You might also like
- The Vanishing Present: Wisconsin's Changing Lands, Waters, and WildlifeFrom EverandThe Vanishing Present: Wisconsin's Changing Lands, Waters, and WildlifeDonald M. WallerRating: 4 out of 5 stars4/5 (1)
- How To Order:: Differential and Axle Parts IdentificationDocument1 pageHow To Order:: Differential and Axle Parts IdentificationJhhNo ratings yet
- NICHROMEDocument2 pagesNICHROMEliluche01No ratings yet
- Self Priming Diaphragm Pump: Model 4D BDocument2 pagesSelf Priming Diaphragm Pump: Model 4D BAlvaro Muñoz BNo ratings yet
- GE - Beam Pump Lufkin - Pumping - Units - BR PDFDocument12 pagesGE - Beam Pump Lufkin - Pumping - Units - BR PDFeko wibowoNo ratings yet
- Folha de Setup Serpent 733Document1 pageFolha de Setup Serpent 733falkratzNo ratings yet
- Folha de Setup Serpent 733 DefaultDocument1 pageFolha de Setup Serpent 733 DefaultfalkratzNo ratings yet
- 20011-010101 C EditedDocument1 page20011-010101 C EditedfaizpaizNo ratings yet
- Curtain Wall - Case StudyDocument1 pageCurtain Wall - Case StudyYou LoserNo ratings yet
- Dome AbcsDocument1 pageDome AbcsRiddhi BhutadaNo ratings yet
- Barber Book New Section 5 Sctco ComDocument11 pagesBarber Book New Section 5 Sctco ComDiego CamachoNo ratings yet
- Crusher Cross-Section (AC-Svedala)Document1 pageCrusher Cross-Section (AC-Svedala)Juan ArosNo ratings yet
- Sash Cross SectionDocument2 pagesSash Cross Sectionpaniya100% (1)
- Kenmore Buttonhole Attachment Accessory Instruction ManualDocument10 pagesKenmore Buttonhole Attachment Accessory Instruction ManualiliiexpugnansNo ratings yet
- Ferreteria de Linea PDFDocument71 pagesFerreteria de Linea PDFcristian rosales romaoNo ratings yet
- XRAY M18 PRO Modifiable-PDF Blank Setup SheetDocument1 pageXRAY M18 PRO Modifiable-PDF Blank Setup SheetTTOipNo ratings yet
- BrowingMainline PDFDocument718 pagesBrowingMainline PDFFranciscoNo ratings yet
- Classic 5eRV Fillable NoncasterDocument2 pagesClassic 5eRV Fillable NoncasterMatt GuerinNo ratings yet
- WKM Saf T Seal API 6d Gate Valves IomDocument20 pagesWKM Saf T Seal API 6d Gate Valves IomFrancis AlmiaNo ratings yet
- 3 DfoundrylayoutplanviewDocument1 page3 Dfoundrylayoutplanviewnayan205No ratings yet
- S03 MAIN - GANTRY - CRANE DSHEP-ModelDocument1 pageS03 MAIN - GANTRY - CRANE DSHEP-Modelbalwant_negi7520No ratings yet
- FP-08 - All Home Cdo - 070317 PDFDocument1 pageFP-08 - All Home Cdo - 070317 PDFLowentan LaxamanaNo ratings yet
- Plan Traffic BarrierDocument1 pagePlan Traffic BarrierAdnan NajemNo ratings yet
- Submersible Sewage Pumps: Type - I-NsDocument8 pagesSubmersible Sewage Pumps: Type - I-NsNabeel KarvinkarNo ratings yet
- Piston ElaboratedDocument4 pagesPiston ElaboratedSanjay PatelNo ratings yet
- The Gate Shall Be Operated by Rope Drum Hoist: Key PlanDocument1 pageThe Gate Shall Be Operated by Rope Drum Hoist: Key Planbalwant_negi7520No ratings yet
- Diagram - A3 Removable Handle PDFDocument1 pageDiagram - A3 Removable Handle PDFWilmer Howard BenderNo ratings yet
- Cessna 340A - Cessna 340A Reference Manual - Rev 0 PDFDocument367 pagesCessna 340A - Cessna 340A Reference Manual - Rev 0 PDFLucas Knight100% (6)
- Evertson Rig 9 Equipment ListDocument6 pagesEvertson Rig 9 Equipment ListPablo Rivas RNo ratings yet
- XPANDERDocument2 pagesXPANDERmayandrachl20No ratings yet
- Create PDFDocument2 pagesCreate PDFLuca XDNo ratings yet
- Dealer Customer Date: Product Logo OptionsDocument2 pagesDealer Customer Date: Product Logo OptionsLuca XDNo ratings yet
- 23 El-RoyDocument1 page23 El-RoyM JNo ratings yet
- The Principles, Operation and Troubleshooting-DikonversiDocument37 pagesThe Principles, Operation and Troubleshooting-DikonversiHendra wahyudiNo ratings yet
- Pulleys CatalogueDocument77 pagesPulleys CatalogueCarlos DuránNo ratings yet
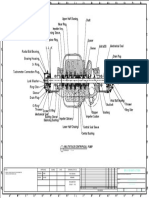
- Radial Ball Bearing IJ K: Multistage Centrifugal PumpDocument1 pageRadial Ball Bearing IJ K: Multistage Centrifugal PumpDavide KunNo ratings yet
- B737NG - 32 40 A3 01 PDFDocument1 pageB737NG - 32 40 A3 01 PDFMuhammed MudassirNo ratings yet
- Shell Structures: Reinforced Concrete Barrel VaultDocument2 pagesShell Structures: Reinforced Concrete Barrel VaultShivam Shishodia100% (1)
- Power TransmissionDocument718 pagesPower Transmissionv8wfm8d8r7No ratings yet
- Detail Rangka Rumah 1 Background Exhibit MorenoDocument1 pageDetail Rangka Rumah 1 Background Exhibit MorenoDinda Ayu DeviNo ratings yet
- AR 4550 Lever Installation InstructionDocument2 pagesAR 4550 Lever Installation InstructionciroNo ratings yet
- Diagrama de FlujoDocument1 pageDiagrama de Flujocasandra calderaNo ratings yet
- Bimota YB11Document86 pagesBimota YB11tsirvoulis0% (1)
- Single Girder Overhead Crane SketchDocument1 pageSingle Girder Overhead Crane SketchAbid KayaniNo ratings yet
- Tricocat PDFDocument44 pagesTricocat PDFJuan PabloNo ratings yet
- Transmat I XDocument28 pagesTransmat I XMunishTrichyNo ratings yet
- Classic F-WL2-230K Parts ExplosionDocument1 pageClassic F-WL2-230K Parts ExplosionLourdes LoreNo ratings yet
- General Report 1668309508516Document35 pagesGeneral Report 1668309508516kediakrish41No ratings yet
- Candle in The Dark (Character Sheet)Document4 pagesCandle in The Dark (Character Sheet)Brendan O'TooleNo ratings yet
- Bearings PDFDocument28 pagesBearings PDFKapil PudasainiNo ratings yet
- Trenching Details PDFDocument1 pageTrenching Details PDFNizar SeraNo ratings yet
- FP528 Reference Card 203-104-011Document2 pagesFP528 Reference Card 203-104-011G_ASantosNo ratings yet
- Wardrobe 02: Top Rail Bottom Rail Hinge DetailsDocument1 pageWardrobe 02: Top Rail Bottom Rail Hinge DetailsARTFOLIO .49No ratings yet
- Final Sheet-Model - PDF 2Document1 pageFinal Sheet-Model - PDF 2Prateek SharmaNo ratings yet
- Thrust Bearing Manual PDFDocument28 pagesThrust Bearing Manual PDFAkarshan SoodNo ratings yet
- Hydrodynamic Bearings: A General Guide To The Principles, Operation and Troubleshooting ofDocument28 pagesHydrodynamic Bearings: A General Guide To The Principles, Operation and Troubleshooting ofعبد الرحمنNo ratings yet
- Service Manual - Pala Eléctrica 7495 CATDocument1 pageService Manual - Pala Eléctrica 7495 CATRafael Ccalla0% (1)
- Module 3 - Assembly Sequence Analysis - Handout - 220915 - 093211Document12 pagesModule 3 - Assembly Sequence Analysis - Handout - 220915 - 09321119G101 Sukhiroy .M.SNo ratings yet
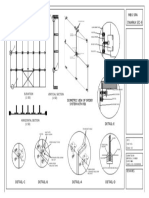
- Mbs Spa: Isometric View of Spider System With RibDocument1 pageMbs Spa: Isometric View of Spider System With RibSuman Kumari100% (5)
- How To Write SpecificationsDocument9 pagesHow To Write SpecificationsLeilani ManalaysayNo ratings yet
- Ingles TripticoDocument2 pagesIngles Triptico'YanetCruzRamosNo ratings yet
- Habeas CorpusDocument67 pagesHabeas CorpusButch AmbataliNo ratings yet
- Lectra Fashion e Guide Nurturing EP Quality Logistics Production Crucial To Optimize enDocument8 pagesLectra Fashion e Guide Nurturing EP Quality Logistics Production Crucial To Optimize eniuliaNo ratings yet
- Grade 12 Mathematical Literacy: Question Paper 1 MARKS: 150 TIME: 3 HoursDocument53 pagesGrade 12 Mathematical Literacy: Question Paper 1 MARKS: 150 TIME: 3 HoursOfentse MothapoNo ratings yet
- Mini Lecture Morphology of Skin LesionDocument48 pagesMini Lecture Morphology of Skin LesionAlkaustariyah LubisNo ratings yet
- Make An Acknowledgment Receipt Showing A Full Payment of A Loan (Extinguishment by Payment)Document5 pagesMake An Acknowledgment Receipt Showing A Full Payment of A Loan (Extinguishment by Payment)Kim Cyrah Amor GerianNo ratings yet
- Hadith 1: 10 September 2019: Sahaba Ikraam Ajma'een All The Sahabas 1+2+3Document45 pagesHadith 1: 10 September 2019: Sahaba Ikraam Ajma'een All The Sahabas 1+2+3Aroob YaseenNo ratings yet
- Market AnalysisDocument143 pagesMarket AnalysisArivalagan VeluNo ratings yet
- Keith Richards PDFDocument3 pagesKeith Richards PDFLugrinderNo ratings yet
- Novena To ST JudeDocument2 pagesNovena To ST JudeBeatrice Mae ChuaNo ratings yet
- OET SOP For Australia (Statement of Purpose)Document7 pagesOET SOP For Australia (Statement of Purpose)SOP By Preet100% (1)
- Intern CV Pheaktra TiengDocument3 pagesIntern CV Pheaktra TiengTieng PheaktraNo ratings yet
- HR AccountingDocument12 pagesHR AccountingAnand SinghNo ratings yet
- Defence Services Staff College, Wellington: (To Be Filled in Capital Letters As Per Matriculation (Or) X STD Mark Sheet)Document3 pagesDefence Services Staff College, Wellington: (To Be Filled in Capital Letters As Per Matriculation (Or) X STD Mark Sheet)Siddharth MuthukumarNo ratings yet
- Nestle Philippines, Inc., v. PuedanDocument1 pageNestle Philippines, Inc., v. PuedanJoycee ArmilloNo ratings yet
- The Barney Bag - Barney Wiki - FandomDocument6 pagesThe Barney Bag - Barney Wiki - FandomchefchadsmithNo ratings yet
- Atty. SungaDocument22 pagesAtty. SungaKris MercadoNo ratings yet
- Growrich PinoyDocument59 pagesGrowrich PinoyMarites FerolinoNo ratings yet
- Bahasa InggrisDocument11 pagesBahasa InggrisrivanidurratulhikmahNo ratings yet
- HarshadDocument61 pagesHarshadsaurabh deshmukhNo ratings yet
- Ganendra Art House: 8 Lorong 16/7B, 46350 Petaling Jaya, Selangor, MalaysiaDocument25 pagesGanendra Art House: 8 Lorong 16/7B, 46350 Petaling Jaya, Selangor, MalaysiaFiorela Estrella VentocillaNo ratings yet
- Assessment Items: Fifth Grade Tri 2a - Ava Farley: A Good Reason To Look Up Do What You LoveDocument7 pagesAssessment Items: Fifth Grade Tri 2a - Ava Farley: A Good Reason To Look Up Do What You Loveapi-348637033No ratings yet
- Superkids 3eDocument19 pagesSuperkids 3eiin hermiyantoNo ratings yet
- Perilaku Ibu Hamil Dan KariesDocument22 pagesPerilaku Ibu Hamil Dan KarieshariyaniNo ratings yet
- Medical Professionalism Across Cultures: A Challenge For Medicine and Medical EducationDocument7 pagesMedical Professionalism Across Cultures: A Challenge For Medicine and Medical EducationYoNo ratings yet
- Can Amitriptyline Makes You Feel More Awake Instead of DrowsyDocument3 pagesCan Amitriptyline Makes You Feel More Awake Instead of Drowsyteddypol100% (1)
- TV Ads/Commercials Thread (October-December 2010)Document55 pagesTV Ads/Commercials Thread (October-December 2010)Pcnhs Sal100% (1)
- Light Waves: Edexcel Igcse / Certificate in PhysicsDocument34 pagesLight Waves: Edexcel Igcse / Certificate in PhysicsertugozNo ratings yet
- Aggarwal A. - Go Web Development Cookbook - 2018Document458 pagesAggarwal A. - Go Web Development Cookbook - 2018Calvin Benhardi100% (1)