You might also like
- Anti-Bribery and Corruption PolicyDocument2 pagesAnti-Bribery and Corruption PolicyAJAY PatilNo ratings yet
- 2009 HSC Exam Chemistry PDFDocument38 pages2009 HSC Exam Chemistry PDFlillianaNo ratings yet
- Ecological Modelling and Engineering of Lakes and WetlandsFrom EverandEcological Modelling and Engineering of Lakes and WetlandsRating: 4 out of 5 stars4/5 (1)
- Basic Concepts and Applied Aspect of Sharir RachnaDocument122 pagesBasic Concepts and Applied Aspect of Sharir RachnaRam Krish100% (1)
- Modeling of Ammonia Removal From Wastewater Using Air Stripping/ Modified Clinoptilolite: Reusability, Optimization, Isotherm, Kinetic, and Equilibrium StudiesDocument22 pagesModeling of Ammonia Removal From Wastewater Using Air Stripping/ Modified Clinoptilolite: Reusability, Optimization, Isotherm, Kinetic, and Equilibrium StudiesvinodNo ratings yet
- Ammonia StrippingDocument4 pagesAmmonia StrippingDattatraya GutteNo ratings yet
- Demineralization by Ion Exchange: In Water Treatment and Chemical Processing of Other LiquidsFrom EverandDemineralization by Ion Exchange: In Water Treatment and Chemical Processing of Other LiquidsRating: 4 out of 5 stars4/5 (2)
- Senior Cohousing - Sherry Cummings, Nancy P. KropfDocument86 pagesSenior Cohousing - Sherry Cummings, Nancy P. KropfAnastasia JoannaNo ratings yet
- Artigo Muito FeraDocument13 pagesArtigo Muito Ferajunior mescaNo ratings yet
- Kinidi2018 PDFDocument15 pagesKinidi2018 PDFArash AbbasiNo ratings yet
- Art 2Document13 pagesArt 2Jorge CamposNo ratings yet
- Journal of Semipermeable Membrane andDocument8 pagesJournal of Semipermeable Membrane andMichael Bryan PrajogoNo ratings yet
- 4 - Pilot Demonstration of Nitrogen Removal From Municipal Wastewater by Vacuum Membrane DistillationDocument9 pages4 - Pilot Demonstration of Nitrogen Removal From Municipal Wastewater by Vacuum Membrane DistillationlixiaoluhjNo ratings yet
- Ammonia Removalfromaqueoussolutionsusinghollow FiberDocument8 pagesAmmonia Removalfromaqueoussolutionsusinghollow FiberSilvia Rahmi EkasariNo ratings yet
- Deliverable-1.10 Guideline Design Granular Sludge ReactorDocument19 pagesDeliverable-1.10 Guideline Design Granular Sludge ReactorCatalina Nicoleta RoscaNo ratings yet
- Dare Stan I 2017Document33 pagesDare Stan I 2017leticiabalvesNo ratings yet
- Science of The Total EnvironmentDocument8 pagesScience of The Total Environmentjenny escobarNo ratings yet
- DesalinationDocument6 pagesDesalinationMohammed GhanemNo ratings yet
- Membranes 11 00976 v2Document12 pagesMembranes 11 00976 v2mohamed samirNo ratings yet
- Wastewater Treatment Using DAF For Process Water Reuse in Apatite FlotationDocument7 pagesWastewater Treatment Using DAF For Process Water Reuse in Apatite FlotationYessica Botero VargasNo ratings yet
- Ammonia Removal by Sweep Gas Membrane Distillation: Zongli Xie, Tuan Duong, Manh Hoang, Cuong Nguyen, Brian BoltoDocument7 pagesAmmonia Removal by Sweep Gas Membrane Distillation: Zongli Xie, Tuan Duong, Manh Hoang, Cuong Nguyen, Brian BoltoArash AbbasiNo ratings yet
- Ammonia Recovery From Air Stripping Process Applied To LandfillDocument13 pagesAmmonia Recovery From Air Stripping Process Applied To LandfillElnathan ValadaresNo ratings yet
- Performance Evaluation of Tile Wastewater Treatment With Different CoagulantsDocument11 pagesPerformance Evaluation of Tile Wastewater Treatment With Different Coagulantsdatlovehoahoc123No ratings yet
- Ab24190203 PDFDocument14 pagesAb24190203 PDFAndres OsorioNo ratings yet
- Ammonia StrippingDocument4 pagesAmmonia StrippingthirumuruganNo ratings yet
- Combination of Fenton Oxidation and SequencingDocument11 pagesCombination of Fenton Oxidation and SequencingStone BrickWallNo ratings yet
- Paper 1Document13 pagesPaper 1Bahaa SalehNo ratings yet
- Production and Characterization of Adsorbent Materials From Sewage Sludge by PyrolysisDocument6 pagesProduction and Characterization of Adsorbent Materials From Sewage Sludge by PyrolysisRohan ChauguleNo ratings yet
- Appl. Environ. Microbiol.-2013-Hu-2807-12Document6 pagesAppl. Environ. Microbiol.-2013-Hu-2807-12Bijay ThapaNo ratings yet
- Treatment of Citric Acid Wastewater For High Quality Effluent On The Anaerobic - Aerobic RouteDocument10 pagesTreatment of Citric Acid Wastewater For High Quality Effluent On The Anaerobic - Aerobic RoutemonkeyjackcnNo ratings yet
- E595 PDFDocument8 pagesE595 PDFPruthwiraj BokadeNo ratings yet
- Tafreshi 2019Document11 pagesTafreshi 2019Heshan KamaljithNo ratings yet
- Journal of Industrial and Engineering ChemistryDocument11 pagesJournal of Industrial and Engineering ChemistryBilel LetaiefNo ratings yet
- Reuse of Process Water in A Waste-To-Energy Plant - 11311-966095 - AntonelliDocument7 pagesReuse of Process Water in A Waste-To-Energy Plant - 11311-966095 - AntonelliSiamak JamaliNo ratings yet
- Electro-Fenton-Based Treatments of Real Effluents From Tanning Processes and LandfillsDocument7 pagesElectro-Fenton-Based Treatments of Real Effluents From Tanning Processes and LandfillsTônHưngNo ratings yet
- 2009 Micropollutant Removal During Biological Wastewater Treatment and A SubsequentDocument6 pages2009 Micropollutant Removal During Biological Wastewater Treatment and A Subsequentsirilak1726No ratings yet
- Demonstration of A Treatment For Purification and Reuse of Laundry Waste WaterDocument9 pagesDemonstration of A Treatment For Purification and Reuse of Laundry Waste Waterprag314No ratings yet
- Dekantasi, FiltrasiDocument15 pagesDekantasi, FiltrasiNiken YulianaNo ratings yet
- Cement and Concrete Research: SciencedirectDocument12 pagesCement and Concrete Research: SciencedirectMabel LoNo ratings yet
- Mafu 2014Document10 pagesMafu 2014korope8705No ratings yet
- Jurnal Ekologi UmumDocument10 pagesJurnal Ekologi Umumrr josephineNo ratings yet
- Van Kessel 2018Document6 pagesVan Kessel 2018Juan Francisco RoaNo ratings yet
- Modelling and Simulation of A Fluidized Bed Reactor For Minimum Ammonium Nitrate and Reduction of Nox EmissionsDocument11 pagesModelling and Simulation of A Fluidized Bed Reactor For Minimum Ammonium Nitrate and Reduction of Nox EmissionsMekar MeinaNo ratings yet
- Water Spray Reactor For Ammonia Removal Via Air Stripping: An Evaluation On Mass Transfer and Process EfficiencyDocument8 pagesWater Spray Reactor For Ammonia Removal Via Air Stripping: An Evaluation On Mass Transfer and Process EfficiencyvinodNo ratings yet
- Ahmad IngDocument9 pagesAhmad IngLailatus Sa'diyahNo ratings yet
- O /uv Coupled With Membranes: Oil Industry Wastewater Treatment For ReuseDocument8 pagesO /uv Coupled With Membranes: Oil Industry Wastewater Treatment For ReuseMarcelo Varejão CasarinNo ratings yet
- Salim 2021 IOP Conf. Ser. Mater. Sci. Eng. 1092 012051Document11 pagesSalim 2021 IOP Conf. Ser. Mater. Sci. Eng. 1092 012051TreeNo ratings yet
- Chapter OneDocument5 pagesChapter OneBernard GanzwaNo ratings yet
- Design and Commissioning of The Landfill LeachateDocument7 pagesDesign and Commissioning of The Landfill LeachateShriprakash SpNo ratings yet
- Journal of Water Process Engineering: Isobel Demont, Amina K. Stoddart, Graham A. GagnonDocument8 pagesJournal of Water Process Engineering: Isobel Demont, Amina K. Stoddart, Graham A. GagnonLuis Alfonso Galvan MoralesNo ratings yet
- Methanol Removal From Methanol-Water Mixture Using Municipal Activated SludgeDocument10 pagesMethanol Removal From Methanol-Water Mixture Using Municipal Activated SludgeRickyWisaksonoNo ratings yet
- Current Issue, Technology and Economic Prospects of UpstreamDocument4 pagesCurrent Issue, Technology and Economic Prospects of UpstreamjanNo ratings yet
- 2017 - Anaerobic Digestion of Amine-Oxide-Based SurfactantsDocument10 pages2017 - Anaerobic Digestion of Amine-Oxide-Based SurfactantsJessikaNo ratings yet
- Electroflocculation in The Treatment of Polluted WDocument13 pagesElectroflocculation in The Treatment of Polluted WteguheafNo ratings yet
- Conventional Treatment of Nitrogen in Landfill LeachateDocument4 pagesConventional Treatment of Nitrogen in Landfill LeachateThanh HungNo ratings yet
- Eco-Efficiency of Drinking Water TreatmentDocument8 pagesEco-Efficiency of Drinking Water TreatmentIJAERS JOURNALNo ratings yet
- Nitrogen RemovalDocument11 pagesNitrogen RemovalRamani Bai V.No ratings yet
- Sustainable Reverse Osmosis Application On Municipal WastewaterDocument13 pagesSustainable Reverse Osmosis Application On Municipal WastewaterRicleto EspinosaNo ratings yet
- Ammonia Stripping MethodDocument2 pagesAmmonia Stripping MethodsagbvnNo ratings yet
- Payam, 2016Document11 pagesPayam, 2016meilandina prillyNo ratings yet
- Water 13 01964 With CoverDocument20 pagesWater 13 01964 With CoverSahloul HatemNo ratings yet
- 10.1016@s0956 053x (98) 00003 8 PDFDocument8 pages10.1016@s0956 053x (98) 00003 8 PDFJHON WILMAR CARDENAS PULIDONo ratings yet
- Moosaviraad, 2016Document9 pagesMoosaviraad, 2016Muhammad Ramadhan SaputraNo ratings yet
- MoRTH 1000 Materials For StructureDocument18 pagesMoRTH 1000 Materials For StructureApurv PatelNo ratings yet
- WP DeltaV Software Update Deployment PDFDocument8 pagesWP DeltaV Software Update Deployment PDFevbaruNo ratings yet
- Stress Relieving, Normalising and Annealing: Datasheet For Non-Heat-TreatersDocument2 pagesStress Relieving, Normalising and Annealing: Datasheet For Non-Heat-TreatersGani PateelNo ratings yet
- Full Download Small Animal Care and Management 4th Edition Warren Test BankDocument35 pagesFull Download Small Animal Care and Management 4th Edition Warren Test Bankkrzyszhugvik6100% (20)
- Maxs AdultDocument1 pageMaxs Adultclark lopezNo ratings yet
- Health Module 6 g7Document26 pagesHealth Module 6 g7Richelle PamintuanNo ratings yet
- Ems em FW Paneel Firetec enDocument2 pagesEms em FW Paneel Firetec enzlatkokrsicNo ratings yet
- CASE 1. Non-Cash Assets Are Sold For P 580,000Document3 pagesCASE 1. Non-Cash Assets Are Sold For P 580,000Riza Mae AlceNo ratings yet
- Ctaa040 - Ctaf080 - Test 4 Solution - 2023Document7 pagesCtaa040 - Ctaf080 - Test 4 Solution - 2023Given RefilweNo ratings yet
- Open Courses Myanmar Strategic English Week 4: U Yan Naing Se NyuntDocument24 pagesOpen Courses Myanmar Strategic English Week 4: U Yan Naing Se NyuntYan Naing Soe NyuntNo ratings yet
- Northbrook CollegeDocument10 pagesNorthbrook CollegeDaniyal AsifNo ratings yet
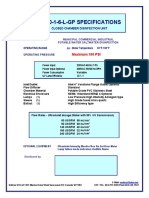
- A-V300!1!6-L-GP General Purpose Potable Water Commercial Industrial Hi-Flo Series JuDocument2 pagesA-V300!1!6-L-GP General Purpose Potable Water Commercial Industrial Hi-Flo Series JuwillgendemannNo ratings yet
- Subhead-5 Pump Motors & Related WorksDocument24 pagesSubhead-5 Pump Motors & Related Worksriyad mahmudNo ratings yet
- Period of Intuitive NursingDocument4 pagesPeriod of Intuitive NursingJhey-ar Toledo100% (1)
- TextDocument3 pagesTextKristineNo ratings yet
- NFPA 220 Seminar OutlineDocument2 pagesNFPA 220 Seminar Outlineveron_xiiiNo ratings yet
- Mcdes 1Document7 pagesMcdes 1JerdNo ratings yet
- 18-MCE-49 Lab Session 01Document5 pages18-MCE-49 Lab Session 01Waqar IbrahimNo ratings yet
- T103 InstructionsDocument1 pageT103 Instructionsjtcool74No ratings yet
- Z0109MN Z9M TriacDocument6 pagesZ0109MN Z9M TriaciammiaNo ratings yet
- Unit 5.4 - Incapacity As A Ground For DismissalDocument15 pagesUnit 5.4 - Incapacity As A Ground For DismissalDylan BanksNo ratings yet
- Public Speaking ScriptDocument2 pagesPublic Speaking ScriptDhia MizaNo ratings yet
- Perkalink 900Document2 pagesPerkalink 900casual12100% (1)
- Design and Fabrication of Floor Cleaning Machine - A ReviewDocument4 pagesDesign and Fabrication of Floor Cleaning Machine - A ReviewIJIERT-International Journal of Innovations in Engineering Research and Technology100% (1)
- Pinch & Piston ValvesDocument8 pagesPinch & Piston ValvesJaldhij Patel100% (1)
- Project Report On MKT Segmentation of Lux SoapDocument25 pagesProject Report On MKT Segmentation of Lux Soapsonu sahNo ratings yet