You might also like
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Chapter 4 (A) General Theory & Two Phase SeparatorsDocument139 pagesChapter 4 (A) General Theory & Two Phase Separatorsdinesh_hsenid100% (2)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Fundamentals of Gas Lift Engineering: Well Design and TroubleshootingFrom EverandFundamentals of Gas Lift Engineering: Well Design and TroubleshootingRating: 5 out of 5 stars5/5 (2)
- Design of AbsorberDocument18 pagesDesign of AbsorberAdeel Ahmed100% (2)
- Introduction to Separators: Key Concepts and Design Factors in 40 CharactersDocument37 pagesIntroduction to Separators: Key Concepts and Design Factors in 40 Charactersjps21No ratings yet
- CHE504 - Lab Report On Gas Absorption L8 PDFDocument23 pagesCHE504 - Lab Report On Gas Absorption L8 PDFRakesh KumarNo ratings yet
- 3.4 SeparatorDocument44 pages3.4 SeparatorzamirbabiNo ratings yet
- Design of spray tower quencherDocument8 pagesDesign of spray tower quencherHendrik Panthron Pangarso Mursid100% (1)
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Cyclone Seperator Experimental ManualDocument12 pagesCyclone Seperator Experimental ManualShoaib PathanNo ratings yet
- Absorption & Stripping: Senior Design CHE 396Document44 pagesAbsorption & Stripping: Senior Design CHE 396PIratȅ IlıNo ratings yet
- Gas Absorption Tower: Types, Comparison to Distillation & Design FactorsDocument22 pagesGas Absorption Tower: Types, Comparison to Distillation & Design FactorsSoma BerwariNo ratings yet
- Deaerator design and operation for corrosion preventionDocument36 pagesDeaerator design and operation for corrosion preventionPrudhvi Raj100% (1)
- Gas AbsorptionDocument12 pagesGas Absorptionaya mahmoudNo ratings yet
- Absorption SumaDocument6 pagesAbsorption SumaLulav BarwaryNo ratings yet
- Distillation Absorption StrippingDocument6 pagesDistillation Absorption StrippingLulav BarwaryNo ratings yet
- DeaeratorsDocument7 pagesDeaeratorsMalik Marghoob KhanNo ratings yet
- Chapter 1 - SEPARATIONDocument41 pagesChapter 1 - SEPARATIONhafizulhakim02No ratings yet
- Chapter 1 Introduction: 1.1 Stripping MethodDocument5 pagesChapter 1 Introduction: 1.1 Stripping MethodBishal LamichhaneNo ratings yet
- Thin Film Deposition TechniquesDocument13 pagesThin Film Deposition TechniquesGaganpreetSinghNo ratings yet
- Design Review of AbsorbersDocument46 pagesDesign Review of AbsorbersAngelik MoralesNo ratings yet
- Distillation Absorption StrippingDocument12 pagesDistillation Absorption StrippingLulav BarwaryNo ratings yet
- Absorption and StrippingDocument40 pagesAbsorption and StrippingSamarth MinochaNo ratings yet
- Gas Absorption Process DesignDocument14 pagesGas Absorption Process DesignBasseyNo ratings yet
- MASS TRANSFER ABSORPTIONDocument27 pagesMASS TRANSFER ABSORPTIONesra göçenNo ratings yet
- Absorption: Understanding Gas Absorption Process and Equipment DesignDocument11 pagesAbsorption: Understanding Gas Absorption Process and Equipment DesignLulav BarwaryNo ratings yet
- AbsorptionDocument11 pagesAbsorptionLulav BarwaryNo ratings yet
- AbsorptionDocument11 pagesAbsorptionLulav BarwaryNo ratings yet
- Packing FactorDocument80 pagesPacking FactorRabya Sana100% (1)
- Feed Water Deaeration in Thermal Power PlantDocument46 pagesFeed Water Deaeration in Thermal Power PlantAshwani Dogra100% (2)
- Flare SystemDocument25 pagesFlare SystemganeshdhageNo ratings yet
- CONTROL AIR POLLUTANTS GASEOUS EMISSIONDocument18 pagesCONTROL AIR POLLUTANTS GASEOUS EMISSIONfromashokNo ratings yet
- Lab 04Document7 pagesLab 04Areeba NaqviNo ratings yet
- Sieve Plate Distillation ExperimentDocument18 pagesSieve Plate Distillation ExperimentAmoluck BhatiaNo ratings yet
- Ammonia Water Steam StrippingDocument17 pagesAmmonia Water Steam Strippingkomalrana2007100% (3)
- Japan-Philippine Steel Manufacturing Corporation: Acid Fumes ScrubberDocument84 pagesJapan-Philippine Steel Manufacturing Corporation: Acid Fumes ScrubberLuis UrzoNo ratings yet
- Ion Exchange: Application of Ion Exchanger Water SofteningDocument7 pagesIon Exchange: Application of Ion Exchanger Water SofteningListo A4No ratings yet
- Lab 06Document8 pagesLab 06Areeba NaqviNo ratings yet
- Gas Drying EquipmentDocument6 pagesGas Drying EquipmentJustin Paul CongeNo ratings yet
- Aceite y GasDocument18 pagesAceite y GasIvan E.P.MendozaNo ratings yet
- Separation of Oil, GasDocument81 pagesSeparation of Oil, Gasnilay05100% (4)
- Lecture Slides CPE 676 - Absorption & AdsorptionDocument56 pagesLecture Slides CPE 676 - Absorption & AdsorptionLim Ying PeiNo ratings yet
- Chapter 4 SeparatorsDocument109 pagesChapter 4 Separatorsdinesh_hsenid100% (1)
- Aqm Assignment 2Document44 pagesAqm Assignment 2nithin M SNo ratings yet
- Design of Packed Absorption Tower Using One Inch Ceramic BerlDocument86 pagesDesign of Packed Absorption Tower Using One Inch Ceramic BerlObiora IfeyinwaNo ratings yet
- ONGCDocument12 pagesONGCSanskriti GhisingNo ratings yet
- State of Libya University Al-Mergib Faculty Engineering Department Engineering Chemical & PetroleumDocument12 pagesState of Libya University Al-Mergib Faculty Engineering Department Engineering Chemical & PetroleumSiraj AL sharif100% (1)
- 2022 Practical Guide-Gas AbsorptionDocument9 pages2022 Practical Guide-Gas AbsorptionBabalo MapindaNo ratings yet
- Natural Gas Quality Enhancement: Training Report ONDocument20 pagesNatural Gas Quality Enhancement: Training Report ONRajkishan GuptaNo ratings yet
- CHAPTER 4 Separation and ProcessingDocument73 pagesCHAPTER 4 Separation and Processingfaitholiks841No ratings yet
- Designing of AbsorbersDocument11 pagesDesigning of AbsorbersKhaqan AminNo ratings yet
- Applied DISTILLATION ADDEDDocument7 pagesApplied DISTILLATION ADDEDSidra YousafNo ratings yet
- Solvent DegreasingDocument16 pagesSolvent DegreasingAndi DaudNo ratings yet
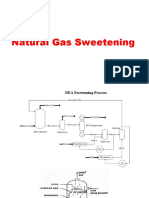
- Natural Gas Sweetening Processes and TechnologiesDocument22 pagesNatural Gas Sweetening Processes and TechnologiesMALIK ZARYABBABARNo ratings yet
- Boiler - FinalDocument73 pagesBoiler - FinalMohit GauttamNo ratings yet
- Net Positive Suction Head for Rotodynamic Pumps: A Reference GuideFrom EverandNet Positive Suction Head for Rotodynamic Pumps: A Reference GuideRating: 5 out of 5 stars5/5 (1)
- Contemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsFrom EverandContemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsNo ratings yet
- Thermal Conductivity of Composite Wall ManualDocument11 pagesThermal Conductivity of Composite Wall ManualShoaib PathanNo ratings yet
- Air Purgr Level Indicator Experimental ManualDocument8 pagesAir Purgr Level Indicator Experimental ManualShoaib PathanNo ratings yet
- Froth Floatation Cell ManualDocument9 pagesFroth Floatation Cell ManualShoaib PathanNo ratings yet
- Measuring Thermal ConductivityDocument10 pagesMeasuring Thermal ConductivityShoaib PathanNo ratings yet
- Flash Point ApparatusDocument9 pagesFlash Point ApparatusShoaib PathanNo ratings yet
- Ball Mill Experimental ManualDocument14 pagesBall Mill Experimental ManualShoaib PathanNo ratings yet
- Melting Point ManualDocument8 pagesMelting Point ManualShoaib PathanNo ratings yet
- Water Cooling Tower Experimental ManualDocument12 pagesWater Cooling Tower Experimental ManualShoaib PathanNo ratings yet
- Manual of Air Purge Level Indicator, DoneDocument8 pagesManual of Air Purge Level Indicator, DoneShoaib PathanNo ratings yet
- Fixed Bed Reactor Experimental ManualDocument10 pagesFixed Bed Reactor Experimental ManualShoaib PathanNo ratings yet
- Fixed Bed Reactor Experimental ManualDocument10 pagesFixed Bed Reactor Experimental ManualShoaib PathanNo ratings yet