You might also like
- Operational Characterization of A Spray Dryer For Drying Water, Caustic Soda and Sodium Chloride SolutionsDocument7 pagesOperational Characterization of A Spray Dryer For Drying Water, Caustic Soda and Sodium Chloride SolutionsAndrii ZakharchenkoNo ratings yet
- A New Scheme For Ammonia and Fertilizer GenerationDocument14 pagesA New Scheme For Ammonia and Fertilizer GenerationChiaoNo ratings yet
- Conceptual Design and Analysis of A Novel Process For Hydrogen Liquefaction PDFDocument24 pagesConceptual Design and Analysis of A Novel Process For Hydrogen Liquefaction PDFDilla WahabNo ratings yet
- Chemical Engineering Science: Xin Gao, Xinshuang Liu, Xingang Li, Jinsong Zhang, Yongjin Yang, Hong LiDocument14 pagesChemical Engineering Science: Xin Gao, Xinshuang Liu, Xingang Li, Jinsong Zhang, Yongjin Yang, Hong LiMihir ShahNo ratings yet
- MVRECOS2015 FinalDocument11 pagesMVRECOS2015 Finalmontie3No ratings yet
- Determination of Cyanide Content On WastewaterDocument9 pagesDetermination of Cyanide Content On WastewaterRicleto EspinosaNo ratings yet
- Batstone (2006) Industrial Applications of The IWA Anaerobic Digestion Model No. 1 (ADM1)Document8 pagesBatstone (2006) Industrial Applications of The IWA Anaerobic Digestion Model No. 1 (ADM1)Juan Jose SossaNo ratings yet
- 1 s2.0 S0375650516000092 MainDocument12 pages1 s2.0 S0375650516000092 MainHebaNo ratings yet
- 10.1007@s13399 011 0004 4 PDFDocument7 pages10.1007@s13399 011 0004 4 PDFJaydeep PatelNo ratings yet
- Tin ReferenceDocument13 pagesTin ReferenceIman QurbanovNo ratings yet
- Original Paper: Eduard Manek, Juma HaydaryDocument2 pagesOriginal Paper: Eduard Manek, Juma HaydaryDriss EddeniaNo ratings yet
- Wet Air OxidationDocument42 pagesWet Air OxidationSiddharth ChoksiNo ratings yet
- Integration Ofelectroplating Process Design and Operation For SimultaneousDocument13 pagesIntegration Ofelectroplating Process Design and Operation For SimultaneoustonymailinatorNo ratings yet
- Retrofitting An Isopropanol Process Based On Reactive Distillation and Propylene-Propane SeparationDocument10 pagesRetrofitting An Isopropanol Process Based On Reactive Distillation and Propylene-Propane SeparationHadis ShojaeiNo ratings yet
- Processes: Modeling and Multi-Criteria Optimization of A Process For H O ElectrosynthesisDocument24 pagesProcesses: Modeling and Multi-Criteria Optimization of A Process For H O ElectrosynthesisLAURA JIMENA CAMARGO VEGANo ratings yet
- Evaluating Energy and Resource Efficiency For Recovery of - 2022 - Journal of CLDocument15 pagesEvaluating Energy and Resource Efficiency For Recovery of - 2022 - Journal of CLLetícia GusmãoNo ratings yet
- 1 s2.0 S0957582023000472 MainDocument12 pages1 s2.0 S0957582023000472 Mainaali.lucernaNo ratings yet
- Project Descriptions 2012-13. Supplementary List 9.10.12Document7 pagesProject Descriptions 2012-13. Supplementary List 9.10.12Moao AomoNo ratings yet
- Chemical Engineering and Processing: Process Intensi FicationDocument10 pagesChemical Engineering and Processing: Process Intensi FicationAyub riyanNo ratings yet
- Experimental Investigation On The Co2 Transcritical Power CicleDocument8 pagesExperimental Investigation On The Co2 Transcritical Power CicleIvana MacedoNo ratings yet
- Simulation VGO and Waste Lubricating - Cooking OilDocument9 pagesSimulation VGO and Waste Lubricating - Cooking Oilrahulravi2011No ratings yet
- Development and Optimization of A Modified ProcessDocument11 pagesDevelopment and Optimization of A Modified ProcessSiska MilalaNo ratings yet
- 2023 ChemPlusChem Heterogeneous Systerms For CO2 HydrogenationDocument11 pages2023 ChemPlusChem Heterogeneous Systerms For CO2 HydrogenationNgoc Anh TháiNo ratings yet
- Journal of Cleaner Production: Rajesh Kumar BhushanDocument13 pagesJournal of Cleaner Production: Rajesh Kumar BhushannagarajNo ratings yet
- Packingcharacterization AbsorbereconomicanalysisDocument9 pagesPackingcharacterization AbsorbereconomicanalysisDivagar SivaselvamNo ratings yet
- Computers and Chemical Engineering: Optimal Design of Cryogenic Air Separation Columns Under UncertaintyDocument8 pagesComputers and Chemical Engineering: Optimal Design of Cryogenic Air Separation Columns Under UncertaintyMuhammad UsmanNo ratings yet
- Eng - Absorción Co2Document6 pagesEng - Absorción Co2JuanNo ratings yet
- Collected CFD Works in Chemical Engineering by Dr. Alon Davidy in Memory of David DavidyDocument216 pagesCollected CFD Works in Chemical Engineering by Dr. Alon Davidy in Memory of David DavidyAlon DavidyNo ratings yet
- He (2016)Document13 pagesHe (2016)Suênia FernandesNo ratings yet
- Fixed Bed Journal 3Document11 pagesFixed Bed Journal 3Daniel EdohNo ratings yet
- Multi-Criteria Comprehensive Energy Efficiency Assessment Based On fuzzy-AHP Method Case Study of Post-Treatment Technologies For Coal-Fired UnitsDocument10 pagesMulti-Criteria Comprehensive Energy Efficiency Assessment Based On fuzzy-AHP Method Case Study of Post-Treatment Technologies For Coal-Fired UnitsmuthjickuNo ratings yet
- Modeling of A Gasifier Using Cycle-Tempo For SOFC ApplicationsDocument8 pagesModeling of A Gasifier Using Cycle-Tempo For SOFC ApplicationsFerdy KurniawanNo ratings yet
- Dynamic Simulation and Process Design Analysis of Syngas Purification and The Utilization of Gas PermeationDocument8 pagesDynamic Simulation and Process Design Analysis of Syngas Purification and The Utilization of Gas PermeationIJRASETPublicationsNo ratings yet
- Babatunde 2018 IOP Conf. Ser. Mater. Sci. Eng. 413 012019Document13 pagesBabatunde 2018 IOP Conf. Ser. Mater. Sci. Eng. 413 012019toujeni noureddineNo ratings yet
- July 2015: Robert Brunet Daniel Cortés-BordaDocument12 pagesJuly 2015: Robert Brunet Daniel Cortés-BordaMuhammad Haris HamayunNo ratings yet
- Comparative Analysis of Carbon Dioxide Methanation Technologies For Low Carbon Society DevelopmentDocument6 pagesComparative Analysis of Carbon Dioxide Methanation Technologies For Low Carbon Society DevelopmentAwatif MagzoubNo ratings yet
- 1 s2.0 S1875510016300166 MainDocument11 pages1 s2.0 S1875510016300166 MainSuleman AhmadNo ratings yet
- Comparative Laboratory Cost Analysis of Various AcDocument27 pagesComparative Laboratory Cost Analysis of Various Acİlayda ÖzdilNo ratings yet
- Exergy Analysis of A Pilot Scale Reactor Using - 2021 - Journal of Cleaner ProdDocument11 pagesExergy Analysis of A Pilot Scale Reactor Using - 2021 - Journal of Cleaner ProdMariateresa DelgadocaballeroNo ratings yet
- Comparison of Removal Efficiencies of Carbon Dioxide Between Aqueous Ammonia and Naoh Solution in A Fine Spray ColumnDocument7 pagesComparison of Removal Efficiencies of Carbon Dioxide Between Aqueous Ammonia and Naoh Solution in A Fine Spray ColumnBashar Al ZoobaidiNo ratings yet
- Thermoeconomic Assessment and Optimization of Wells To Flash-Binary Cycle PDFDocument8 pagesThermoeconomic Assessment and Optimization of Wells To Flash-Binary Cycle PDFAhmad SyauqiNo ratings yet
- Design and Performance Evaluation of A Hydronic Type Compost Heat ExchangerDocument48 pagesDesign and Performance Evaluation of A Hydronic Type Compost Heat ExchangerAlejandro BlancoNo ratings yet
- First PaperDocument10 pagesFirst PaperakhilNo ratings yet
- Multi-Objective Optimization and Off-Design Evaluation of Organicrankine Cycle (ORC) For Low-Grade Waste Heat RecoveryDocument14 pagesMulti-Objective Optimization and Off-Design Evaluation of Organicrankine Cycle (ORC) For Low-Grade Waste Heat RecoveryOpera AndersonNo ratings yet
- Sciencedirect Uamerica 0871Document12 pagesSciencedirect Uamerica 0871Nicolás PuentesNo ratings yet
- International Journal of Greenhouse Gas Control: Zoe Kapetaki, Pietro Brandani, Stefano Brandani, Hyungwoong AhnDocument10 pagesInternational Journal of Greenhouse Gas Control: Zoe Kapetaki, Pietro Brandani, Stefano Brandani, Hyungwoong AhnMəhərrəm CəbrayılovNo ratings yet
- 1 s2.0 S1359431120331288 MainDocument10 pages1 s2.0 S1359431120331288 MainSharik DuarteNo ratings yet
- Troy2016 - Article - Life Cycle Assessment of Membrane-Based Carbon CaptureDocument14 pagesTroy2016 - Article - Life Cycle Assessment of Membrane-Based Carbon CaptureGhochapon MongkhonsiriNo ratings yet
- Chem Eng Technol - 2022 - Yang - Glycerin To Acrolein Can Renewable Processes Challenge Traditional ProcessesDocument11 pagesChem Eng Technol - 2022 - Yang - Glycerin To Acrolein Can Renewable Processes Challenge Traditional ProcessesIsraelPala-RosasNo ratings yet
- Industrial Wastewaters Treated by Electrocoagulation: Electrochimica ActaDocument7 pagesIndustrial Wastewaters Treated by Electrocoagulation: Electrochimica ActaPraveen KumarNo ratings yet
- International Journal of Greenhouse Gas Control: Sina Gilassi, Seyed Mohammad Taghavi, Denis Rodrigue, Serge Kaliaguine TDocument13 pagesInternational Journal of Greenhouse Gas Control: Sina Gilassi, Seyed Mohammad Taghavi, Denis Rodrigue, Serge Kaliaguine TPrathameshNo ratings yet
- Coproducts and Co-HydrotreatingDocument10 pagesCoproducts and Co-HydrotreatingPauline BLAISNo ratings yet
- Electrical Power and Energy Systems: A. Baghernejad, M. Yaghoubi, K. JafarpurDocument14 pagesElectrical Power and Energy Systems: A. Baghernejad, M. Yaghoubi, K. JafarpurAbderrahman HMAITINo ratings yet
- Design and Modeling of An Integrated Combined Plant With SOFC For Hydrogen and Ammonia GenerationDocument16 pagesDesign and Modeling of An Integrated Combined Plant With SOFC For Hydrogen and Ammonia GenerationB51Abhishek UpadhayayulaNo ratings yet
- Carbon Capture Technologies for Gas-Turbine-Based Power PlantsFrom EverandCarbon Capture Technologies for Gas-Turbine-Based Power PlantsNo ratings yet
- 1 s2.0 S0957582020303220 MainDocument14 pages1 s2.0 S0957582020303220 Mainwaled officeNo ratings yet
- Design and Fabrication of A Multi-TubularDocument14 pagesDesign and Fabrication of A Multi-TubularChan Yong SoonNo ratings yet
- Bioresource Technology: Manu Agarwal, James Tardio, S. Venkata MohanDocument6 pagesBioresource Technology: Manu Agarwal, James Tardio, S. Venkata MohanCarlos AlvarezNo ratings yet
- 1 s2.0 S2352550922001725 MainDocument12 pages1 s2.0 S2352550922001725 MainMohamed ElshabrawyNo ratings yet
- A Parametric Study of Layered Bed PSA For Hydrogen PurificationDocument16 pagesA Parametric Study of Layered Bed PSA For Hydrogen PurificationMateo PosadaNo ratings yet
- Programme of The M.Sc. (Other Than Mathematics, Statistics & Geography) (Part I) ExaminationDocument4 pagesProgramme of The M.Sc. (Other Than Mathematics, Statistics & Geography) (Part I) ExaminationRajkumar PomajiNo ratings yet
- MSDS H2oDocument5 pagesMSDS H2oWilanda Tama50% (2)
- Dcs 1Document130 pagesDcs 1Mukesh Kumar SamotaNo ratings yet
- Core Material For AircraftDocument34 pagesCore Material For AircraftWarrior TempurNo ratings yet
- SterilizationDocument53 pagesSterilizationInam AliNo ratings yet
- HWA GUAN Material Spec PDFDocument12 pagesHWA GUAN Material Spec PDFkhai ruleNo ratings yet
- AOC F013 SeriesDocument2 pagesAOC F013 SeriesYap HSNo ratings yet
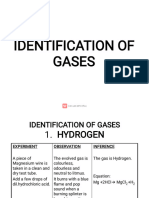
- Notes For Chemistry PracticalsDocument32 pagesNotes For Chemistry Practicalsj0ntj2ivjyNo ratings yet
- DS - P - 39!07!13 - 1A-TETPOR AIR Datasheet-Pharma (Low Res)Document4 pagesDS - P - 39!07!13 - 1A-TETPOR AIR Datasheet-Pharma (Low Res)Vijay Pawar Innovative TechnologiesNo ratings yet
- Junker Gas Calorimeter: Theoretical DescriptionDocument2 pagesJunker Gas Calorimeter: Theoretical DescriptionParamjeet SinghNo ratings yet
- Cryolite JM File 2011Document5 pagesCryolite JM File 2011mutemuNo ratings yet
- Science of The Total Environment: Farhad Misaghi, Fatemeh Delgosha, Mostafa Razzaghmanesh, Baden MyersDocument10 pagesScience of The Total Environment: Farhad Misaghi, Fatemeh Delgosha, Mostafa Razzaghmanesh, Baden Myersmahdi najafzadehNo ratings yet
- Microbial Biodeterioration of Leather and Its Control: A ReviewDocument7 pagesMicrobial Biodeterioration of Leather and Its Control: A ReviewSalemNo ratings yet
- Zach West's " Electrolyser&Quot - Free-Energy DevicesDocument17 pagesZach West's " Electrolyser&Quot - Free-Energy DevicesCarlos JuniorNo ratings yet
- Biogas DigestionDocument35 pagesBiogas DigestionNupur Bhadra100% (1)
- SPH Bearing Draft (09.06.11)Document38 pagesSPH Bearing Draft (09.06.11)rchandra2473No ratings yet
- EDI FlexAir Threaded Spec SheetDocument2 pagesEDI FlexAir Threaded Spec Sheetomega AlfaNo ratings yet
- G7 SoilDocument43 pagesG7 SoilJamika ReyesNo ratings yet
- Organic Chem. NotesDocument117 pagesOrganic Chem. NoteselcarlsansNo ratings yet
- Tabla Torque PikotekDocument2 pagesTabla Torque PikotekHernando Diaz100% (2)
- Pines BotadoresDocument32 pagesPines BotadoresJarrison Borrero PuentesNo ratings yet
- Chapter 12Document68 pagesChapter 12Serra ÖzışıkNo ratings yet
- Dangerous Goods BookletDocument20 pagesDangerous Goods Bookletsandhyashenoy20065963No ratings yet
- ELEC-E8409 High Voltage Engineering Condition Monitoring of Electrical EquipmentDocument46 pagesELEC-E8409 High Voltage Engineering Condition Monitoring of Electrical EquipmentRavinder SharmaNo ratings yet
- Hilti HST Seismic TechdataDocument5 pagesHilti HST Seismic Techdatawafeeq3089No ratings yet
- Family Tree Product Description: Apollo For Construction Chemicals Manufacturing 1 of 3Document3 pagesFamily Tree Product Description: Apollo For Construction Chemicals Manufacturing 1 of 3Mohammad AburadiNo ratings yet
- Module 8 Exogenic Process PDFDocument16 pagesModule 8 Exogenic Process PDFNathalieNo ratings yet
- AlkylationDocument50 pagesAlkylationGaurav Lunawat100% (1)
- Recovery of Active Cathode Materials From Lithium-Ion Batteries UsingDocument9 pagesRecovery of Active Cathode Materials From Lithium-Ion Batteries UsingEnzo BelliniNo ratings yet
- Antimony Trioxide - MSDSDocument6 pagesAntimony Trioxide - MSDSJodyNo ratings yet