 PDFBasel Osama RaafatNo ratings yet
- Minimum Number of Thermocouples-Local PWHTDocument5 pagesMinimum Number of Thermocouples-Local PWHTPradip Goswami100% (1)
- EASA Ops ProceduresDocument11 pagesEASA Ops ProceduresMoslem Grimaldi100% (4)
- Concrete and Its PropertiesDocument24 pagesConcrete and Its PropertiesAmila LiyanaarachchiNo ratings yet
- ICGSE Chemistry Chapter 1 - The Particulate Nature of MatterDocument29 pagesICGSE Chemistry Chapter 1 - The Particulate Nature of MatterVentus TanNo ratings yet
- Review Dynamic Earth CoreScienceDocument3 pagesReview Dynamic Earth CoreScienceVikram BologaneshNo ratings yet
- Air MassesDocument22 pagesAir MassesPrince MpofuNo ratings yet
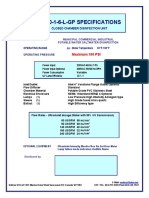
- A-V300!1!6-L-GP General Purpose Potable Water Commercial Industrial Hi-Flo Series JuDocument2 pagesA-V300!1!6-L-GP General Purpose Potable Water Commercial Industrial Hi-Flo Series JuwillgendemannNo ratings yet
- App Guide EntelliGuard - G 09 - 2020 AplicacionDocument100 pagesApp Guide EntelliGuard - G 09 - 2020 AplicacionjeorginagNo ratings yet
- Bsbfia401 3Document2 pagesBsbfia401 3nattyNo ratings yet
- The Exceeding Sinfulness of Sin - Guy CaskeyDocument402 pagesThe Exceeding Sinfulness of Sin - Guy Caskeyclaroblanco100% (1)
- Director's Update Our StudentsDocument23 pagesDirector's Update Our StudentsAdrian MojicaNo ratings yet
- Northbrook CollegeDocument10 pagesNorthbrook CollegeDaniyal AsifNo ratings yet
- Quotation: Kentex CargoDocument2 pagesQuotation: Kentex CargoMalueth AnguiNo ratings yet