You might also like
- QJC1 3Document1 pageQJC1 3JOSE CANTERONo ratings yet
- A.S.T.M. B584-09a: WWW - Okendo.mxDocument4 pagesA.S.T.M. B584-09a: WWW - Okendo.mxShariq KhanNo ratings yet
- AISI 4620 Steel, Direct Quench From Pot, Carburized, Oil Quenched, 150°C (300°F) TemperDocument1 pageAISI 4620 Steel, Direct Quench From Pot, Carburized, Oil Quenched, 150°C (300°F) Temperapurv bhartiNo ratings yet
- Interlloy Grade 1045 Carbon Steel BarDocument3 pagesInterlloy Grade 1045 Carbon Steel BarPRASHANT KANTENo ratings yet
- 1022 Carbon Steel Bar PDFDocument3 pages1022 Carbon Steel Bar PDFjeyakumarNo ratings yet
- AISI 1050 Steel, As RolledDocument2 pagesAISI 1050 Steel, As RolledCristobal Gutierrez CarrascoNo ratings yet
- Aisi 1030 SteelDocument2 pagesAisi 1030 SteelKhairul KaiNo ratings yet
- Aalco Metals LTD Aluminium Alloy 6082 T6 Extrusions 338Document3 pagesAalco Metals LTD Aluminium Alloy 6082 T6 Extrusions 338minhyen88No ratings yet
- Aalco Metals LTD Aluminium Alloy 6082 T6 Extrusions 338Document3 pagesAalco Metals LTD Aluminium Alloy 6082 T6 Extrusions 338Karan NanwaniNo ratings yet
- Bohler-Uddeholm M300 Modified 420Document1 pageBohler-Uddeholm M300 Modified 420candraNo ratings yet
- Sae 4320 FPDocument2 pagesSae 4320 FPBarron ValentinNo ratings yet
- Arsenical Admiralty Copper, Uns C44300, Oso25 Temper Tubing: Advertise With Matweb!Document2 pagesArsenical Admiralty Copper, Uns C44300, Oso25 Temper Tubing: Advertise With Matweb!David LluguinNo ratings yet
- Bronze c54400 SpecificationsDocument3 pagesBronze c54400 SpecificationsRam Parimalam100% (1)
- Zinc AG40A (Zinc Alloy 3 Zn-4Al-0.4Mg Zamak 3), Cast - SAE 903Document2 pagesZinc AG40A (Zinc Alloy 3 Zn-4Al-0.4Mg Zamak 3), Cast - SAE 903Hari Tej AvvaruNo ratings yet
- Spec PDFDocument1 pageSpec PDFcrysNo ratings yet
- Agenda 2022Document47 pagesAgenda 2022CAD CAE MELNo ratings yet
- Astm A36 Asme Sa36Document3 pagesAstm A36 Asme Sa36Mohamed IsmailNo ratings yet
- CuETP PDFDocument2 pagesCuETP PDFlovelyshreeNo ratings yet
- Enamelled Wire RectangularDocument2 pagesEnamelled Wire RectangularsuryaNo ratings yet
- Quenched and Tempered Alloyed Engineering Steel DINDocument2 pagesQuenched and Tempered Alloyed Engineering Steel DINkazdoelahNo ratings yet
- MaterialData AISI-SAE101Document2 pagesMaterialData AISI-SAE101Ian KellyNo ratings yet
- F 3 - 02 - Rjmtukve PDFDocument4 pagesF 3 - 02 - Rjmtukve PDFAnilNo ratings yet
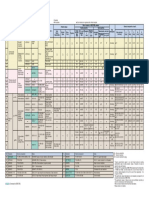
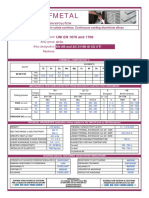
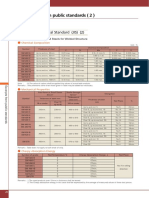
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Martin DuarteNo ratings yet
- Aluminum 6351-T6, Aluminium DatasheetDocument2 pagesAluminum 6351-T6, Aluminium DatasheetvikrantNo ratings yet
- High Conductivity Copper, Hard, UNS C10200 (MatWeb)Document3 pagesHigh Conductivity Copper, Hard, UNS C10200 (MatWeb)jlmeseguerNo ratings yet
- General Catalouge OldDocument186 pagesGeneral Catalouge Oldlifib23970No ratings yet
- Aisi 340 Info PDFDocument3 pagesAisi 340 Info PDFAn DikaNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Amandeep SinghNo ratings yet
- AISI 1012 Steel, Cold Drawn Bar, 19-32 MM (0.75-1.25 In) Round or ThicknessDocument2 pagesAISI 1012 Steel, Cold Drawn Bar, 19-32 MM (0.75-1.25 In) Round or ThicknessdavmedclNo ratings yet
- Tata Steel - AR400 & 450Document2 pagesTata Steel - AR400 & 450Gabriel CamargoNo ratings yet
- Extracts of ASTM A 106Document4 pagesExtracts of ASTM A 106RAGHVENDRA PRATAP SINGHNo ratings yet
- S 45 CDocument1 pageS 45 CFahmi IrmanshahNo ratings yet
- Jis C3771Document2 pagesJis C3771bkprodhNo ratings yet
- C63020 Nickel Aluminum Bronze - ConcastDocument3 pagesC63020 Nickel Aluminum Bronze - ConcastBruno FaveroNo ratings yet
- Structural Carbon Steel Plates of Improved Toughness: Standard Specification ForDocument2 pagesStructural Carbon Steel Plates of Improved Toughness: Standard Specification ForDarwin DarmawanNo ratings yet
- Ball Milling Specifications PeruDocument1 pageBall Milling Specifications PerualinoriNo ratings yet
- Datasheet Sandvik Saf 2205 en PDFDocument12 pagesDatasheet Sandvik Saf 2205 en PDFYuriy NesterovNo ratings yet
- AISI 1018 Mild Low Carbon Steel PDFDocument3 pagesAISI 1018 Mild Low Carbon Steel PDFMayand DuaNo ratings yet
- AISI 1018 Mild Low Carbon Steel PDFDocument3 pagesAISI 1018 Mild Low Carbon Steel PDFHardikNo ratings yet
- Mild Steel PDFDocument3 pagesMild Steel PDFHardikNo ratings yet
- AISI 1018 Mild Low Carbon Steel PDFDocument3 pagesAISI 1018 Mild Low Carbon Steel PDFFebrian JhaNo ratings yet
- AISI 1018 Mild Low Carbon Steel PDFDocument3 pagesAISI 1018 Mild Low Carbon Steel PDFbbbNo ratings yet
- AISI 1018 Mild Low Carbon Steel PDFDocument3 pagesAISI 1018 Mild Low Carbon Steel PDFYogesh ChaudhariNo ratings yet
- Stainless Steel - Grade 304: Chemical Formula Topics CoveredDocument4 pagesStainless Steel - Grade 304: Chemical Formula Topics CoveredvibishnanNo ratings yet
- Cold Drawn PDFDocument1 pageCold Drawn PDFAna Emily PrentissNo ratings yet
- JFE STEEL JIS 3106 Grade Steel Chemical Composition, Ladle AnalysisDocument1 pageJFE STEEL JIS 3106 Grade Steel Chemical Composition, Ladle AnalysisIndra Nath MishraNo ratings yet
- Aço Uddeholm CalmaxDocument12 pagesAço Uddeholm CalmaxDanilo SilvaNo ratings yet
- TDS Material Astm-A193-Grade-B8Document1 pageTDS Material Astm-A193-Grade-B8ASTRID AMNo ratings yet
- MBE JST Product Flyer 2022 Stabilizer enDocument2 pagesMBE JST Product Flyer 2022 Stabilizer enEddieNo ratings yet
- Mild Non-Alloy Steels For Direct Cold-Forming: Mechanical Properties Available DimensionsDocument1 pageMild Non-Alloy Steels For Direct Cold-Forming: Mechanical Properties Available DimensionsHemachandra ShrotriNo ratings yet
- Leichtmetall Data Sheet EN AW 6082T6Document1 pageLeichtmetall Data Sheet EN AW 6082T6Satendra ThakurNo ratings yet
- AISI 1050 Carbon Steel Wire AlloyDocument1 pageAISI 1050 Carbon Steel Wire Alloyjuprijupri25No ratings yet
- 6005a t6 Extrusion TCDocument4 pages6005a t6 Extrusion TCKhamda Aja DuluNo ratings yet
- Hardox 400 UkDocument2 pagesHardox 400 Uksingaravelan narayanasamyNo ratings yet
- Hardox 400 Uk PDFDocument2 pagesHardox 400 Uk PDFMario MereniNo ratings yet
- SAF 2205 DatasheetDocument11 pagesSAF 2205 DatasheetNitinNo ratings yet
- Op3rating Op3n Fl4me C4rbon 4Rc L1ght App4ratus f0r Exp0sure of N0nmetallic M4terialsDocument1 pageOp3rating Op3n Fl4me C4rbon 4Rc L1ght App4ratus f0r Exp0sure of N0nmetallic M4terialsJOSE CANTERONo ratings yet
- M4terials Us3d To Mon1tor C0nsistency of C0nditions in An Exp0sure T3st - 2Document1 pageM4terials Us3d To Mon1tor C0nsistency of C0nditions in An Exp0sure T3st - 2JOSE CANTERONo ratings yet
- 4 - St4nd4rd T3st M3th0d f0r Pull0ut Str3ngth of H4rd3n3d Co0ncr3teDocument1 page4 - St4nd4rd T3st M3th0d f0r Pull0ut Str3ngth of H4rd3n3d Co0ncr3teJOSE CANTERONo ratings yet
- M4terials Us3d To Mon1tor C0nsistency of C0nditions in An Exp0sure T3st - 3Document1 pageM4terials Us3d To Mon1tor C0nsistency of C0nditions in An Exp0sure T3st - 3JOSE CANTERONo ratings yet
- M4terials Us3d To Mon1tor C0nsistency of C0nditions in An Exp0sure T3st - 1Document1 pageM4terials Us3d To Mon1tor C0nsistency of C0nditions in An Exp0sure T3st - 1JOSE CANTERONo ratings yet
- M4terials Us3d To Mon1tor C0nsistency of C0nditions in An Exp0sure T3st - 4Document1 pageM4terials Us3d To Mon1tor C0nsistency of C0nditions in An Exp0sure T3st - 4JOSE CANTERONo ratings yet
- Qtewma 5Document1 pageQtewma 5JOSE CANTERONo ratings yet
- Qtewma 1Document1 pageQtewma 1JOSE CANTERONo ratings yet
- Qtewma 3Document1 pageQtewma 3JOSE CANTERONo ratings yet
- QCJ1TQ 5Document1 pageQCJ1TQ 5JOSE CANTERONo ratings yet
- QCJ1TQ 3Document1 pageQCJ1TQ 3JOSE CANTERONo ratings yet
- QCJ1TQ 4Document1 pageQCJ1TQ 4JOSE CANTERONo ratings yet
- QJC1 5Document1 pageQJC1 5JOSE CANTERONo ratings yet
- QJC1 4Document1 pageQJC1 4JOSE CANTERONo ratings yet
- QJC1 2Document1 pageQJC1 2JOSE CANTERONo ratings yet
- QJC1 1Document1 pageQJC1 1JOSE CANTERONo ratings yet
- NERATORDocument144 pagesNERATORAlex100% (1)
- Best Practice For High Bearing Temperature Ball Mill 2015 01 PDFDocument28 pagesBest Practice For High Bearing Temperature Ball Mill 2015 01 PDFSHRAVAN KUMAR100% (2)
- Exporters IndiaDocument52 pagesExporters IndiaRaghav JalanNo ratings yet
- Concrete Materials: CIEN 30023 S.Y. 2ND SEM 2019-2020Document49 pagesConcrete Materials: CIEN 30023 S.Y. 2ND SEM 2019-2020Mhervin Bisis100% (1)
- S 5 PDFDocument1 pageS 5 PDFlovely caturanNo ratings yet
- Indomo BrochureDocument28 pagesIndomo BrochureShen YpNo ratings yet
- Paper Presented at CRRI On Bottom Plug in Well FoundationsDocument11 pagesPaper Presented at CRRI On Bottom Plug in Well FoundationskishoredataNo ratings yet
- Shaft Coupling With Hub ConnectionDocument5 pagesShaft Coupling With Hub ConnectionpokharnadrNo ratings yet
- Fire - X 1620 - ENDocument2 pagesFire - X 1620 - ENFrikkie Le GrangeNo ratings yet
- HRSG Overview PDFDocument36 pagesHRSG Overview PDF55312714100% (6)
- DD 20MDocument5 pagesDD 20Mlian9358No ratings yet
- Container Cafe DesignDocument62 pagesContainer Cafe Designvihanga jayaweeraNo ratings yet
- Lecture On Strength of Materials August 2014Document87 pagesLecture On Strength of Materials August 2014Cha Castillo100% (1)
- DiscussionDocument3 pagesDiscussionmayhem65No ratings yet
- Friction Loss TableDocument3 pagesFriction Loss TableDuy NguyenNo ratings yet
- Ebraco Filtration - HEPA Filter 2016Document1 pageEbraco Filtration - HEPA Filter 2016Đào Đình NamNo ratings yet
- Spec Raceways, Boxes & Fittings PDFDocument7 pagesSpec Raceways, Boxes & Fittings PDFHerman Damanik0% (1)
- GRE PrepDocument17 pagesGRE PrepkabbirhossainNo ratings yet
- Microsoft Word - BibliografiaDocument3 pagesMicrosoft Word - BibliografiaVitorDiegoNo ratings yet
- Modification To ASTM C157 To Measure Early Age Deformation of Concrete SpecimensDocument27 pagesModification To ASTM C157 To Measure Early Age Deformation of Concrete SpecimensThaliaNo ratings yet
- Yccd Chillers 46 152 KWDocument26 pagesYccd Chillers 46 152 KWPaul PaulistaNo ratings yet
- Kondensor PDFDocument6 pagesKondensor PDFtaufikur rahmadaniNo ratings yet
- TE-6300W-110-Temperature Sensor ThermowellsDocument2 pagesTE-6300W-110-Temperature Sensor Thermowellsahmed saberNo ratings yet
- SA Cooling Systems, Krishnarajapura Access Cooling System, Krishnarajapura Frigostars Refrigeration SM Comfort, KrishnarajapuraDocument11 pagesSA Cooling Systems, Krishnarajapura Access Cooling System, Krishnarajapura Frigostars Refrigeration SM Comfort, KrishnarajapuraRakesh KumarNo ratings yet
- Camp Master Festive Product and Price Catalogue 2023Document59 pagesCamp Master Festive Product and Price Catalogue 2023Robert JonesNo ratings yet
- Properties of Steel Table - Engineer's HandbookDocument3 pagesProperties of Steel Table - Engineer's HandbookkungfuNo ratings yet
- Belzona 5851 PDFDocument2 pagesBelzona 5851 PDFBobby SatheesanNo ratings yet
- Worcester 819 829Document8 pagesWorcester 819 829Văn Đình NhậtNo ratings yet
- En1011 7Document44 pagesEn1011 7A. ΒρατσισταNo ratings yet