You might also like
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Tutorial 4Document5 pagesTutorial 4Khairul Azim MahamadNo ratings yet
- SpiralWeld - DesignDocument26 pagesSpiralWeld - DesignSH1961100% (1)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- To BMS1F 16CM 34 1 1 PDFDocument270 pagesTo BMS1F 16CM 34 1 1 PDFJavier Pérez MatoNo ratings yet
- Chapter 3 Study Guide AnswersDocument2 pagesChapter 3 Study Guide Answersrofi modi100% (1)
- Well EngineeringDocument1,329 pagesWell EngineeringAbboud King100% (1)
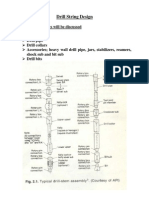
- Basic Drill String DesignDocument22 pagesBasic Drill String DesignDon Braithwaite100% (3)
- Casing WellDocument26 pagesCasing Wellزين العابدين هيثم لفته جابرNo ratings yet
- Drill String Design Group 3Document15 pagesDrill String Design Group 3Anusha AnuNo ratings yet
- Basic of Drillpipe Tensile Capacity and Its CalculationDocument23 pagesBasic of Drillpipe Tensile Capacity and Its CalculationAshutosh RaiNo ratings yet
- Drill String DesignDocument12 pagesDrill String DesignAsaadgz100% (1)
- Basic Drilling CourseDocument22 pagesBasic Drilling Coursereza khNo ratings yet
- ASWP Manual - Section 2 - Steel Pipe Design (6-2013)Document21 pagesASWP Manual - Section 2 - Steel Pipe Design (6-2013)Shahril Izzuddin Or DinoNo ratings yet
- ASWP Manual - Section 2 - Steel Pipe Design (6-2013)Document21 pagesASWP Manual - Section 2 - Steel Pipe Design (6-2013)Nirav ThakkarNo ratings yet
- Drilling Engineering DrillstringDocument45 pagesDrilling Engineering DrillstringMuhammad NursalamNo ratings yet
- Drill String Design PDFDocument12 pagesDrill String Design PDFSurya AdhieNo ratings yet
- Bisalloy: Bunge Industrial Steels Pty. LimitedDocument65 pagesBisalloy: Bunge Industrial Steels Pty. Limitedramaus100% (1)
- Catalogue ANSI PostDocument20 pagesCatalogue ANSI PostElectricEngineeringNo ratings yet
- Spring and Its ApplicationDocument8 pagesSpring and Its ApplicationSouhaib K Al-AzzawiNo ratings yet
- Chapter 3Document15 pagesChapter 3Yash GandhiNo ratings yet
- Drill String Design - 6611074 - 01Document182 pagesDrill String Design - 6611074 - 01Youcef Lias100% (2)
- Engineering Design Manual: Metal BAR GratingDocument24 pagesEngineering Design Manual: Metal BAR GratingAhsan Sattar100% (4)
- Design of Haunched Composite Connections For Long-Span Beam ConstructionDocument10 pagesDesign of Haunched Composite Connections For Long-Span Beam ConstructioncasanovavnNo ratings yet
- Drill PipeDocument14 pagesDrill PipeNigin Parambath100% (2)
- DPT1 - 02 - Drill String DesignDocument109 pagesDPT1 - 02 - Drill String DesignBrahim Letaief100% (2)
- PPC Catálogo Aislador Soporte ANSIDocument28 pagesPPC Catálogo Aislador Soporte ANSIMateo AlvezNo ratings yet
- Procedures For Drill String Design Engineering EssayDocument16 pagesProcedures For Drill String Design Engineering EssayGerardy Cantuta AruniNo ratings yet
- MCE416 Moodle 3 Fluid Power and FlowDocument33 pagesMCE416 Moodle 3 Fluid Power and FlowPaul KonduNo ratings yet
- Material Properties: Creative Pultrusions, IncDocument2 pagesMaterial Properties: Creative Pultrusions, IncSantanu GhoshNo ratings yet
- Springs TextDocument0 pagesSprings Texter_wenNo ratings yet
- Precambering of Steel BeamsDocument10 pagesPrecambering of Steel BeamsVance KangNo ratings yet
- Drill String DesignDocument118 pagesDrill String DesignMohamed Ahmed AlyNo ratings yet
- Basic Principles To Be Considered For An Aboveground GRP Piping SystemDocument35 pagesBasic Principles To Be Considered For An Aboveground GRP Piping SystemSantos SudhakerNo ratings yet
- Determination of Maximum Span Between PipeDocument7 pagesDetermination of Maximum Span Between PipeNabil Al-KhirdajiNo ratings yet
- Bryan : England. Printed in Great BritainDocument24 pagesBryan : England. Printed in Great BritainSohini MishraNo ratings yet
- Shear Behavior of Self Compacting R.C. I-BeamsDocument16 pagesShear Behavior of Self Compacting R.C. I-BeamsThomás LimaNo ratings yet
- Bending Test.Document24 pagesBending Test.Suzzo Sherwood0% (1)
- Grouted Pipe With Double Spirals For Precast Concrete ConnectionsDocument7 pagesGrouted Pipe With Double Spirals For Precast Concrete ConnectionsHafiz SaeedNo ratings yet
- Structural Connections - Scia5203: Unit - IDocument77 pagesStructural Connections - Scia5203: Unit - IVignesh DhuruvanNo ratings yet
- Casing Design 4Document39 pagesCasing Design 4ose100% (1)
- Stress Relief Boreback BoxDocument3 pagesStress Relief Boreback BoxDaisuke Numata100% (1)
- Din 53512-2000Document5 pagesDin 53512-2000Monalisa RodriguesNo ratings yet
- Designguide 4Document16 pagesDesignguide 4Adrian Flores GallardoNo ratings yet
- Coposite Profiled BeamDocument50 pagesCoposite Profiled BeamManu C PeringelilNo ratings yet
- Article - Structural BoltsDocument6 pagesArticle - Structural Boltsing_weroNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- The Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryFrom EverandThe Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryNo ratings yet
- Saudi Arabia KingdomDocument2 pagesSaudi Arabia KingdomMostafa ElghifaryNo ratings yet
- WalletCard - DLR3S 00128875 SA ZZUQDocument1 pageWalletCard - DLR3S 00128875 SA ZZUQMostafa ElghifaryNo ratings yet
- Statistical Analysis-FinalDocument10 pagesStatistical Analysis-FinalMostafa ElghifaryNo ratings yet
- HR & Organizational BehaviorDocument38 pagesHR & Organizational BehaviorMostafa ElghifaryNo ratings yet
- Petro KnowledgeDocument6 pagesPetro KnowledgeMostafa ElghifaryNo ratings yet
- Suez Canal 2021 Crisis RodainaDocument27 pagesSuez Canal 2021 Crisis RodainaMostafa ElghifaryNo ratings yet
- JES - Volume 51 - Issue 5 - Pages 33-70Document38 pagesJES - Volume 51 - Issue 5 - Pages 33-70Mostafa ElghifaryNo ratings yet
- Avoiding Plagiarism Student Handout PDFDocument2 pagesAvoiding Plagiarism Student Handout PDFMostafa ElghifaryNo ratings yet
- 787982-Grading Analysis SheetDocument1 page787982-Grading Analysis SheetMostafa ElghifaryNo ratings yet
- Case 3Document4 pagesCase 3Mostafa ElghifaryNo ratings yet
- Quiz # 1 (With Model Answer)Document2 pagesQuiz # 1 (With Model Answer)Mostafa ElghifaryNo ratings yet
- Case 1 & SolutionsDocument4 pagesCase 1 & SolutionsMostafa ElghifaryNo ratings yet
- Employer BrandDocument30 pagesEmployer BrandMostafa ElghifaryNo ratings yet
- EagersaverDocument3 pagesEagersaverMostafa ElghifaryNo ratings yet
- Using Green Product Process Innovation To AchievDocument16 pagesUsing Green Product Process Innovation To AchievMostafa ElghifaryNo ratings yet
- ScorereportDocument2 pagesScorereportMostafa ElghifaryNo ratings yet
- Dr. Hassan Final RevisionDocument20 pagesDr. Hassan Final RevisionMostafa ElghifaryNo ratings yet
- DRLG SRNG DesignDocument12 pagesDRLG SRNG DesignMostafa ElghifaryNo ratings yet
- Primary Cementing CalculationsDocument40 pagesPrimary Cementing CalculationsMostafa ElghifaryNo ratings yet
- Research: Basic Research Applied ResearchDocument7 pagesResearch: Basic Research Applied ResearchMostafa ElghifaryNo ratings yet
- Directional Drilling Terminologies: AzimuthDocument12 pagesDirectional Drilling Terminologies: AzimuthMostafa ElghifaryNo ratings yet
- 25 Inspirational Kung Fu Panda QuotesDocument13 pages25 Inspirational Kung Fu Panda QuotesMostafa ElghifaryNo ratings yet
- Chapter 8 Implementing Strategies Marketing Finance Accounting - CompressDocument57 pagesChapter 8 Implementing Strategies Marketing Finance Accounting - CompressMostafa ElghifaryNo ratings yet
- Favorite Movie Quotes: Rabab Diaa Mahmoud Mervat Amin Ragab Yasmine Karam SediekDocument16 pagesFavorite Movie Quotes: Rabab Diaa Mahmoud Mervat Amin Ragab Yasmine Karam SediekMostafa ElghifaryNo ratings yet
- Inspiration Quotes: Presented By: Salma Lotfy Omar Ahmed Mostafa MohamedDocument16 pagesInspiration Quotes: Presented By: Salma Lotfy Omar Ahmed Mostafa MohamedMostafa ElghifaryNo ratings yet
- Rig-42 Fatality Preliminary Report With PicDocument2 pagesRig-42 Fatality Preliminary Report With PicMostafa ElghifaryNo ratings yet
- Drilling Manual: Subject: Use of Explosives in Drilling OperationsDocument16 pagesDrilling Manual: Subject: Use of Explosives in Drilling OperationsMostafa ElghifaryNo ratings yet
- Research Methodology (Mid-Term)Document16 pagesResearch Methodology (Mid-Term)Mostafa ElghifaryNo ratings yet
- UK Operations Guidelines For Drilling Operations: Index PrefixesDocument19 pagesUK Operations Guidelines For Drilling Operations: Index PrefixesMostafa ElghifaryNo ratings yet
- UK Operations Guidelines For Drilling Operations: Subject: H2S (Hydrogen Sulphide) ProceduresDocument13 pagesUK Operations Guidelines For Drilling Operations: Subject: H2S (Hydrogen Sulphide) ProceduresMostafa ElghifaryNo ratings yet
- Be It Enacted by The Senate and House of Representatives of The Philippines in Congress AssembledDocument2 pagesBe It Enacted by The Senate and House of Representatives of The Philippines in Congress AssembledRonil ArbisNo ratings yet
- The Boo-Bot ConceptDocument6 pagesThe Boo-Bot ConceptCesar GomezNo ratings yet
- Metals (From Physica) - ST Hildegard Von BingenDocument3 pagesMetals (From Physica) - ST Hildegard Von BingenCaio CardosoNo ratings yet
- Mauritius Staff ReportDocument70 pagesMauritius Staff ReportL'express MauriceNo ratings yet
- Chapter 1 Nature and Significance of ManagementDocument17 pagesChapter 1 Nature and Significance of ManagementAshish GangwalNo ratings yet
- Chapter 1: Introduction To CompanyDocument27 pagesChapter 1: Introduction To CompanyarunNo ratings yet
- (Data Sheet) EF500 IbioDocument2 pages(Data Sheet) EF500 IbioConstructora de IdeasNo ratings yet
- 1ST PERIODICAl NGLISH-9Document2 pages1ST PERIODICAl NGLISH-9Jason EstilloreNo ratings yet
- Skull and "Dysplasia" Means Abnormal BoneDocument3 pagesSkull and "Dysplasia" Means Abnormal BoneNoor-E-Khadiza ShamaNo ratings yet
- 3.expannded Battery Treatment Service Guide - TCS BatteryDocument1 page3.expannded Battery Treatment Service Guide - TCS BatteryHICHAM el HAYAOUINo ratings yet
- Class Xii - Assignment - 2 (Subj) # Electromagnetic Induction - 26.11.2016Document3 pagesClass Xii - Assignment - 2 (Subj) # Electromagnetic Induction - 26.11.2016Sankar KumarasamyNo ratings yet
- Getting Started With SAP Roadmap ViewerDocument15 pagesGetting Started With SAP Roadmap ViewerGiomNo ratings yet
- Profit and Loss Projection 1yr March 2018Document1 pageProfit and Loss Projection 1yr March 2018Aqsa SajjadNo ratings yet
- Ritz-Carlton Golden StandardDocument2 pagesRitz-Carlton Golden StandardElgin Renz Timbreza Rocili0% (1)
- Yamaha Part FZR 1000Document76 pagesYamaha Part FZR 1000dario100% (1)
- Draft NdaDocument3 pagesDraft NdaN.A.P. HNo ratings yet
- Track ListDocument4 pagesTrack ListΠυρρής ΘανάσηςNo ratings yet
- Ese559 Jul2022 FinalDocument10 pagesEse559 Jul2022 FinalAmirul HazzmiNo ratings yet
- 103 108 PDFDocument6 pages103 108 PDFMatiyas ZewdeNo ratings yet
- 1 - Number SenseDocument6 pages1 - Number SenseNikhil PatelNo ratings yet
- Questions On Jajavava & SpringsDocument2 pagesQuestions On Jajavava & Springsjuni0001No ratings yet
- App 39854 PDFDocument9 pagesApp 39854 PDFNasir QayyumNo ratings yet
- BAC-1000 Room ThermostatDocument2 pagesBAC-1000 Room ThermostatMd Amir Hossain0% (1)
- PHY PROJ - SynopsisDocument13 pagesPHY PROJ - SynopsisPiyush HarlalkaNo ratings yet
- How To Install UbuntuDocument5 pagesHow To Install UbuntuLos RogNo ratings yet
- Exhibition Cun Conference HallDocument6 pagesExhibition Cun Conference HallRenu SharmaNo ratings yet
- Tube Pipe Benders RDB SeriesDocument8 pagesTube Pipe Benders RDB SeriesTitus MunteanNo ratings yet