You might also like
- Tool 2: Cilindro Frontala Fi 12: Part Operation.1Document2 pagesTool 2: Cilindro Frontala Fi 12: Part Operation.1valericaNo ratings yet
- Tool 4: B6: Part Operation.1Document2 pagesTool 4: B6: Part Operation.1valericaNo ratings yet
- Grinding Overview: Machinist Grinder Interview Questions and AnswersFrom EverandGrinding Overview: Machinist Grinder Interview Questions and AnswersNo ratings yet
- Tool 1: Cilindro Frontala: Part OperationDocument2 pagesTool 1: Cilindro Frontala: Part OperationvalericaNo ratings yet
- Tool 2: Ball Nosed: Part OperationDocument2 pagesTool 2: Ball Nosed: Part OperationvalericaNo ratings yet
- Sisteme Flexibile de Fabricație: - ProiectDocument23 pagesSisteme Flexibile de Fabricație: - ProiectvalericaNo ratings yet
- Roughing.2: Part Operation: Part Operation.1 Program: Manufacturing Program.1Document4 pagesRoughing.2: Part Operation: Part Operation.1 Program: Manufacturing Program.1valericaNo ratings yet
- Zlevel.1: Part Operation: Part Operation.1 Program: Manufacturing Program.1Document3 pagesZlevel.1: Part Operation: Part Operation.1 Program: Manufacturing Program.1valericaNo ratings yet
- XEBEC Technical Crosshole-BrushDocument4 pagesXEBEC Technical Crosshole-BrushferNo ratings yet
- 202007-Us-Tm-Gardner Solid Round Tools Technical GuideDocument64 pages202007-Us-Tm-Gardner Solid Round Tools Technical GuideDonaldNo ratings yet
- Chapter Two PDFDocument70 pagesChapter Two PDFberhaneNo ratings yet
- FL HighfeedDocument48 pagesFL Highfeedbob smithNo ratings yet
- What Is Cutting Speed, Feed, Depth of Cut in Machine ToolsDocument3 pagesWhat Is Cutting Speed, Feed, Depth of Cut in Machine ToolsrlwersalNo ratings yet
- Figure 1:flange Coupling and Its Parts LabelledDocument3 pagesFigure 1:flange Coupling and Its Parts LabelledMD. ATHAR HASSANNo ratings yet
- Milling Formulas and DefinitionsDocument11 pagesMilling Formulas and DefinitionsNguyễn SơnNo ratings yet
- SpindleSpeed & FeedRateDocument4 pagesSpindleSpeed & FeedRateMohamed Ben SalemNo ratings yet
- Spindle Speeds & Feed Rates: Page B1 Techsoft 2D Design Tools Guide WWW - Denford.co - UkDocument4 pagesSpindle Speeds & Feed Rates: Page B1 Techsoft 2D Design Tools Guide WWW - Denford.co - UkBerheNo ratings yet
- Milling Formulas and DefinitionsDocument10 pagesMilling Formulas and DefinitionsCherish QiuNo ratings yet
- Specification For Tool Room Machineries & Metrology EquipmentsDocument25 pagesSpecification For Tool Room Machineries & Metrology EquipmentskkpanchalNo ratings yet
- Summary of Cutting Data For Ext. Cylindrical Surface: Material DetailsDocument4 pagesSummary of Cutting Data For Ext. Cylindrical Surface: Material DetailsAndrei MihaiNo ratings yet
- Assignment 4 JigsDocument9 pagesAssignment 4 JigsAnahAlhabshiNo ratings yet
- BCP Technical ConstructionDocument22 pagesBCP Technical ConstructionKarthik KarthikNo ratings yet
- WS 54 Tool and Cutter Grinding Machine: Productivity Realised at Tool Cutting EdgeDocument4 pagesWS 54 Tool and Cutter Grinding Machine: Productivity Realised at Tool Cutting Edgejacksonholland8335No ratings yet
- Speed and Feed For Lathe MachiningDocument6 pagesSpeed and Feed For Lathe MachiningThinesh ChanderNo ratings yet
- MultigrindfDocument2 pagesMultigrindfCristian Arturo Duran SilvaNo ratings yet
- Grane: Cutting Data RecommendationsDocument4 pagesGrane: Cutting Data RecommendationsBang JOJONNo ratings yet
- Gear Tool Combined SmallDocument2 pagesGear Tool Combined SmallCAT MINING SHOVELNo ratings yet
- Summary of Cutting Data For Ext. Cylindrical Surface: Material DetailsDocument4 pagesSummary of Cutting Data For Ext. Cylindrical Surface: Material DetailsAndrei MihaiNo ratings yet
- Machining Operations & Parameters: TurningDocument58 pagesMachining Operations & Parameters: Turningomar salahNo ratings yet
- Metal Cutting TechnologyDocument22 pagesMetal Cutting Technologydema_diasNo ratings yet
- Milling Machine DMDocument6 pagesMilling Machine DMShreya SNo ratings yet
- Vertical and Horizontal Turning/Grinding CentersDocument18 pagesVertical and Horizontal Turning/Grinding CentersArchi DamosNo ratings yet
- Laser Cutting Machine Infinity f1Document6 pagesLaser Cutting Machine Infinity f1Divyaba DodiyaNo ratings yet
- ReportDocument3 pagesReportC KNo ratings yet
- Milling-Parameters Tooling BlockDocument22 pagesMilling-Parameters Tooling BlockJan VaandragerNo ratings yet
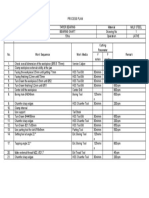
- Process Plan Project Name Material Part Name Drawing No Duration Operation Cutting Parameter Remark V M/min F Mm/revDocument1 pageProcess Plan Project Name Material Part Name Drawing No Duration Operation Cutting Parameter Remark V M/min F Mm/revhudarusliNo ratings yet
- BOTEK Single Flute Gundrills Type 110Document32 pagesBOTEK Single Flute Gundrills Type 110radius designNo ratings yet
- Tugas Si SadeDocument25 pagesTugas Si SadeNabil SatriaNo ratings yet
- Threading Formulas and DefinitionsDocument17 pagesThreading Formulas and Definitionsx9kqm6pz24No ratings yet
- Experiment P1 Metal Cutting Process: Adama UniversityDocument37 pagesExperiment P1 Metal Cutting Process: Adama UniversityelmasrinavatheNo ratings yet
- Gears & Gear Manufacturing Processes-2Document58 pagesGears & Gear Manufacturing Processes-2Yogesh DewangNo ratings yet
- Drillsprint 310316aDocument4 pagesDrillsprint 310316amateenNo ratings yet
- Cutting Speed Feed Rate .Depth of CutDocument2 pagesCutting Speed Feed Rate .Depth of CutWajahat RasoolNo ratings yet
- 9 PDFDocument6 pages9 PDFvalericaNo ratings yet
- NPA104 enDocument4 pagesNPA104 enAdelino GasparNo ratings yet
- UTA026 Manufacturing Processes Work SheetDocument3 pagesUTA026 Manufacturing Processes Work SheetGUNJAN KHULLARNo ratings yet
- HighFeed Brochure - US - Correction PDFDocument48 pagesHighFeed Brochure - US - Correction PDFSusan RooneyNo ratings yet
- Sem 1 Riveting WorksheetDocument4 pagesSem 1 Riveting WorksheetKamarul NizamNo ratings yet
- Environmental Information: Machine SpecificationDocument4 pagesEnvironmental Information: Machine SpecificationbadrezzineNo ratings yet
- Turn 10 Sept 2008Document66 pagesTurn 10 Sept 2008PeterLoNo ratings yet
- Product Presentation: LL 20T L5Document12 pagesProduct Presentation: LL 20T L5PRASANNAKUMAR THANGARAJNo ratings yet
- E - Speed-Pr (1) (Réparé)Document15 pagesE - Speed-Pr (1) (Réparé)Lyna KacemNo ratings yet
- Somta Tools User Guide PDFDocument150 pagesSomta Tools User Guide PDFAarón MarxellyNo ratings yet
- Single Flute Gundrills: BotekDocument40 pagesSingle Flute Gundrills: BotekDANIEL MANRIQUEZ FAVILANo ratings yet
- Speeds and Feeds: © 2013 Project Lead The Way, Inc. Computer Integrated ManufacturingDocument28 pagesSpeeds and Feeds: © 2013 Project Lead The Way, Inc. Computer Integrated ManufacturingAbel David Olmos BotelloNo ratings yet
- V-Turn 410-1000Document1 pageV-Turn 410-1000Frederik HenderwanzaNo ratings yet
- Deburring MultiTool - WZ68enDocument12 pagesDeburring MultiTool - WZ68enBebe Ionuț AnițaNo ratings yet
- Diamond KnivesDocument1 pageDiamond Knivesbjjy45jdtxNo ratings yet
- Manufacturing Program.1: Part OperationDocument1 pageManufacturing Program.1: Part OperationvalericaNo ratings yet
- 8 PDFDocument1 page8 PDFvalericaNo ratings yet
- Manufacturing Program.1: Part OperationDocument1 pageManufacturing Program.1: Part OperationvalericaNo ratings yet
- 9 PDFDocument6 pages9 PDFvalericaNo ratings yet
- Tool List: Part OperationDocument1 pageTool List: Part OperationvalericaNo ratings yet
- Machine: 3-Axis Machine.1: Part OperationDocument2 pagesMachine: 3-Axis Machine.1: Part OperationvalericaNo ratings yet
- Roughing.2: Part Operation: Part Operation.1 Program: Manufacturing Program.1Document4 pagesRoughing.2: Part Operation: Part Operation.1 Program: Manufacturing Program.1valericaNo ratings yet
- Designing and Development of A Dynamic Vibration B PDFDocument22 pagesDesigning and Development of A Dynamic Vibration B PDFvalericaNo ratings yet
- Zlevel.1: Part Operation: Part Operation.1 Program: Manufacturing Program.1Document3 pagesZlevel.1: Part Operation: Part Operation.1 Program: Manufacturing Program.1valericaNo ratings yet
- Tool List: Part Operation.1Document1 pageTool List: Part Operation.1valericaNo ratings yet
- Manufacturing Program.1: Part Operation.1Document2 pagesManufacturing Program.1: Part Operation.1valericaNo ratings yet
- Valve 43Document1 pageValve 43valericaNo ratings yet
- Machine: 3-Axis Machine.1: Part Operation.1Document2 pagesMachine: 3-Axis Machine.1: Part Operation.1valericaNo ratings yet
- 2 PDFDocument1 page2 PDFvalericaNo ratings yet
- Proces Smecher Piesa 10.catprocess: Shop Floor DocumentationDocument1 pageProces Smecher Piesa 10.catprocess: Shop Floor DocumentationvalericaNo ratings yet
- Throttle-Valve RemovedDocument2 pagesThrottle-Valve RemovedvalericaNo ratings yet
- PumpDocument2 pagesPumpvalericaNo ratings yet
- Safety Valvepressure Relief ValveDocument1 pageSafety Valvepressure Relief ValvevalericaNo ratings yet
- BORplus Product GuideDocument20 pagesBORplus Product GuideSarmad AftabNo ratings yet
- Hitachi Sumitomo Scx800 2 Hydraulic Crawler Crane SpecificationsDocument2 pagesHitachi Sumitomo Scx800 2 Hydraulic Crawler Crane Specificationscarl100% (48)
- Camco Ioc Automatic Overload Clutch: Field Installation and SettingDocument4 pagesCamco Ioc Automatic Overload Clutch: Field Installation and SettingSuhas KODRENo ratings yet
- P&ID Diagram For Boiler - Industrial Automation - Industrial Automation, PLC Programming, Scada & Pid Control SystemDocument5 pagesP&ID Diagram For Boiler - Industrial Automation - Industrial Automation, PLC Programming, Scada & Pid Control SystemSreejesh SundaresanNo ratings yet
- Srinath CVDocument1 pageSrinath CVrenukamotherNo ratings yet
- Shear Force Effect: BenameyalaDocument23 pagesShear Force Effect: BenameyalaZOENo ratings yet
- Roland Service Manual Vs540iDocument296 pagesRoland Service Manual Vs540iJohn Swanson100% (1)
- CF3 Oscillant 165P - 315PDocument12 pagesCF3 Oscillant 165P - 315PHeber D AvanssoNo ratings yet
- Skoda Superb 2017 Workshop Manual - Brake SystemsDocument109 pagesSkoda Superb 2017 Workshop Manual - Brake Systemsalex100% (1)
- Armstrong and Bell & Gossett: Replacement Seals Armstrong Series 4300 PumpsDocument2 pagesArmstrong and Bell & Gossett: Replacement Seals Armstrong Series 4300 Pumpsanhhai1905No ratings yet
- Sparepart SimDocument34 pagesSparepart Simbintang fajarNo ratings yet
- Gaps Logsheet B-3411 (P&ID Area 400)Document2 pagesGaps Logsheet B-3411 (P&ID Area 400)waqashabibNo ratings yet
- Supervis. Sw. Osy2 Manual PDFDocument4 pagesSupervis. Sw. Osy2 Manual PDFbluesierNo ratings yet
- Ped QRG 2014 68 EuDocument8 pagesPed QRG 2014 68 Eubekir kurtNo ratings yet
- Standard Bracing of 'Room in The Roof' (Attic) Trussed Rafter RoofsDocument4 pagesStandard Bracing of 'Room in The Roof' (Attic) Trussed Rafter Roofsbigmac2No ratings yet
- Napoleon Avila - Resume 2021Document4 pagesNapoleon Avila - Resume 2021Raymond RoveraNo ratings yet
- 5.DD9701971846 - Lub Assy 4.06 E12 LW 10K H2SDocument2 pages5.DD9701971846 - Lub Assy 4.06 E12 LW 10K H2SAbhinav KumarNo ratings yet
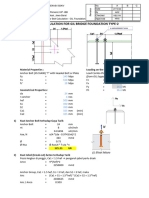
- V.4 Anchor Bolt CalculationDocument4 pagesV.4 Anchor Bolt CalculationAbdul AzizNo ratings yet
- Cessna 140Document12 pagesCessna 140Horace Gomez0% (1)
- KG Web Products ENGDocument7 pagesKG Web Products ENGocean blueNo ratings yet
- High Carbon Steel Wire Rod: Company Standard As Per JIS G 3506Document2 pagesHigh Carbon Steel Wire Rod: Company Standard As Per JIS G 3506Mada TetoNo ratings yet
- CYLINDER TAIYO 100z-1Document25 pagesCYLINDER TAIYO 100z-1Daniel MarNo ratings yet
- Flowserve ButterFly Valve BX2 StyleDocument36 pagesFlowserve ButterFly Valve BX2 StyleYusnier2013No ratings yet
- Proportional Hydraulic Bank: Electrical SpecificationsDocument1 pageProportional Hydraulic Bank: Electrical SpecificationsJaime Basquez PaccoNo ratings yet
- TR33 0298Document4 pagesTR33 0298N ANo ratings yet
- Annexure-Ii Institution Code Name of Institution Name of The Department Project Title Fabrication of Paint Mixing MachineDocument2 pagesAnnexure-Ii Institution Code Name of Institution Name of The Department Project Title Fabrication of Paint Mixing MachineANAND KRISHNANNo ratings yet
- Cat 962H Wheel Loader Hydraulic SystemDocument2 pagesCat 962H Wheel Loader Hydraulic Systemwords2zhigang_61254586% (7)
- Abb 33kv VCB CatalogueDocument24 pagesAbb 33kv VCB Cataloguesatish41No ratings yet
- ASBAS350050101ENR1Document11 pagesASBAS350050101ENR1Yann HernandezNo ratings yet
- Microsoft Word Mecvina PDFDocument37 pagesMicrosoft Word Mecvina PDFErvin GohNo ratings yet
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- SketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyFrom EverandSketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyRating: 1.5 out of 5 stars1.5/5 (2)
- Beginning AutoCAD® 2020 Exercise WorkbookFrom EverandBeginning AutoCAD® 2020 Exercise WorkbookRating: 2.5 out of 5 stars2.5/5 (3)
- Autodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersFrom EverandAutodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersNo ratings yet
- Certified Solidworks Professional Advanced Weldments Exam PreparationFrom EverandCertified Solidworks Professional Advanced Weldments Exam PreparationRating: 5 out of 5 stars5/5 (1)
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)From EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Rating: 5 out of 5 stars5/5 (2)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsFrom EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsRating: 5 out of 5 stars5/5 (1)