You might also like
- A420a420m 8390 PDFDocument7 pagesA420a420m 8390 PDFabdulkadir aliNo ratings yet
- Astm A 420-2020Document7 pagesAstm A 420-2020Mohammed AliNo ratings yet
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceDocument6 pagesPiping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServicePaulo GalvãoNo ratings yet
- Astm A420a420m 16Document6 pagesAstm A420a420m 16Lucas MlbNo ratings yet
- Astm A234-23Document10 pagesAstm A234-23fadfadg2No ratings yet
- ASTM-A234-A234M-23_unlockedDocument7 pagesASTM-A234-A234M-23_unlockedrashid isaarNo ratings yet
- Astm A420a420m-16Document6 pagesAstm A420a420m-16arcadiosco100% (1)
- A 234 - A 234M - 17 PDFDocument9 pagesA 234 - A 234M - 17 PDFأسامة وحيد الدين رمضانNo ratings yet
- Astm A 234 - 2010Document8 pagesAstm A 234 - 2010Guido KünstlerNo ratings yet
- Astm A234-16Document9 pagesAstm A234-16romerobernaNo ratings yet
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceDocument6 pagesPiping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature Servicerohit kumarNo ratings yet
- ASTM A234 2011a Fittings-of-Wrought-Carbon-Steel-and-Alloy-Steel Mod N High-TempDocument9 pagesASTM A234 2011a Fittings-of-Wrought-Carbon-Steel-and-Alloy-Steel Mod N High-Tempnse mcxNo ratings yet
- Astm A 234 A234m-15Document9 pagesAstm A 234 A234m-15Mohammed AliNo ratings yet
- Astm A234 A234m - 20252 PDFDocument9 pagesAstm A234 A234m - 20252 PDFJ.J. EngineeringNo ratings yet
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceDocument6 pagesPiping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceالGINIRAL FREE FIRENo ratings yet
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceDocument6 pagesPiping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceAdrian RenteriaNo ratings yet
- Astm A234-2015Document9 pagesAstm A234-2015Sam WeberNo ratings yet
- A234A234M-15 Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature Service PDFDocument9 pagesA234A234M-15 Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature Service PDFRony YudaNo ratings yet
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceDocument9 pagesPiping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceIsmail TpNo ratings yet
- Carbon Steel Forgings For Piping ApplicationsDocument5 pagesCarbon Steel Forgings For Piping ApplicationsEmylin BarlowNo ratings yet
- Astm A420-A420m-07Document6 pagesAstm A420-A420m-07NadhiraNo ratings yet
- A234a234m 15Document9 pagesA234a234m 15Dasa HaryuwibawaNo ratings yet
- Carbon and Alloy Steel Forgings For Pipe Flanges, Fittings, Valves, and Parts For High-Pressure Transmission ServiceDocument4 pagesCarbon and Alloy Steel Forgings For Pipe Flanges, Fittings, Valves, and Parts For High-Pressure Transmission ServiceNasrin AkhondiNo ratings yet
- Astm A234 PDFDocument9 pagesAstm A234 PDFJuan Hernández Hernández100% (1)
- Astm A105 2021Document5 pagesAstm A105 2021Pedrito Calapucha100% (2)
- Astm A234-A234m-06Document8 pagesAstm A234-A234m-06NadhiraNo ratings yet
- A234a234m 14Document9 pagesA234a234m 14nitin.mechNo ratings yet
- A234A234MDocument8 pagesA234A234MErick ERICKNo ratings yet
- Astm A420Document6 pagesAstm A420Joffre ValladaresNo ratings yet
- ASTM A858-Heat-Treated Carbon Steel Fittings For Low-Temperature andDocument4 pagesASTM A858-Heat-Treated Carbon Steel Fittings For Low-Temperature andvendry mofuNo ratings yet
- Astm A105-A105m-21Document5 pagesAstm A105-A105m-21Nicolas CgNo ratings yet
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceDocument8 pagesPiping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature Servicesharon blushteinNo ratings yet
- Astm A105Document5 pagesAstm A105ahmad0% (1)
- A0105 A0105m-11aDocument5 pagesA0105 A0105m-11aFernandoNo ratings yet
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceDocument8 pagesPiping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceSriniramu SriniramuNo ratings yet
- Astm A234-A234m-05Document8 pagesAstm A234-A234m-05NadhiraNo ratings yet
- A694 A694m-16 PDFDocument4 pagesA694 A694m-16 PDFandresNo ratings yet
- Astm A860Document5 pagesAstm A860julian2282254No ratings yet
- Wrought High-Strength Ferritic Steel Butt-Welding Fittings: Standard Specification ForDocument5 pagesWrought High-Strength Ferritic Steel Butt-Welding Fittings: Standard Specification ForPaulo GalvãoNo ratings yet
- Forged Carbon and Alloy Steel Flanges For Low-Temperature ServiceDocument6 pagesForged Carbon and Alloy Steel Flanges For Low-Temperature ServiceShahul Hameed RazikNo ratings yet
- A105a105m 14Document5 pagesA105a105m 14nitin parmarNo ratings yet
- Astm A105 A105m 21Document5 pagesAstm A105 A105m 21miraclemj35No ratings yet
- A 234 A 234M Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceDocument8 pagesA 234 A 234M Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceILSEN N. DAETNo ratings yet
- A216a216m 38465 PDFDocument4 pagesA216a216m 38465 PDFraulNo ratings yet
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceDocument10 pagesPiping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceNagLakshmananNo ratings yet
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceDocument6 pagesPiping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServicemilecsaNo ratings yet
- Astm A234 PDFDocument8 pagesAstm A234 PDFDavid Ripoll LopezNo ratings yet
- Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocument5 pagesSteel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceSrinivasanArumugamvenkatachalamNo ratings yet
- Astm A234Document8 pagesAstm A234Hamza Ali KhanNo ratings yet
- 24 Astm A815Document8 pages24 Astm A815FYNo ratings yet
- Wrought Austenitic Stainless Steel Piping Fittings: Standard Specification ForDocument10 pagesWrought Austenitic Stainless Steel Piping Fittings: Standard Specification Forist93993No ratings yet
- Astm A234 PDFDocument8 pagesAstm A234 PDFhans30No ratings yet
- Astm A 234Document8 pagesAstm A 234Mohamed Salah PetitNo ratings yet
- Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDocument5 pagesSteel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceKamal ThummarNo ratings yet
- 18 Astm A403 A403m-2018Document10 pages18 Astm A403 A403m-2018FYNo ratings yet
- Carbon Steel Forgings For Piping ApplicationsDocument5 pagesCarbon Steel Forgings For Piping ApplicationsFYNo ratings yet
- Wrought Ferritic, Ferritic/Austenitic, and Martensitic Stainless Steel Piping FittingsDocument8 pagesWrought Ferritic, Ferritic/Austenitic, and Martensitic Stainless Steel Piping Fittingsrgi178No ratings yet
- Seamless and Welded Ferritic/Austenitic Stainless Steel PipeDocument10 pagesSeamless and Welded Ferritic/Austenitic Stainless Steel Pipemohamed senoussiNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Optex Vibro DatasheetDocument2 pagesOptex Vibro DatasheetGabriel ChiriacNo ratings yet
- Pilz PNOZ 3 DatasheetDocument5 pagesPilz PNOZ 3 DatasheetIsrael De LeonNo ratings yet
- Dual-band patch antenna for 5G applicationsDocument3 pagesDual-band patch antenna for 5G applicationsHarini VemulaNo ratings yet
- Input Tax Credit (TC)Document128 pagesInput Tax Credit (TC)Sidhant GoyalNo ratings yet
- Liftking Forklift PDIDocument1 pageLiftking Forklift PDIManual ForkliftNo ratings yet
- Boiler Commissioning Procedure1Document62 pagesBoiler Commissioning Procedure1Okeyman100% (1)
- Soy Candle ModuleDocument17 pagesSoy Candle ModuleCla Rence0% (2)
- Performance Appraisal at UFLEX Ltd.Document29 pagesPerformance Appraisal at UFLEX Ltd.Mohit MehraNo ratings yet
- ACCO 20073 Backflush CostingDocument2 pagesACCO 20073 Backflush CostingMaria Kathreena Andrea AdevaNo ratings yet
- The Delta-Sigma Modulator: A Circuit For All SeasonsDocument6 pagesThe Delta-Sigma Modulator: A Circuit For All SeasonsSohaib AkhtarNo ratings yet
- Electrical design for proposed residential buildingDocument24 pagesElectrical design for proposed residential buildingMALABIKA MONDALNo ratings yet
- Licence Acoknowledgement SlipDocument1 pageLicence Acoknowledgement SlipBicky ChoudhuryNo ratings yet
- Module 4 - Nursing Process and Administration-PharmaDocument13 pagesModule 4 - Nursing Process and Administration-PharmaKelsey MacaraigNo ratings yet
- Benguet Management v. Keppel BankDocument3 pagesBenguet Management v. Keppel BankChester BryanNo ratings yet
- Highh Mast LightingDocument6 pagesHighh Mast LightingAsghar KhanNo ratings yet
- United States Government and PoliticsDocument21 pagesUnited States Government and PoliticsTony BuiNo ratings yet
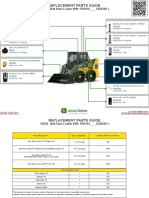
- 312GR Skid Steer Loader PIN 1T0312G G366358 Replacement Parts GuideDocument3 pages312GR Skid Steer Loader PIN 1T0312G G366358 Replacement Parts GuideNelson Andrade VelasquezNo ratings yet
- Microeconomics Primer 1Document15 pagesMicroeconomics Primer 1md1sabeel1ansariNo ratings yet
- Sub Engineer Test Model PaperDocument8 pagesSub Engineer Test Model PaperZeeshan AhmadNo ratings yet
- OSN 9800 U64, U32, U16, UPS Installation GuideDocument157 pagesOSN 9800 U64, U32, U16, UPS Installation GuidedonekeoNo ratings yet
- Project-Based Learning Lesson PlanDocument5 pagesProject-Based Learning Lesson Planapi-324732071100% (1)
- Dynamic Arc Recognition and TerminationDocument12 pagesDynamic Arc Recognition and TerminationArun BabuNo ratings yet
- Group 3 - Brand Architecture Assignment IDocument9 pagesGroup 3 - Brand Architecture Assignment IShijin SreekumarNo ratings yet
- Volume 7 Issue 4Document12 pagesVolume 7 Issue 4thestuyvesantstandardNo ratings yet
- Nitric Acid - Nitrous Acid - Nitrogen Oxides - Ullman's EncyclopediaDocument49 pagesNitric Acid - Nitrous Acid - Nitrogen Oxides - Ullman's Encyclopediapoly6icsNo ratings yet
- Judicial Watch Vs State Dept Stephen Mull DepositionDocument415 pagesJudicial Watch Vs State Dept Stephen Mull DepositionThe Conservative Treehouse100% (1)
- Product Information Flyer: Producto RI-923Document2 pagesProduct Information Flyer: Producto RI-923sobheysaidNo ratings yet
- Databases 2 Exercise Sheet 4Document2 pagesDatabases 2 Exercise Sheet 4Shivam ShuklaNo ratings yet
- CSC V CADocument2 pagesCSC V CAAllen GrajoNo ratings yet
- Notaries Act 1999 rules for Dutch notariesDocument45 pagesNotaries Act 1999 rules for Dutch notariesAnt1603No ratings yet