Production Technologies
Introduction to Separators
�Introduction to Separators: Course Objectives
After completing this module, you should be able to :
1. Understand why separators are important and generic types
available
2. Learn where separators are located in the process and what
function they serve
3. Be able to enumerate the key factors that effect separation design
and selection
4. Understand and define the fours (4) distinct sections of a separator
5. Learn why retention time is important and how to calculate it for
any vessel
6. Understand and describe the key internal parts of a separator,
[inlet/wave breakers/demisters]
7. Recognize why and define the differences between a horizontal or
vertical separator
8. Understand and identify key operational issues in separators such
as foam, re-entrainment, paraffin, or blowby.
�Introduction
�Introduction
A typical oil & gas facility
1. As highlighted in previous
A schematic example of an oil and gas process system
modules oil and gas production
system consist of the following
segments:
a. Wellhead
b. Manifold/Gathering
c. Separator
d. Gas compressor
e. Pipeline
f. Some optional facilities may be
required
I. Heat exchanger
II. Scrubber and Reboiler
2. In this module we will discuss
the flow out of a pipeline into
the manifold and then into
separator/s.
�Introduction
Manifold/Gathering
1. Individual wells are brought into the
production process facilities using a
network of gathering pipelines that
are then connected to a production
manifold system.
2. The manifolds control production
flow by well set or group and
evenly distribute flow where more
than one process train is available.
3. Manifolds can be placed on surface,
on platform or on seafloor,
depending on the production system.
Example manifold systems
�Introduction
Produced Fluids and Separators
1. As noted in earlier modules produced fluids are complex
2.
3.
4.
5.
6.
7.
mixtures with different densities, vapor pressures, and other
physical characteristics.
As these fluids flow from the petroleum reservoir, they
experience pressure and temperature reductions.
Gases evolve from the liquids and the fluid/s chemistry change.
The velocity of the gas carries liquid droplets, the liquid carries
gas bubbles.
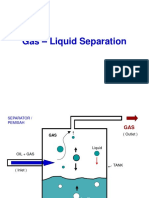
The goal for an ideal separator is to separate the well stream
into liquid-free gas and gas-free liquid.
Ideally, the gas and liquids reach equilibrium at the existing
conditions of pressure and temperature within the vessel.
In some cases, the process equipment and conditions
downstream of a separator will dictate the necessary degree of
separation.
�Introduction
Produced Fluids and Separators
8. Gas, oil and water separation was achieved by the difference in
gravity, or weight, of each fluid.
9. Production separator do the same job, except they are built to
handle a continuous-flow stream and have features to improve
separation efficiency under flow conditions.
10. A oil and gas separator are designed to mechanically separate the
liquid and gas components at a given temperature and pressure.
11. Proper separator design is important as a separator vessel is
normally the initial processing vessel and improper design can
"bottleneck" or reduce the capacity of the entire facility.
�Introduction
Separator Types
1. Separators are classified
as "two-phase" if they
separate gas from the total
liquid stream and "threephase" if they also
separate the liquid stream
into its crude oil and water
components.
2. Separators are sometimes
called "gas scrubbers"
when the ratio of gas rate
to liquid rate is very high.
3. Some operators use the
term "traps" to designate
separators that handle
flow directly from wells.
�The Separation Process
�The Separation Process
FACTORS AFFECTING SEPARATION
1. The physical and chemicals characteristics of the flow stream will
greatly affect the design and operation of a separator.
2. The following factors are used to select a separator and are
important when trying to identify an operating problem :
a. Proportions of gas and liquids composing the inlet stream.
b. Differences between the densities of the gas and liquids.
c. Differences between the viscosities of the gas and liquids.
d. Temperature and pressure at which separation is to be made.
e. Gas and liquid flow rates (minimum, average, and peak)
f. Operating and design pressures and temperatures
g. Surging or slugging tendencies of the feed streams
h. Presence of impurities (paraffin, sand, scale, etc.)
i. Foaming tendencies of the crude oil
j. Corrosive tendencies of the liquids or gas
k. Particle sizes of liquids in the gas phase or gas in the liquid phase.
l. Identification of impurities such as H 2S, CO2, pipe scale, dust, etc
�The Separation Process
All separators have at least three and
usually four sections comprising the
separation process:
1. The primary separation section
2. The secondary separation section
3. The liquid accumulation section
4. The mist extractor section
�The Separation Process
Primary Separator Section
1. This section is the portion of the vessel adjacent to the inlet where
the energy of the entering well stream is dissipated.
2. The purpose of this section is to make the initial separation of liquid
from gas using deflectors or impingement baffles.
3. The bulk of the liquid is diverted to the liquid accumulation section.
4. The larger quantities of liquid and large liquid drops immediately
start falling as a result of the gravitational force.
5. In vertical separators, the inlet deflector forces the liquid to change
direction toward the vessel shell where it spreads out in a thin film,
allowing solution gas to break out.
6. In horizontal separators, the liquid is usually directed against a
deflector plate which may or may not be dish shaped. The liquid is
thrown against the vessel shell to divert it from the main gas stream
and allow rapid release of solution gas.
7. In some cases, impingement baffles are used in horizontal separators
to break the liquid stream into smaller streams and droplets so that
solution gas can be more readily released.
�The
Separation
Process
1. The immediately beyond the inlet deflector, between
Secondary Separator Section
the liquid accumulation section, and the mist extractor
(or outlet head where a mist extractor is not used) is
called the secondary separation section.
2. In this section the velocity of the gas and liquid is
reduced because of the increased cross-sectional area.
3. Velocity reduction allows the liquid particles to begin
falling toward the liquid accumulation section as a result
of gravitational force on the mass of the liquid particle.
4. In vertical separators the upward gas velocity tends to
counter the gravitational force effect on the liquid
particles. If the particle is large, the gravitational force
will be the greater force and the particle will settle to
the bottom.
�The Separation Process
Secondary Separator Section
5. Very small particles will be carried along with the gas as
entrainment and will leave the separator, if not removed
by some other device such as a mist extractor.
6. In horizontal separators the drag force is exerted at right
angles to the gravitational force and does not hinder the
particles' fall to the liquid accumulation section.
7. The resultant path of the particle is a diagonal path or
trajectory toward the outlet of the separator.
8. The horizontal separator must be large enough in crosssection and long enough so the reduction of the gas
velocity and the diagonal paths for the bulk of the liquid
particles will carry them into the liquid accumulation
section.
�The Separation Process
Liquid Accumulation Section
1. All separators provide an area for collected liquid from the primary
separation and secondary separation sections and the mist extractor.
2. The liquid retention time is normally one minute for two phase (i.e.,
liquid-gas) separation. This will normally allow time for the solution
gas to break out of the accumulated liquid.
3. In vertical separators a baffle plate is positioned between the liquid
accumulation section and the secondary separation section to limit reentrainment of liquid into gas and minimize wave action/turbulence
on the liquid surface which may upset the level control system.
4. Horizontal separators utilize approximately half of the cross-section
for liquid accumulation but have less surge capacity than vertical
separators.
5. Importantly in Horizontal separators the large surface area of the
gas liquid interface provides excellent release of solution gas.
6. In both separators wave breakers or stilling baffles may be used to
stop wave action caused by gas eddy currents near the gas-liquid
interface to prevent liquid re-entrainment into the gas stream.
�The Separation Process
Retention Time
1. An important concept unique to each facility is retention time
as this ensures liquid and gas resident reach equilibrium at
separator pressure a certain liquid storage is required.
2. Retention Time" or the average time a molecule of liquid is
retained in the vessel assuming plug flow. Retention time may
be defined as the volume of the liquid storage section in the
vessel divided by the liquid flow rate.
3. For most applications retention times of between 30 seconds
and 3 minutes have been found to be sufficient. [Examples below]
4. Where foaming crude is present retention times up to four
times this amount may be needed.
Two-Phase Separators
Oil Gravity
>35 API
20 to 30 API
10 to 20 API
Three-Phase Separators
Retention Time
(Minutes)
1
1-2
2-4
Oil Gravity
Retention Time
(Minutes)
>35 API
<35 API @ 38 C
<35 API @ 26 C
<35 API @ 16 C
3-5
5-10
10-20
20-30
�VESSEL INTERNALS
Mist Extraction Section
1. The purpose of the mist extraction section is to condition the gas.
2. The two types of mist extractors most commonly used in
oil and gas separators are knitted wire mesh and vanes.
a. Mist extractors cause small entrained particles [liquid
droplets] to impinge on the matted wires and coalesce into
larger droplets.
b. When the droplets reach sufficient size to overcome the lifting
force imposed by the gas velocity, they will fall into the liquid
accumulation section of the separator.
c. The effectiveness of wire mesh depends largely on the gas
flow operating in design criteria velocity range.
d. If the velocities are too high, the liquids knocked out will be
re-entrained.
e. If the velocities are low, the vapor just drifts through the
mesh element without the droplets impinging and coalescing.
�The Separation Process
FACTORS AFFECTING SEPARATION
A summary of the key functions of the Separation
Process are graphically presented below
�Vessel Internals
�VESSEL INTERNALS
Inlet Diverters
1. There are many types of inlet diverters. The two main types are baffle
plates and centrifugal diverters.
2.
A baffle plate can be
a. a spherical dish, flat plate, angle iron, cone, or just about
anything that will accomplish a rapid change in direction and
velocity of the fluids and thus disengage the gas and liquid.
b. Design of the baffles is governed principally by the structural
supports required to resist the impact-momentum load.
c. The advantage of using devices such as a half sphere or cone is
that they create less disturbance than plates or angle iron,
cutting down on re-entrainment or emulsifying problems.
�VESSEL INTERNALS
Inlet Diverters
3. Centrifugal inlet diverters use
centrifugal force, rather than
mechanical agitation, to disengage the
oil and gas.
a. These devices can have a
cyclonic chimney or may use a
tangential fluid race around
the walls.
b. Centrifugal inlet diverters are
proprietary but generally use
an inlet nozzle sufficient to
create a fluid velocity of about
20 fps.
c. Centrifugal diverters work well
in initial gas separation and
help to prevent foaming in
crudes
An example of a centrifugal inlet diverter
�VESSEL INTERNALS
Wave Breakers
1. In long horizontal vessels it is necessary
to install wave breakers, which are
nothing more than vertical baffles
spanning the gas-liquid interface and
perpendicular to the flow.
Defoaming Plates
2. Foam at the interface may occur when
gas bubbles are liberated from the liquid.
3. An effective solution is to force the foam
to pass through a series of inclined
parallel plates or tubes [as shown in the bottom
photo] so as to aid in coalescence of the
foam bubbles.
4. Many times this foam must be stabilized
with the addition of chemicals at the inlet
as a foam issue was not identified during
the design phase.
�VESSEL INTERNALS
Mist Extractor
1. Knitted Wire Extractors consist of
horizontal or vertical pads of knitted
stainless steel or monel wire mesh
either in layers or wound,
2. On vertical separators the pad is
placed in the horizontal position near
the top of the vessel.
3. Horizontal separators use vertical
pads near the gas outlet end.
4. The pads are generally 4" to 6" thick
and can vary depending upon the
particle size to be removed and the
efficiency of removal desired.
5. Wire mesh mist extractors normally
are designed to remove 99% of all
liquid particles which are 10 microns
or larger.
Example wire mesh mist eliminator
(photo courtesy of AMISTCO Industries]
�VESSEL INTERNALS
Vane Type Mist Extractors
1. Vane type mist extractors are
most efficient where large
volumes of gas must be handled
with small liquid loads.
2. Vane-type eliminators are sized
by manufacturers to assure both
laminar flow and minimum
pressure drop.
3. Vane extractors consist of a
series of parallel impingement
baffles which provide the
surface area for entrained
particles to collide and coalesce
into larger drops.
�VESSEL INTERNALS
Vane Type Mist Extractors
1. Vane eliminators force the gas flow
to be laminar between parallel plates
that contain directional changes.
2. The vanes are also arranged to cause
the gas stream to change direction
and velocity;
a. Creating a centrifugal force
and
b. Improving the collection and
coalescing of the small liquid
particles.
3. Vane type mist extractors are the
best units to use with fluids
containing paraffin or wax since they
do not plug as readily as the knitted
wire mist units.
Example vane mist eliminator (photo
courtesy of AMISTCO Industries]
�VESSEL INTERNALS
Vortex Breaker
1. Liquid outlet connections in either
vertical or horizontal separators
are usually located as far away
from the inlet as possible to assure
maximum liquid retention time and
to keep a vortex from developing
when the control valve is open.
2. Most outlets are also designed with
anti-vortex baffles or siphon type
drains to prevent vortex
development.
3. Development of a vortex at the
liquid outlet can cause gas to be
re-entrained in the liquid being
discharged.
�Separator Vessel Types
�Separator Vessel Types
Horizontal Separators
1. Horizontal separators are ideally suited to high gas-oil ratios,
constant flow, and small liquid surge characteristics.
2. In addition to being easier to hook-up, easier to service, and
easier to skid-mount, horizontal separators can be stacked in
piggy-back fashion to form stage separation assemblies and
minimize horizontal space requirements.
3. Horizontal separators are smaller and less expensive than
vertical separators for a given gas capacity. Horizontal
separators have a much greater gas-liquid interface area
than other types, which aids in the release of solution gas
and reduction of foam.
4. Use is best suited for liquid-liquid-gas, or three phase,
separations because of the large interfacial area available
between the two liquid phases.
5. A de-foaming section is used when severe foaming of the
inlet stream is anticipated.
�Separator Vessel Types
Horizontal Separator Ideal Application;
1. Areas where there are vertical
height limitations.
2. Foamy production where the larger
liquid surface area available will
allow greater gas breakout and
foam breakdown.
3. Three phase separation applications
for efficient liquid-liquid separation.
4. Upstream of process equipment,
which will not tolerate entrained
liquid droplets in the gas.
5. Downstream of equipment causing
liquid formation.
6. Hydrocarbon fluid streams with a
high gas to oil ratio and constant
flow with little or no liquid surges.
�Separator Vessel Types
Vertical Separator
1. Vertical Separators are typically used in
areas having horizontal space limitations,
but little or no vertical height limitations.
2. Vertical Separators Handle low to
moderate Gas to Oil ratio production
3. Vertical Separators are more capable of
handling large slugs of liquids
4. Vertical Separators are well suited for
removal of excessive quantities of sand,
mud, and sediment.
5. Because the natural upward flow of gas
opposes the falling liquid droplets,
vertical separators may be larger and
more expensive than a horizontal
separator for the same gas handling
capacity.
�POTENTIAL OPERATING PROBLEMS
�POTENTIAL OPERATING
PROBLEMS
Foamy Crudes
1. The major cause of foam in crude oil is of impurities which
are impractical to remove before the stream reaches the
separator.
2. Foam typically presents no problem within a separator if the
internal design assures adequate time or sufficient coalescing
surface for the foam to "break.
�POTENTIAL OPERATING
PROBLEMS
Foamy Crudes
3. Foaming in a separator vessel is a
threefold operating problem:
a. Mechanical control of the liquid level is
aggravated because any control device
must deal with essentially three liquid
phases instead of two.
b. Foam has a large volume-to-weight ratio.
Therefore, it can occupy much of the
vessel space that would otherwise be
available in the liquid collecting or
gravity settling sections.
c. In an uncontrolled foam bank, it becomes
impossible to remove separated gas or
degassed oil from the vessel without
entraining some of the foamy material in
either the liquid or gas outlets.
�POTENTIAL OPERATING PROBLEMS
Foamy Crudes
4. The amount of foam noted is dependent on the pressure
drop to which the inlet liquid is subjected, as well as the
characteristics of the liquid at separator conditions.
5. In some cases, the effect of temperature may be
significant.
6. Chemicals to prevent foam often will do a good job in
increasing the capacity of a given separator.
7. However, the use of an effective depressant should not be
assumed because characteristics of the crude and of the
foam may change during the life of the field.
�POTENTIAL OPERATING PROBLEMS
Re-entrainment
1. Re-entrainment is a phenomenon caused by high gas
velocity at the gas-liquid interface of a separator.
a. Momentum transfer from the gas to the liquid causes
waves and ripples in the liquid
b. Then droplets are broken away from the liquid phase
and carried in the gas.
2. Re-entrainment should be considered where highpressure separators are sized on gas-capacity
constraints.
3. Re-entrainment is more likely to occur at higher
operating pressures (>1,000 psig) and higher oil
viscosities (<30 API).
�POTENTIAL OPERATING PROBLEMS
Paraffin
1. Separator operation can be adversely affected by
an accumulation of paraffin.
2. Coalescing plates in the liquid section and mesh
pad mist extractors in the gas section are
particularly prone to plugging by accumulations of
paraffin.
3. Where it is determined that paraffin is an actual or
potential problem, the use of plate-type or
centrifugal mist extractors should be considered.
4. Important to successful operation is maintaining
the process fluid temperature above the cloud
point of the crude oil.
�POTENTIAL OPERATING PROBLEMS
Sand
1. Sand production may cause
a. Cutout of valve trim,
b. Plugging of separator
internals, and
c. Accumulation that reduces
vessel volume in the
bottom of the separator.
2. Special hard trim [Corrosion
Resistant Alloys] can
minimize the effects of sand
on the valves.
3. Accumulations of sand can
be alleviated by the use of
sand jets and drains.