Professional Documents
Culture Documents
Nil Mag 3 Staal 2021 Wps-En
Uploaded by
HJCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Nil Mag 3 Staal 2021 Wps-En
Uploaded by
HJCopyright:
Available Formats
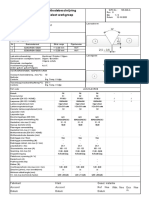
Lasmethodebeschrijving WPS Nr.
: 135-330-A
Rev. 0
WPSelect werkgroep Blz. 1 /2
Datum 8-2-2021
Klant: NIL Lasnaadvorm
Project: NIL HVO MAG 3 ST
Order nummer klant: -
Ordernummer fabrikant: -
Toepassing:
Proces(-sen) (iso/asme): 135/GMAW
LMK Nr:
Tekening / Object nr: -
Nr Basismateriaal Dikte range Pijpdiameter
1 S235JR/EN-10025 = 10,00 mm NVT
2 S235JR/EN-10025 = 10,00 mm NVT
Laskantvoorbewerking: N.V.T. Lasvolgorde
Schoonmaken voor/tijdens lassen: Slijpen / Borstelen
Aanbouw: Volgens schets
Werkplaats, montagelas: -
Voorbewerking tegenlaag: N.V.T.
(indien gutsen: gutsen+slijpen)
VOORVERWARMEN; TEMPERATUREN
Voorwarm-/werkstuktemp., min (°C): 10
Methode: -
Controle: Dig. Temp. / Krijtje
Tussenlaag-(max)handhaaftemp(°C): 275 / -
Controle: -
Ref. code LASVOLGORDE
Betreft Fill / Cap - - - -
Snoernummer A1
Laspositie (EN ISO / ASME) PF/3F / / / /
Lasproces (EN ISO / ASME) 135/GMAW / / / /
Lastoevoegmateriaal merk Input school
Lastoevoegmateriaal type 11Zie ISO code
Diameter lastoevoegmateriaal (mm) 1,0
Laspoeder merk
Laspoeder type
Beschermgastype (EN ISO) M21
Beschermgassamenstelling (%) 80%Ar/20%CO2
Gasdebiet, min-max (l / min) 12 - 15
Gascup diameter (mm) 18,00
Plasmagas-samenstelling
Gasdebiet min-max ( l / min)
Wolframelectrode (EN ISO / ASME)
Wolframelectrode diameter (mm) -
Backinggas (Ja / Nee) Nee
Backinggas samenstelling (%) -
Backinggas debiet, min-max (l / min) -
polariteit (DC / AC) DC +
Stroomsterkte, min-max (A) 115 - 120
Spanning, min-max (V) 18,00 - 20,00
Druppelovergang Kortsluit boog
Piekstroom, spanning (A / V)
Basisstroom (A) -
Pulsfrequentie (Hz) -
Balans (%) -
Voortloopsnelheid, min-max (cm / min) 7,00 - 9,00
Zwaaien (ja/nee), max breedte(mm) Nee
Minimum uittreklengte (mm) -
H.I. min-max (kJ/mm) (k-factor) 1,10-1,65 (0,8)
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-330-A
Rev. 0
WPSelect werkgroep Blz. 2 /2
Datum 8-2-2021
Nr. Basismateriaal P.Nr G.Nr S.Nr AWS EN/ISO
1 S235JR/EN-10025 1 1 - 1.1
2 S235JR/EN-10025 1 1 - 1.1
LASTOEVOEGMATERIAAL Fill / Cap
Massief / gevulde draad Massieve draad/staaf
ASME F-Nr 6
ASME A-Nr -
SFA Specificatie A5.18
AWS Classificatie ER70S-6
EN ISO Codering G 42 4 M G3 Si1
Merk Input school
Type 11Zie ISO code
Hand/machine/half auto./automatisch Manual
Enkelvoudig/meervoudig electrode -
Draadaanvoersnelheid, min-max m/min -
Pendelen (Ja / Nee) Nee
Pendelbreedte, min - max (mm) -
Pendelfrequentie (Hz) -
TECHNIEK
Eén / tweezijdig lassen: Enkelzijdig Neergesmolten laagdikte
Eén / meer snoeren per zijde: Enkelv.
Uitsteeklengte (± 5 mm): 15 Proces max. (mm)
Afstand tussen electroden (mm): - (EN ISO / ASME)
Hameren (Ja / Nee): Nee
135/GMAW 6
Meesmeltend inzetstuk: -
Backingstrip (Ja / Nee): Nee -/- -
Type backingstrip: - -/- -
WARMTEBEHANDELING NA LASSEN Minimum afstand van oppervlak
Toepassen (Ja / Nee): Nee tot smeltlijn bij plateren (mm)
Plaatselijk of in een oven: -
Gloeitemperatuur, min - max (°C): / Informatie kerftaaiheid (NIL/LMK)
Gloeitijd, min - max (min): / LMK bij T < 20°C (Ja / Nee): Nee
Opwarmsnelheid, max (°C / h): - LMK temperatuur (°C): -
Afkoelsnelheid, max (°C / h): -
Dikte proefstuk LMK
Eindtemperatuur, max (°C): -
Gloeiprocedure Ref.nr.: - indien kerfslagbeproeving -
(mm):
Aanbevolen LMK om een zo groot mogelijk geldigheidsgebied af te dekken: NIL LMK Ref.nr.:
Opmerkingen
Ref codes EN ISO 15609-1
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-330-B
Rev. 0
WPSelect werkgroep Blz. 1 /2
Datum 8-2-2021
Klant: NIL Lasnaadvorm
Project: NIL HVO MAG 3 ST
Order nummer klant: -
Ordernummer fabrikant: -
Toepassing:
Proces(-sen) (iso/asme): 135/GMAW
LMK Nr:
Tekening / Object nr: -
Nr Basismateriaal Dikte range Pijpdiameter
1 S235JR/EN-10025 = 10,00 mm NVT
2 S235JR/EN-10025 = 10,00 mm NVT
Laskantvoorbewerking: N.V.T. Lasvolgorde
Schoonmaken voor/tijdens lassen: Slijpen / Borstelen
Aanbouw: Volgens schets
Werkplaats, montagelas: Shop
Voorbewerking tegenlaag: N.V.T.
(indien gutsen: gutsen+slijpen)
VOORVERWARMEN; TEMPERATUREN
Voorwarm-/werkstuktemp., min (°C): 10
Methode: -
Controle: Dig. Temp. / Krijtje
Tussenlaag-(max)handhaaftemp(°C): 275 / -
Controle: -
Ref. code LASVOLGORDE
Betreft Fill / Cap Fill / Cap Fill / Cap - -
Snoernummer A1 A2 A3
Laspositie (EN ISO / ASME) PB/2F PB/2F PB/2F / /
Lasproces (EN ISO / ASME) 135/GMAW 135/GMAW 135/GMAW / /
Lastoevoegmateriaal merk Input school Input school Input school
Lastoevoegmateriaal type 11Zie ISO code 11Zie ISO code 11Zie ISO code
Diameter lastoevoegmateriaal (mm) 1,0 1,0 1,0
Laspoeder merk
Laspoeder type
Beschermgastype (EN ISO) M21 M21 M21
Beschermgassamenstelling (%) 80%Ar/20%CO2 80%Ar/20%CO2 80%Ar/20%CO2
Gasdebiet, min-max (l / min) 12 - 15 12 - 15 12 - 15
Gascup diameter (mm) 18,00 18,00 18,00
Plasmagas-samenstelling
Gasdebiet min-max ( l / min)
Wolframelectrode (EN ISO / ASME)
Wolframelectrode diameter (mm) - - -
Backinggas (Ja / Nee) Nee Nee Nee
Backinggas samenstelling (%) - - -
Backinggas debiet, min-max (l / min) - - -
polariteit (DC / AC) DC + DC + DC +
Stroomsterkte, min-max (A) 210 - 215 210 - 215 180 - 200
Spanning, min-max (V) 25,00 - 27,00 25,00 - 27,00 23,00 - 25,00
Druppelovergang Open Boog Open Boog Open Boog
Piekstroom, spanning (A / V)
Basisstroom (A) - - -
Pulsfrequentie (Hz) - - -
Balans (%) - - -
Voortloopsnelheid, min-max (cm / min) 30,00 - 40,00 30,00 - 40,00 30,00 - 40,00
Zwaaien (ja/nee), max breedte(mm) Nee Nee Nee
Minimum uittreklengte (mm) - - -
H.I. min-max (kJ/mm) (k-factor) 0,63-0,93 (0,8) 0,63-0,93 (0,8) 0,50-0,80 (0,8)
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-330-B
Rev. 0
WPSelect werkgroep Blz. 2 /2
Datum 8-2-2021
Nr. Basismateriaal P.Nr G.Nr S.Nr AWS EN/ISO
1 S235JR/EN-10025 1 1 - 1.1
2 S235JR/EN-10025 1 1 - 1.1
LASTOEVOEGMATERIAAL Fill / Cap Fill / Cap Fill / Cap
Massief / gevulde draad Massieve draad/staaf Massieve draad/staaf Massieve draad/staaf
ASME F-Nr 6 6 6
ASME A-Nr - - -
SFA Specificatie A5.18 A5.18 A5.18
AWS Classificatie ER70S-6 ER70S-6 ER70S-6
EN ISO Codering G 42 4 M G3 Si1 G 42 4 M G3 Si1 G 42 4 M G3 Si1
Merk Input school Input school Input school
Type 11Zie ISO code 11Zie ISO code 11Zie ISO code
Hand/machine/half auto./automatisch Manual Manual Manual
Enkelvoudig/meervoudig electrode - - -
Draadaanvoersnelheid, min-max m/min - - -
Pendelen (Ja / Nee) Nee Nee Nee
Pendelbreedte, min - max (mm) - - -
Pendelfrequentie (Hz) - - -
TECHNIEK
Eén / tweezijdig lassen: Enkelzijdig Neergesmolten laagdikte
Eén / meer snoeren per zijde: Enkelv.
Uitsteeklengte (± 5 mm): 15 Proces max. (mm)
Afstand tussen electroden (mm): - (EN ISO / ASME)
Hameren (Ja / Nee): Nee
135/GMAW 3
Meesmeltend inzetstuk: -
Backingstrip (Ja / Nee): Nee -/- -
Type backingstrip: - -/- -
WARMTEBEHANDELING NA LASSEN Minimum afstand van oppervlak
Toepassen (Ja / Nee): Nee tot smeltlijn bij plateren (mm)
Plaatselijk of in een oven: -
Gloeitemperatuur, min - max (°C): / Informatie kerftaaiheid (NIL/LMK)
Gloeitijd, min - max (min): / LMK bij T < 20°C (Ja / Nee): Nee
Opwarmsnelheid, max (°C / h): - LMK temperatuur (°C): -
Afkoelsnelheid, max (°C / h): -
Dikte proefstuk LMK
Eindtemperatuur, max (°C): -
Gloeiprocedure Ref.nr.: - indien kerfslagbeproeving -
(mm):
Aanbevolen LMK om een zo groot mogelijk geldigheidsgebied af te dekken: NIL LMK Ref.nr.:
Opmerkingen
Ref codes EN ISO 15609-1
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-330-C
Rev. 0
WPSelect werkgroep Blz. 1 /2
Datum 8-2-2021
Klant: NIL Lasnaadvorm
Project: NIL HVO MAG 3 ST
Order nummer klant: -
Ordernummer fabrikant: -
Toepassing:
Proces(-sen) (iso/asme): 135/GMAW
LMK Nr:
Tekening / Object nr: -
Nr Basismateriaal Dikte range Pijpdiameter
1 S235JR/EN-10025 = 10,00 mm NVT
2 S235JR/EN-10025 = 10,00 mm NVT
Laskantvoorbewerking: N.V.T. Lasvolgorde
Schoonmaken voor/tijdens lassen: Slijpen / Borstelen
Aanbouw: Volgens schets
Werkplaats, montagelas: -
Voorbewerking tegenlaag: N.V.T.
(indien gutsen: gutsen+slijpen)
VOORVERWARMEN; TEMPERATUREN
Voorwarm-/werkstuktemp., min (°C): 10
Methode: -
Controle: Dig. Temp. / Krijtje
Tussenlaag-(max)handhaaftemp(°C): 275 / -
Controle: -
Ref. code LASVOLGORDE
Betreft Fill Fill Fill - -
Snoernummer A1 A2 A3
Laspositie (EN ISO / ASME) PD/4F PD/4F PD/4F / /
Lasproces (EN ISO / ASME) 135/GMAW 135/GMAW 135/GMAW / /
Lastoevoegmateriaal merk Input school Input school Input school
Lastoevoegmateriaal type 11Zie ISO code 11Zie ISO code 11Zie ISO code
Diameter lastoevoegmateriaal (mm) 1 1 1
Laspoeder merk
Laspoeder type
Beschermgastype (EN ISO) M21 M21 M21
Beschermgassamenstelling (%) 80%Ar/20%CO2 80%Ar/20%CO2 80%Ar/20%CO2
Gasdebiet, min-max (l / min) 12 - 15 12 - 15 12 - 15
Gascup diameter (mm) 18,00 18,00 18,00
Plasmagas-samenstelling
Gasdebiet min-max ( l / min)
Wolframelectrode (EN ISO / ASME)
Wolframelectrode diameter (mm) - - -
Backinggas (Ja / Nee) Nee Nee Nee
Backinggas samenstelling (%) - - -
Backinggas debiet, min-max (l / min) - - -
polariteit (DC / AC) DC + DC + DC +
Stroomsterkte, min-max (A) 150 - 180 150 - 180 135 - 160
Spanning, min-max (V) 21,50 - 23,00 21,50 - 23,00 20,70 - 22,00
Druppelovergang Kortsluit boog Kortsluit boog Kortsluit boog
Piekstroom, spanning (A / V)
Basisstroom (A) - - -
Pulsfrequentie (Hz) - - -
Balans (%) - - -
Voortloopsnelheid, min-max (cm / min) 15,00 - 20,00 15,00 - 20,00 15,00 - 20,00
Zwaaien (ja/nee), max breedte(mm) Nee Nee Nee
Minimum uittreklengte (mm) - - -
H.I. min-max (kJ/mm) (k-factor) 0,77-1,32 (0,8) 0,77-1,32 (0,8) 0,67-1,13 (0,8)
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-330-C
Rev. 0
WPSelect werkgroep Blz. 2 /2
Datum 8-2-2021
Nr. Basismateriaal P.Nr G.Nr S.Nr AWS EN/ISO
1 S235JR/EN-10025 1 1 - 1.1
2 S235JR/EN-10025 1 1 - 1.1
LASTOEVOEGMATERIAAL Fill Fill Fill
Massief / gevulde draad Massieve draad/staaf Massieve draad/staaf Massieve draad/staaf
ASME F-Nr 6 6 6
ASME A-Nr - - -
SFA Specificatie A5.18 A5.18 A5.18
AWS Classificatie ER70S-6 ER70S-6 ER70S-6
EN ISO Codering G 42 4 M G3 Si1 G 42 4 M G3 Si1 G 42 4 M G3 Si1
Merk Input school Input school Input school
Type 11Zie ISO code 11Zie ISO code 11Zie ISO code
Hand/machine/half auto./automatisch Manual Manual Manual
Enkelvoudig/meervoudig electrode - - -
Draadaanvoersnelheid, min-max m/min - - -
Pendelen (Ja / Nee) Nee Nee Nee
Pendelbreedte, min - max (mm) - - -
Pendelfrequentie (Hz) - - -
TECHNIEK
Eén / tweezijdig lassen: Enkelzijdig Neergesmolten laagdikte
Eén / meer snoeren per zijde: Meerv.
Uitsteeklengte (± 5 mm): 15 Proces max. (mm)
Afstand tussen electroden (mm): - (EN ISO / ASME)
Hameren (Ja / Nee): Nee
135/GMAW 5
Meesmeltend inzetstuk: -
Backingstrip (Ja / Nee): Nee -/- -
Type backingstrip: - -/- -
WARMTEBEHANDELING NA LASSEN Minimum afstand van oppervlak
Toepassen (Ja / Nee): Nee tot smeltlijn bij plateren (mm)
Plaatselijk of in een oven: -
Gloeitemperatuur, min - max (°C): / Informatie kerftaaiheid (NIL/LMK)
Gloeitijd, min - max (min): / LMK bij T < 20°C (Ja / Nee): Nee
Opwarmsnelheid, max (°C / h): - LMK temperatuur (°C): -
Afkoelsnelheid, max (°C / h): -
Dikte proefstuk LMK
Eindtemperatuur, max (°C): -
Gloeiprocedure Ref.nr.: - indien kerfslagbeproeving -
(mm):
Aanbevolen LMK om een zo groot mogelijk geldigheidsgebied af te dekken: NIL LMK Ref.nr.:
Opmerkingen
Ref codes EN ISO 15609-1
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-330-D
Rev. 0
WPSelect werkgroep Blz. 1 / 2
Datum 8-2-2021
Klant: NIL Lasnaadvorm
Project: NIL HVO MAG 3 ST
Order nummer klant: -
Ordernummer fabrikant: -
Toepassing:
Proces(-sen) (iso/asme): 135/GMAW
LMK Nr:
Tekening / Object nr: -
Nr Basismateriaal Dikte range Pijpdiameter
1 S235JR/EN-10025 = 10,00 mm NVT
2 S235JR/EN-10025 = 10,00 mm NVT
Laskantvoorbewerking: N.V.T. Lasvolgorde
Schoonmaken voor/tijdens lassen: Slijpen / Borstelen
Aanbouw: Volgens schets
Werkplaats, montagelas: -
Voorbewerking tegenlaag: N.V.T.
(indien gutsen: gutsen+slijpen)
VOORVERWARMEN; TEMPERATUREN
Voorwarm-/werkstuktemp., min (°C): 10
Methode: -
Controle: Dig. Temp. / Krijtje
Tussenlaag-(max)handhaaftemp(°C): 275 / -
Controle: Dig. Temp. / Krijtje
Ref. code LASVOLGORDE
Betreft Fill Fill Fill - -
Snoernummer A1 A2 A3
Laspositie (EN ISO / ASME) PG/3FD PG/3FD PG/3FD / /
Lasproces (EN ISO / ASME) 135/GMAW 135/GMAW 135/GMAW / /
Lastoevoegmateriaal merk Input school Input school Input school
Lastoevoegmateriaal type 11Zie ISO code 11Zie ISO code 11Zie ISO code
Diameter lastoevoegmateriaal (mm) 1,0 1,0 1,0
Laspoeder merk
Laspoeder type
Beschermgastype (EN ISO) M21 M21 M21
Beschermgassamenstelling (%) 80%Ar/20%CO2 80%Ar/20%CO2 80%Ar/20%CO2
Gasdebiet, min-max (l / min) 12 - 15 12 - 15 12 - 15
Gascup diameter (mm) 18,00 18,00 18,00
Plasmagas-samenstelling
Gasdebiet min-max ( l / min)
Wolframelectrode (EN ISO / ASME)
Wolframelectrode diameter (mm) - - -
Backinggas (Ja / Nee) Nee Nee Nee
Backinggas samenstelling (%) - - -
Backinggas debiet, min-max (l / min) - - -
polariteit (DC / AC) DC + DC + DC +
Stroomsterkte, min-max (A) 170 - 190 165 - 180 165 - 180
Spanning, min-max (V) 22,50 - 23,50 22,30 - 23,00 22,30 - 23,00
Druppelovergang Kortsluit boog Kortsluit boog Kortsluit boog
Piekstroom, spanning (A / V)
Basisstroom (A) - - -
Pulsfrequentie (Hz) - - -
Balans (%) - - -
Voortloopsnelheid, min-max (cm / min) 20,00 - 25,00 20,00 - 25,00 20,00 - 25,00
Zwaaien (ja/nee), max breedte(mm) Nee Nee Nee
Minimum uittreklengte (mm) - - -
H.I. min-max (kJ/mm) (k-factor) 0,73-1,07 (0,8) 0,71-0,99 (0,8) 0,71-0,99 (0,8)
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-330-D
Rev. 0
WPSelect werkgroep Blz. 2 / 2
Datum 8-2-2021
Nr. Basismateriaal P.Nr G.Nr S.Nr AWS EN/ISO
1 S235JR/EN-10025 1 1 - 1.1
2 S235JR/EN-10025 1 1 - 1.1
LASTOEVOEGMATERIAAL Fill Fill Fill
Massief / gevulde draad Massieve draad/staaf Massieve draad/staaf Massieve draad/staaf
ASME F-Nr 6 6 6
ASME A-Nr - - -
SFA Specificatie A5.18 A5.18 A5.18
AWS Classificatie ER70S-6 ER70S-6 ER70S-6
EN ISO Codering G 42 4 M G3 Si1 G 42 4 M G3 Si1 G 42 4 M G3 Si1
Merk Input school Input school Input school
Type 11Zie ISO code 11Zie ISO code 11Zie ISO code
Hand/machine/half auto./automatisch Manual Manual Manual
Enkelvoudig/meervoudig electrode - - -
Draadaanvoersnelheid, min-max m/min - - -
Pendelen (Ja / Nee) Nee Nee Nee
Pendelbreedte, min - max (mm) - - -
Pendelfrequentie (Hz) - - -
TECHNIEK
Eén / tweezijdig lassen: Enkelzijdig Neergesmolten laagdikte
Eén / meer snoeren per zijde: Meerv.
Uitsteeklengte (± 5 mm): 15 Proces max. (mm)
Afstand tussen electroden (mm): - (EN ISO / ASME)
Hameren (Ja / Nee): Nee
135/GMAW 5
Meesmeltend inzetstuk: -
Backingstrip (Ja / Nee): Nee -/- -
Type backingstrip: - -/- -
WARMTEBEHANDELING NA LASSEN Minimum afstand van oppervlak
Toepassen (Ja / Nee): Nee tot smeltlijn bij plateren (mm)
Plaatselijk of in een oven: -
Gloeitemperatuur, min - max (°C): / Informatie kerftaaiheid (NIL/LMK)
Gloeitijd, min - max (min): / LMK bij T < 20°C (Ja / Nee): Nee
Opwarmsnelheid, max (°C / h): - LMK temperatuur (°C): -
Afkoelsnelheid, max (°C / h): -
Dikte proefstuk LMK
Eindtemperatuur, max (°C): -
Gloeiprocedure Ref.nr.: - indien kerfslagbeproeving -
(mm):
Aanbevolen LMK om een zo groot mogelijk geldigheidsgebied af te dekken: NIL LMK Ref.nr.:
Opmerkingen
Las deze las als laatste in het kruiswerkstuk, als er flink wat warmte in je werkstuk zit. Zo is de kans op bindingsfouten in deze neergaande
positie geringer.
Ref codes EN ISO 15609-1
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-331
Rev. 0
WPSelect werkgroep Blz. 1 /2
Datum 8-2-2021
Klant: NIL Lasnaadvorm
Project: NIL HVO MAG 3 ST
Order nummer klant: -
Ordernummer fabrikant: -
Toepassing:
Proces(-sen) (iso/asme): 135/GMAW
LMK Nr:
Tekening / Object nr: -
Nr Basismateriaal Dikte range Pijpdiameter
1 S235JR/EN-10025 = 12,00 mm NVT
2 S235JR/EN-10025 = 12,00 mm NVT
Laskantvoorbewerking: Machinaal / Snijden / Slijpen Lasvolgorde
Schoonmaken voor/tijdens lassen: Slijpen / Borstelen
Aanbouw: Volgens schets
Werkplaats, montagelas: -
Voorbewerking tegenlaag: N.V.T.
(indien gutsen: gutsen+slijpen)
VOORVERWARMEN; TEMPERATUREN
Voorwarm-/werkstuktemp., min (°C): 10
Methode: -
Controle: Dig. Temp. / Krijtje
Tussenlaag-(max)handhaaftemp(°C): 275 / -
Controle: Dig. Temp. / Krijtje
Ref. code LASVOLGORDE
Betreft Fill Fill Fill Cap -
Snoernummer A1 A2 A3 A4
Laspositie (EN ISO / ASME) PA/1G PA/1G PA/1G PA/1G /
Lasproces (EN ISO / ASME) 135/GMAW 135/GMAW 135/GMAW 135/GMAW /
Lastoevoegmateriaal merk Input school Input school Input school Input school
Lastoevoegmateriaal type 11Zie ISO code 11Zie ISO code 11Zie ISO code 11Zie ISO code
Diameter lastoevoegmateriaal (mm) 1,0 1,0 1,0 1,0
Laspoeder merk
Laspoeder type
Beschermgastype (EN ISO) M21 M21 M21 M21
Beschermgassamenstelling (%) 80%Ar/20%CO2 80%Ar/20%CO2 80%Ar/20%CO2 80%Ar/20%CO2
Gasdebiet, min-max (l / min) 12 - 15 12 - 15 12 - 15 12 - 15
Gascup diameter (mm) 18,00 18,00 18,00 18,00
Plasmagas-samenstelling
Gasdebiet min-max ( l / min)
Wolframelectrode (EN ISO / ASME)
Wolframelectrode diameter (mm) - - - -
Backinggas (Ja / Nee) Nee Nee Nee Nee
Backinggas samenstelling (%) - - - -
Backinggas debiet, min-max (l / min) - - - -
polariteit (DC / AC) - DC + DC + DC +
Stroomsterkte, min-max (A) 100 - 120 190 - 210 200 - 240 200 - 240
Spanning, min-max (V) 19,00 - 20,00 24,00 - 25,00 25,00 - 27,00 25,00 - 27,00
Druppelovergang Kortsluit boog Open Boog Open Boog Open Boog
Piekstroom, spanning (A / V)
Basisstroom (A) - - - -
Pulsfrequentie (Hz) - - - -
Balans (%) - - - -
Voortloopsnelheid, min-max (cm / min) 7,00 - 9,00 25,00 - 30,00 25,00 - 30,00 20,00 - 30,00
Zwaaien (ja/nee), max breedte(mm) Nee Nee Nee Nee
Minimum uittreklengte (mm) - - - -
H.I. min-max (kJ/mm) (k-factor) 1,01-1,65 (0,8) 0,73-1,01 (0,8) 0,80-1,24 (0,8) 0,80-1,56 (0,8)
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-331
Rev. 0
WPSelect werkgroep Blz. 2 /2
Datum 8-2-2021
Nr. Basismateriaal P.Nr G.Nr S.Nr AWS EN/ISO
1 S235JR/EN-10025 1 1 - 1.1
2 S235JR/EN-10025 1 1 - 1.1
LASTOEVOEGMATERIAAL Fill Fill Fill Cap
Massief / gevulde draad Massieve draad/staaf Massieve draad/staaf Massieve draad/staaf Massieve draad/staaf
ASME F-Nr 6 6 6 6
ASME A-Nr - - - -
SFA Specificatie A5.18 A5.18 A5.18 A5.18
AWS Classificatie ER70S-6 ER70S-6 ER70S-6 ER70S-6
EN ISO Codering G 42 4 M G3 Si1 G 42 4 M G3 Si1 G 42 4 M G3 Si1 G 42 4 M G3 Si1
Merk Input school Input school Input school Input school
Type 11Zie ISO code 11Zie ISO code 11Zie ISO code 11Zie ISO code
Hand/machine/half auto./automatisch Manual Manual Manual Manual
Enkelvoudig/meervoudig electrode - - - -
Draadaanvoersnelheid, min-max m/min - - - -
Pendelen (Ja / Nee) Nee Nee Nee Nee
Pendelbreedte, min - max (mm) - - - -
Pendelfrequentie (Hz) - - - -
TECHNIEK
Eén / tweezijdig lassen: Enkelzijdig Neergesmolten laagdikte
Eén / meer snoeren per zijde: Meerv.
Uitsteeklengte (± 5 mm): 15 Proces max. (mm)
Afstand tussen electroden (mm): - (EN ISO / ASME)
Hameren (Ja / Nee): Nee
135/GMAW 12
Meesmeltend inzetstuk: -
Backingstrip (Ja / Nee): Nee -/- -
Type backingstrip: - -/- -
WARMTEBEHANDELING NA LASSEN Minimum afstand van oppervlak
Toepassen (Ja / Nee): Nee tot smeltlijn bij plateren (mm)
Plaatselijk of in een oven: -
Gloeitemperatuur, min - max (°C): / Informatie kerftaaiheid (NIL/LMK)
Gloeitijd, min - max (min): / LMK bij T < 20°C (Ja / Nee): Nee
Opwarmsnelheid, max (°C / h): - LMK temperatuur (°C): -
Afkoelsnelheid, max (°C / h): -
Dikte proefstuk LMK
Eindtemperatuur, max (°C): -
Gloeiprocedure Ref.nr.: - indien kerfslagbeproeving -
(mm):
Aanbevolen LMK om een zo groot mogelijk geldigheidsgebied af te dekken: NIL LMK Ref.nr.:
Opmerkingen
Ref codes EN ISO 15609-1
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-332
Rev. 0
WPSelect werkgroep Blz. 1 /2
Datum 8-2-2021
Klant: NIL Lasnaadvorm
Project: NIL HVO MAG 3 ST
Order nummer klant: -
Ordernummer fabrikant: -
Toepassing:
Proces(-sen) (iso/asme): 135/GMAW
LMK Nr:
Tekening / Object nr: -
Nr Basismateriaal Dikte range Pijpdiameter
1 S235JR/EN-10025 = 12,00 mm NVT
2 S235JR/EN-10025 = 12,00 mm NVT
Laskantvoorbewerking: Machinaal / Snijden / Slijpen Lasvolgorde
Schoonmaken voor/tijdens lassen: Slijpen / Borstelen
Aanbouw: Volgens schets
Werkplaats, montagelas: -
Voorbewerking tegenlaag: N.V.T.
(indien gutsen: gutsen+slijpen)
VOORVERWARMEN; TEMPERATUREN
Voorwarm-/werkstuktemp., min (°C): 10
Methode: -
Controle: Dig. Temp. / Krijtje
Tussenlaag-(max)handhaaftemp(°C): 275 / -
Controle: Dig. Temp. / Krijtje
Ref. code LASVOLGORDE
Betreft Fill Fill Cap - -
Snoernummer A1 A2 A2
Laspositie (EN ISO / ASME) PF/3GU PF/3GU PF/3GU / /
Lasproces (EN ISO / ASME) 135/GMAW 135/GMAW 135/GMAW / /
Lastoevoegmateriaal merk Input school Input school Input school
Lastoevoegmateriaal type 11Zie ISO code 11Zie ISO code 11Zie ISO code
Diameter lastoevoegmateriaal (mm) 1,0 1,0 1,0
Laspoeder merk
Laspoeder type
Beschermgastype (EN ISO) M21 M21 M21
Beschermgassamenstelling (%) 80%Ar/20%CO2 80%Ar/20%CO2 80%Ar/20%CO2
Gasdebiet, min-max (l / min) 12 - 15 12 - 15 12 - 15
Gascup diameter (mm) 18,00 18,00 18,00
Plasmagas-samenstelling
Gasdebiet min-max ( l / min)
Wolframelectrode (EN ISO / ASME)
Wolframelectrode diameter (mm) - - -
Backinggas (Ja / Nee) Nee Nee Nee
Backinggas samenstelling (%) - - -
Backinggas debiet, min-max (l / min) - - -
polariteit (DC / AC) DC + DC + DC +
Stroomsterkte, min-max (A) 100 - 120 110 - 130 100 - 120
Spanning, min-max (V) 19,00 - 20,00 1,50 - 20,50 19,00 - 20,00
Druppelovergang Kortsluit boog Kortsluit boog Kortsluit boog
Piekstroom, spanning (A / V)
Basisstroom (A) - - -
Pulsfrequentie (Hz) - - -
Balans (%) - - -
Voortloopsnelheid, min-max (cm / min) 7,00 - 9,00 6,00 - 8,00 7,00 - 9,00
Zwaaien (ja/nee), max breedte(mm) Nee Nee Nee
Minimum uittreklengte (mm) - - -
H.I. min-max (kJ/mm) (k-factor) 1,01-1,65 (0,8) 0,10-2,13 (0,8) 1,01-1,65 (0,8)
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-332
Rev. 0
WPSelect werkgroep Blz. 2 /2
Datum 8-2-2021
Nr. Basismateriaal P.Nr G.Nr S.Nr AWS EN/ISO
1 S235JR/EN-10025 1 1 - 1.1
2 S235JR/EN-10025 1 1 - 1.1
LASTOEVOEGMATERIAAL Fill Fill Cap
Massief / gevulde draad Massieve draad/staaf Massieve draad/staaf Massieve draad/staaf
ASME F-Nr 6 6 6
ASME A-Nr - - -
SFA Specificatie A5.18 A5.18 A5.18
AWS Classificatie ER70S-6 ER70S-6 ER70S-6
EN ISO Codering G 42 4 M G3 Si1 G 42 4 M G3 Si1 G 42 4 M G3 Si1
Merk Input school Input school Input school
Type 11Zie ISO code 11Zie ISO code 11Zie ISO code
Hand/machine/half auto./automatisch Manual Manual Manual
Enkelvoudig/meervoudig electrode - - -
Draadaanvoersnelheid, min-max m/min - - -
Pendelen (Ja / Nee) Nee Nee Nee
Pendelbreedte, min - max (mm) - - -
Pendelfrequentie (Hz) - - -
TECHNIEK
Eén / tweezijdig lassen: Enkelzijdig Neergesmolten laagdikte
Eén / meer snoeren per zijde: Meerv.
Uitsteeklengte (± 5 mm): 15 Proces max. (mm)
Afstand tussen electroden (mm): - (EN ISO / ASME)
Hameren (Ja / Nee): Nee
135/GMAW 12
Meesmeltend inzetstuk: -
Backingstrip (Ja / Nee): Nee -/- -
Type backingstrip: - -/- -
WARMTEBEHANDELING NA LASSEN Minimum afstand van oppervlak
Toepassen (Ja / Nee): Nee tot smeltlijn bij plateren (mm)
Plaatselijk of in een oven: -
Gloeitemperatuur, min - max (°C): / Informatie kerftaaiheid (NIL/LMK)
Gloeitijd, min - max (min): / LMK bij T < 20°C (Ja / Nee): Nee
Opwarmsnelheid, max (°C / h): - LMK temperatuur (°C): -
Afkoelsnelheid, max (°C / h): -
Dikte proefstuk LMK
Eindtemperatuur, max (°C): -
Gloeiprocedure Ref.nr.: - indien kerfslagbeproeving -
(mm):
Aanbevolen LMK om een zo groot mogelijk geldigheidsgebied af te dekken: NIL LMK Ref.nr.:
Opmerkingen
Ref codes EN ISO 15609-1
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-333-A
Rev. 0
WPSelect werkgroep Blz. 1 /2
Datum 8-2-2021
Klant: NIL Lasnaadvorm
Project: NIL HVO MAG 3 ST
Order nummer klant: -
Ordernummer fabrikant: -
Toepassing:
Proces(-sen) (iso/asme): 135/GMAW
LMK Nr:
Tekening / Object nr: -
Nr Basismateriaal Dikte range Pijpdiameter
1 S235JR/EN-10025 = 3,00 mm NVT
2 S235JR/EN-10025 = 3,00 mm NVT
Laskantvoorbewerking: N.V.T. Lasvolgorde
Schoonmaken voor/tijdens lassen: Slijpen / Borstelen
Aanbouw: Volgens schets
Werkplaats, montagelas: -
Voorbewerking tegenlaag: N.V.T.
(indien gutsen: gutsen+slijpen)
VOORVERWARMEN; TEMPERATUREN
Voorwarm-/werkstuktemp., min (°C): 10
Methode: -
Controle: Dig. Temp. / Krijtje
Tussenlaag-(max)handhaaftemp(°C): 275 / -
Controle: -
Ref. code LASVOLGORDE
Betreft Fill / Cap - - - -
Snoernummer A1
Laspositie (EN ISO / ASME) PG/3FD / / / /
Lasproces (EN ISO / ASME) 135/GMAW / / / /
Lastoevoegmateriaal merk Input school
Lastoevoegmateriaal type 11Zie ISO code
Diameter lastoevoegmateriaal (mm) 1,0
Laspoeder merk
Laspoeder type
Beschermgastype (EN ISO) M21
Beschermgassamenstelling (%) 80%Ar/20%CO2
Gasdebiet, min-max (l / min) 12 - 15
Gascup diameter (mm) 18,00
Plasmagas-samenstelling
Gasdebiet min-max ( l / min)
Wolframelectrode (EN ISO / ASME)
Wolframelectrode diameter (mm) -
Backinggas (Ja / Nee) Nee
Backinggas samenstelling (%) -
Backinggas debiet, min-max (l / min) -
polariteit (DC / AC) DC +
Stroomsterkte, min-max (A) 85 - 100
Spanning, min-max (V) 18,00 - 19,00
Druppelovergang Kortsluit boog
Piekstroom, spanning (A / V)
Basisstroom (A) -
Pulsfrequentie (Hz) -
Balans (%) -
Voortloopsnelheid, min-max (cm / min) 10,00 - 15,00
Zwaaien (ja/nee), max breedte(mm) Nee
Minimum uittreklengte (mm) -
H.I. min-max (kJ/mm) (k-factor) 0,49-0,91 (0,8)
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-333-A
Rev. 0
WPSelect werkgroep Blz. 2 /2
Datum 8-2-2021
Nr. Basismateriaal P.Nr G.Nr S.Nr AWS EN/ISO
1 S235JR/EN-10025 1 1 - 1.1
2 S235JR/EN-10025 1 1 - 1.1
LASTOEVOEGMATERIAAL Fill / Cap
Massief / gevulde draad Massieve draad/staaf
ASME F-Nr 6
ASME A-Nr -
SFA Specificatie A5.18
AWS Classificatie ER70S-6
EN ISO Codering G 42 4 M G3 Si1
Merk Input school
Type 11Zie ISO code
Hand/machine/half auto./automatisch Manual
Enkelvoudig/meervoudig electrode -
Draadaanvoersnelheid, min-max m/min -
Pendelen (Ja / Nee) Nee
Pendelbreedte, min - max (mm) -
Pendelfrequentie (Hz) -
TECHNIEK
Eén / tweezijdig lassen: Enkelzijdig Neergesmolten laagdikte
Eén / meer snoeren per zijde: Enkelv.
Uitsteeklengte (± 5 mm): 15 Proces max. (mm)
Afstand tussen electroden (mm): - (EN ISO / ASME)
Hameren (Ja / Nee): Nee
135/GMAW 3
Meesmeltend inzetstuk: -
Backingstrip (Ja / Nee): Nee -/- -
Type backingstrip: - -/- -
WARMTEBEHANDELING NA LASSEN Minimum afstand van oppervlak
Toepassen (Ja / Nee): Nee tot smeltlijn bij plateren (mm)
Plaatselijk of in een oven: -
Gloeitemperatuur, min - max (°C): / Informatie kerftaaiheid (NIL/LMK)
Gloeitijd, min - max (min): / LMK bij T < 20°C (Ja / Nee): Nee
Opwarmsnelheid, max (°C / h): - LMK temperatuur (°C): -
Afkoelsnelheid, max (°C / h): -
Dikte proefstuk LMK
Eindtemperatuur, max (°C): -
Gloeiprocedure Ref.nr.: - indien kerfslagbeproeving -
(mm):
Aanbevolen LMK om een zo groot mogelijk geldigheidsgebied af te dekken: NIL LMK Ref.nr.:
Opmerkingen
Ref codes EN ISO 15609-1
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-333-B
Rev. 0
WPSelect werkgroep Blz. 1 /2
Datum 8-2-2021
Klant: NIL Lasnaadvorm
Project: NIL HVO MAG 3 ST
Order nummer klant: -
Ordernummer fabrikant: -
Toepassing:
Proces(-sen) (iso/asme): 135/GMAW
LMK Nr:
Tekening / Object nr: -
Nr Basismateriaal Dikte range Pijpdiameter
1 S235JR/EN-10025 = 3,00 mm NVT
2 S235JR/EN-10025 = 3,00 mm NVT
Laskantvoorbewerking: N.V.T. Lasvolgorde
Schoonmaken voor/tijdens lassen: Slijpen / Borstelen
Aanbouw: Volgens schets
Werkplaats, montagelas: -
Voorbewerking tegenlaag: N.V.T.
(indien gutsen: gutsen+slijpen)
VOORVERWARMEN; TEMPERATUREN
Voorwarm-/werkstuktemp., min (°C): 10
Methode: -
Controle: Dig. Temp. / Krijtje
Tussenlaag-(max)handhaaftemp(°C): 275 / -
Controle: -
Ref. code LASVOLGORDE
Betreft Fill / Cap - - - -
Snoernummer A1
Laspositie (EN ISO / ASME) PC/2F / / / /
Lasproces (EN ISO / ASME) 135/GMAW / / / /
Lastoevoegmateriaal merk Input school
Lastoevoegmateriaal type 11Zie ISO code
Diameter lastoevoegmateriaal (mm) 1,0
Laspoeder merk
Laspoeder type
Beschermgastype (EN ISO) M21
Beschermgassamenstelling (%) 80%Ar/20%CO2
Gasdebiet, min-max (l / min) 12 - 15
Gascup diameter (mm) 18,00
Plasmagas-samenstelling
Gasdebiet min-max ( l / min)
Wolframelectrode (EN ISO / ASME)
Wolframelectrode diameter (mm) -
Backinggas (Ja / Nee) Nee
Backinggas samenstelling (%) -
Backinggas debiet, min-max (l / min) -
polariteit (DC / AC) DC +
Stroomsterkte, min-max (A) 80 - 110
Spanning, min-max (V) 18,00 - 19,50
Druppelovergang Kortsluit boog
Piekstroom, spanning (A / V)
Basisstroom (A) -
Pulsfrequentie (Hz) -
Balans (%) -
Voortloopsnelheid, min-max (cm / min) 15,00 - 20,00
Zwaaien (ja/nee), max breedte(mm) Nee
Minimum uittreklengte (mm) -
H.I. min-max (kJ/mm) (k-factor) 0,35-0,69 (0,8)
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-333-B
Rev. 0
WPSelect werkgroep Blz. 2 /2
Datum 8-2-2021
Nr. Basismateriaal P.Nr G.Nr S.Nr AWS EN/ISO
1 S235JR/EN-10025 1 1 - 1.1
2 S235JR/EN-10025 1 1 - 1.1
LASTOEVOEGMATERIAAL Fill / Cap
Massief / gevulde draad Massieve draad/staaf
ASME F-Nr 6
ASME A-Nr -
SFA Specificatie A5.18
AWS Classificatie ER70S-6
EN ISO Codering G 42 4 M G3 Si1
Merk Input school
Type 11Zie ISO code
Hand/machine/half auto./automatisch Manual
Enkelvoudig/meervoudig electrode -
Draadaanvoersnelheid, min-max m/min -
Pendelen (Ja / Nee) Nee
Pendelbreedte, min - max (mm) -
Pendelfrequentie (Hz) -
TECHNIEK
Eén / tweezijdig lassen: Enkelzijdig Neergesmolten laagdikte
Eén / meer snoeren per zijde: Enkelv.
Uitsteeklengte (± 5 mm): 15 Proces max. (mm)
Afstand tussen electroden (mm): - (EN ISO / ASME)
Hameren (Ja / Nee): Nee
135/GMAW 3
Meesmeltend inzetstuk: -
Backingstrip (Ja / Nee): Nee -/- -
Type backingstrip: - -/- -
WARMTEBEHANDELING NA LASSEN Minimum afstand van oppervlak
Toepassen (Ja / Nee): Nee tot smeltlijn bij plateren (mm)
Plaatselijk of in een oven: -
Gloeitemperatuur, min - max (°C): / Informatie kerftaaiheid (NIL/LMK)
Gloeitijd, min - max (min): / LMK bij T < 20°C (Ja / Nee): Nee
Opwarmsnelheid, max (°C / h): - LMK temperatuur (°C): -
Afkoelsnelheid, max (°C / h): -
Dikte proefstuk LMK
Eindtemperatuur, max (°C): -
Gloeiprocedure Ref.nr.: - indien kerfslagbeproeving -
(mm):
Aanbevolen LMK om een zo groot mogelijk geldigheidsgebied af te dekken: NIL LMK Ref.nr.:
Opmerkingen
Ref codes EN ISO 15609-1
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-333-C
Rev. 0
WPSelect werkgroep Blz. 1 /2
Datum 8-2-2021
Klant: NIL Lasnaadvorm
Project: NIL HVO MAG 3 ST
Order nummer klant: -
Ordernummer fabrikant: -
Toepassing:
Proces(-sen) (iso/asme): 135/GMAW
LMK Nr:
Tekening / Object nr: -
Nr Basismateriaal Dikte range Pijpdiameter
1 S235JR/EN-10025 = 3,00 mm NVT
2 S235JR/EN-10025 = 3,00 mm NVT
Laskantvoorbewerking: Machinaal / Snijden / Slijpen Lasvolgorde
Schoonmaken voor/tijdens lassen: Slijpen / Borstelen
Aanbouw: Volgens schets
Werkplaats, montagelas: -
Voorbewerking tegenlaag: N.V.T.
(indien gutsen: gutsen+slijpen)
VOORVERWARMEN; TEMPERATUREN
Voorwarm-/werkstuktemp., min (°C): 10
Methode: -
Controle: Dig. Temp. / Krijtje
Tussenlaag-(max)handhaaftemp(°C): 275 / -
Controle: -
Ref. code LASVOLGORDE
Betreft Fill / Cap - - - -
Snoernummer A1
Laspositie (EN ISO / ASME) PG/3GD / / / /
Lasproces (EN ISO / ASME) 135/GMAW / / / /
Lastoevoegmateriaal merk Input school
Lastoevoegmateriaal type 11Zie ISO code
Diameter lastoevoegmateriaal (mm) 1,0
Laspoeder merk
Laspoeder type
Beschermgastype (EN ISO) M21
Beschermgassamenstelling (%) 80%Ar/20%CO2
Gasdebiet, min-max (l / min) 12 - 15
Gascup diameter (mm) 18,00
Plasmagas-samenstelling
Gasdebiet min-max ( l / min)
Wolframelectrode (EN ISO / ASME)
Wolframelectrode diameter (mm) -
Backinggas (Ja / Nee) Nee
Backinggas samenstelling (%) -
Backinggas debiet, min-max (l / min) -
polariteit (DC / AC) DC +
Stroomsterkte, min-max (A) 85 - 100
Spanning, min-max (V) 18,00 - 19,00
Druppelovergang Kortsluit boog
Piekstroom, spanning (A / V)
Basisstroom (A) -
Pulsfrequentie (Hz) -
Balans (%) -
Voortloopsnelheid, min-max (cm / min) 10,00 - 15,00
Zwaaien (ja/nee), max breedte(mm) Nee
Minimum uittreklengte (mm) -
H.I. min-max (kJ/mm) (k-factor) 0,49-0,91 (0,8)
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-333-C
Rev. 0
WPSelect werkgroep Blz. 2 /2
Datum 8-2-2021
Nr. Basismateriaal P.Nr G.Nr S.Nr AWS EN/ISO
1 S235JR/EN-10025 1 1 - 1.1
2 S235JR/EN-10025 1 1 - 1.1
LASTOEVOEGMATERIAAL Fill / Cap
Massief / gevulde draad Massieve draad/staaf
ASME F-Nr 6
ASME A-Nr -
SFA Specificatie A5.18
AWS Classificatie ER70S-6
EN ISO Codering G 42 4 M G3 Si1
Merk Input school
Type 11Zie ISO code
Hand/machine/half auto./automatisch Manual
Enkelvoudig/meervoudig electrode -
Draadaanvoersnelheid, min-max m/min -
Pendelen (Ja / Nee) Nee
Pendelbreedte, min - max (mm) -
Pendelfrequentie (Hz) -
TECHNIEK
Eén / tweezijdig lassen: Enkelzijdig Neergesmolten laagdikte
Eén / meer snoeren per zijde: Enkelv.
Uitsteeklengte (± 5 mm): 15 Proces max. (mm)
Afstand tussen electroden (mm): - (EN ISO / ASME)
Hameren (Ja / Nee): Nee
135/GMAW 3
Meesmeltend inzetstuk: -
Backingstrip (Ja / Nee): Nee -/- -
Type backingstrip: - -/- -
WARMTEBEHANDELING NA LASSEN Minimum afstand van oppervlak
Toepassen (Ja / Nee): Nee tot smeltlijn bij plateren (mm)
Plaatselijk of in een oven: -
Gloeitemperatuur, min - max (°C): / Informatie kerftaaiheid (NIL/LMK)
Gloeitijd, min - max (min): / LMK bij T < 20°C (Ja / Nee): Nee
Opwarmsnelheid, max (°C / h): - LMK temperatuur (°C): -
Afkoelsnelheid, max (°C / h): -
Dikte proefstuk LMK
Eindtemperatuur, max (°C): -
Gloeiprocedure Ref.nr.: - indien kerfslagbeproeving -
(mm):
Aanbevolen LMK om een zo groot mogelijk geldigheidsgebied af te dekken: NIL LMK Ref.nr.:
Opmerkingen
Ref codes EN ISO 15609-1
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-333-D
Rev. 0
WPSelect werkgroep Blz. 1 /2
Datum 8-2-2021
Klant: NIL Lasnaadvorm
Project: NIL HVO MAG 3 ST
Order nummer klant: -
Ordernummer fabrikant: -
Toepassing:
Proces(-sen) (iso/asme): 135/GMAW
LMK Nr:
Tekening / Object nr: -
Nr Basismateriaal Dikte range Pijpdiameter
1 S235JR/EN-10025 = 3,00 mm NVT
2 S235JR/EN-10025 = 3,00 mm NVT
Laskantvoorbewerking: Machinaal / Snijden / Slijpen Lasvolgorde
Schoonmaken voor/tijdens lassen: Slijpen / Borstelen
Aanbouw: Volgens schets
Werkplaats, montagelas: -
Voorbewerking tegenlaag: N.V.T.
(indien gutsen: gutsen+slijpen)
VOORVERWARMEN; TEMPERATUREN
Voorwarm-/werkstuktemp., min (°C): 10
Methode: -
Controle: Dig. Temp. / Krijtje
Tussenlaag-(max)handhaaftemp(°C): 275 / -
Controle: -
Ref. code LASVOLGORDE
Betreft Fill / Cap - - - -
Snoernummer A1
Laspositie (EN ISO / ASME) PA/1G / / / /
Lasproces (EN ISO / ASME) 135/GMAW / / / /
Lastoevoegmateriaal merk Input school
Lastoevoegmateriaal type 11Zie ISO code
Diameter lastoevoegmateriaal (mm) 1,0
Laspoeder merk
Laspoeder type
Beschermgastype (EN ISO) M21
Beschermgassamenstelling (%) 80%Ar/20%CO2
Gasdebiet, min-max (l / min) 12 - 15
Gascup diameter (mm) 18,00
Plasmagas-samenstelling
Gasdebiet min-max ( l / min)
Wolframelectrode (EN ISO / ASME)
Wolframelectrode diameter (mm) -
Backinggas (Ja / Nee) Nee
Backinggas samenstelling (%) -
Backinggas debiet, min-max (l / min) -
polariteit (DC / AC) DC +
Stroomsterkte, min-max (A) 85 - 100
Spanning, min-max (V) 18,00 - 19,00
Druppelovergang Kortsluit boog
Piekstroom, spanning (A / V)
Basisstroom (A) -
Pulsfrequentie (Hz) -
Balans (%) -
Voortloopsnelheid, min-max (cm / min) 10,00 - 15,00
Zwaaien (ja/nee), max breedte(mm) Nee
Minimum uittreklengte (mm) -
H.I. min-max (kJ/mm) (k-factor) 0,49-0,91 (0,8)
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-333-D
Rev. 0
WPSelect werkgroep Blz. 2 /2
Datum 8-2-2021
Nr. Basismateriaal P.Nr G.Nr S.Nr AWS EN/ISO
1 S235JR/EN-10025 1 1 - 1.1
2 S235JR/EN-10025 1 1 - 1.1
LASTOEVOEGMATERIAAL Fill / Cap
Massief / gevulde draad Massieve draad/staaf
ASME F-Nr 6
ASME A-Nr -
SFA Specificatie A5.18
AWS Classificatie ER70S-6
EN ISO Codering G 42 4 M G3 Si1
Merk Input school
Type 11Zie ISO code
Hand/machine/half auto./automatisch Manual
Enkelvoudig/meervoudig electrode -
Draadaanvoersnelheid, min-max m/min -
Pendelen (Ja / Nee) Nee
Pendelbreedte, min - max (mm) -
Pendelfrequentie (Hz) -
TECHNIEK
Eén / tweezijdig lassen: Enkelzijdig Neergesmolten laagdikte
Eén / meer snoeren per zijde: Enkelv.
Uitsteeklengte (± 5 mm): 15 Proces max. (mm)
Afstand tussen electroden (mm): - (EN ISO / ASME)
Hameren (Ja / Nee): Nee
135/GMAW 3
Meesmeltend inzetstuk: -
Backingstrip (Ja / Nee): Nee -/- -
Type backingstrip: - -/- -
WARMTEBEHANDELING NA LASSEN Minimum afstand van oppervlak
Toepassen (Ja / Nee): Nee tot smeltlijn bij plateren (mm)
Plaatselijk of in een oven: -
Gloeitemperatuur, min - max (°C): / Informatie kerftaaiheid (NIL/LMK)
Gloeitijd, min - max (min): / LMK bij T < 20°C (Ja / Nee): Nee
Opwarmsnelheid, max (°C / h): - LMK temperatuur (°C): -
Afkoelsnelheid, max (°C / h): -
Dikte proefstuk LMK
Eindtemperatuur, max (°C): -
Gloeiprocedure Ref.nr.: - indien kerfslagbeproeving -
(mm):
Aanbevolen LMK om een zo groot mogelijk geldigheidsgebied af te dekken: NIL LMK Ref.nr.:
Opmerkingen
Ref codes EN ISO 15609-1
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-333-E
Rev. 0
WPSelect werkgroep Blz. 1 /2
Datum 8-2-2021
Klant: NIL Lasnaadvorm
Project: NIL HVO MAG 3 ST
Order nummer klant: -
Ordernummer fabrikant: -
Toepassing:
Proces(-sen) (iso/asme): 135/GMAW
LMK Nr:
Tekening / Object nr: -
Nr Basismateriaal Dikte range Pijpdiameter
1 S235JR/EN-10025 = 3,00 mm NVT
2 S235JR/EN-10025 = 3,00 mm NVT
Laskantvoorbewerking: N.V.T. Lasvolgorde
Schoonmaken voor/tijdens lassen: Slijpen / Borstelen
Aanbouw: Volgens schets
Werkplaats, montagelas: -
Voorbewerking tegenlaag: N.V.T.
(indien gutsen: gutsen+slijpen)
VOORVERWARMEN; TEMPERATUREN
Voorwarm-/werkstuktemp., min (°C): 10
Methode: -
Controle: Dig. Temp. / Krijtje
Tussenlaag-(max)handhaaftemp(°C): 275 / -
Controle: -
Ref. code LASVOLGORDE
Betreft Fill / Cap - - - -
Snoernummer A1
Laspositie (EN ISO / ASME) PD/4F / / / /
Lasproces (EN ISO / ASME) 135/GMAW / / / /
Lastoevoegmateriaal merk Input school
Lastoevoegmateriaal type 11Zie ISO code
Diameter lastoevoegmateriaal (mm) 1,0
Laspoeder merk
Laspoeder type
Beschermgastype (EN ISO) M21
Beschermgassamenstelling (%) 80%Ar/20%CO2
Gasdebiet, min-max (l / min) 12 - 15
Gascup diameter (mm) 18,00
Plasmagas-samenstelling
Gasdebiet min-max ( l / min)
Wolframelectrode (EN ISO / ASME)
Wolframelectrode diameter (mm) -
Backinggas (Ja / Nee) Nee
Backinggas samenstelling (%) -
Backinggas debiet, min-max (l / min) -
polariteit (DC / AC) DC +
Stroomsterkte, min-max (A) 85 - 100
Spanning, min-max (V) 18,00 - 19,00
Druppelovergang Kortsluit boog
Piekstroom, spanning (A / V)
Basisstroom (A) -
Pulsfrequentie (Hz) -
Balans (%) -
Voortloopsnelheid, min-max (cm / min) 10,00 - 15,00
Zwaaien (ja/nee), max breedte(mm) Nee
Minimum uittreklengte (mm) -
H.I. min-max (kJ/mm) (k-factor) 0,49-0,91 (0,8)
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-333-E
Rev. 0
WPSelect werkgroep Blz. 2 /2
Datum 8-2-2021
Nr. Basismateriaal P.Nr G.Nr S.Nr AWS EN/ISO
1 S235JR/EN-10025 1 1 - 1.1
2 S235JR/EN-10025 1 1 - 1.1
LASTOEVOEGMATERIAAL Fill / Cap
Massief / gevulde draad Massieve draad/staaf
ASME F-Nr 6
ASME A-Nr -
SFA Specificatie A5.18
AWS Classificatie ER70S-6
EN ISO Codering G 42 4 M G3 Si1
Merk Input school
Type 11Zie ISO code
Hand/machine/half auto./automatisch Manual
Enkelvoudig/meervoudig electrode -
Draadaanvoersnelheid, min-max m/min -
Pendelen (Ja / Nee) Nee
Pendelbreedte, min - max (mm) -
Pendelfrequentie (Hz) -
TECHNIEK
Eén / tweezijdig lassen: Enkelzijdig Neergesmolten laagdikte
Eén / meer snoeren per zijde: Meerv.
Uitsteeklengte (± 5 mm): 15 Proces max. (mm)
Afstand tussen electroden (mm): - (EN ISO / ASME)
Hameren (Ja / Nee): Nee
135/GMAW 3
Meesmeltend inzetstuk: -
Backingstrip (Ja / Nee): Nee -/- -
Type backingstrip: - -/- -
WARMTEBEHANDELING NA LASSEN Minimum afstand van oppervlak
Toepassen (Ja / Nee): Nee tot smeltlijn bij plateren (mm)
Plaatselijk of in een oven: -
Gloeitemperatuur, min - max (°C): / Informatie kerftaaiheid (NIL/LMK)
Gloeitijd, min - max (min): / LMK bij T < 20°C (Ja / Nee): Nee
Opwarmsnelheid, max (°C / h): - LMK temperatuur (°C): -
Afkoelsnelheid, max (°C / h): -
Dikte proefstuk LMK
Eindtemperatuur, max (°C): -
Gloeiprocedure Ref.nr.: - indien kerfslagbeproeving -
(mm):
Aanbevolen LMK om een zo groot mogelijk geldigheidsgebied af te dekken: NIL LMK Ref.nr.:
Opmerkingen
Ref codes EN ISO 15609-1
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-333-F
Rev. 0
WPSelect werkgroep Blz. 1 /2
Datum 8-2-2021
Klant: NIL Lasnaadvorm
Project: NIL HVO MAG 3 ST
Order nummer klant: -
Ordernummer fabrikant: -
Toepassing:
Proces(-sen) (iso/asme): 135/GMAW
LMK Nr:
Tekening / Object nr: -
Nr Basismateriaal Dikte range Pijpdiameter
1 S235JR/EN-10025 = 3,00 mm NVT
2 S235JR/EN-10025 = 6,00 mm NVT
Laskantvoorbewerking: N.V.T. Lasvolgorde
Schoonmaken voor/tijdens lassen: Slijpen / Borstelen
Aanbouw: Volgens schets
Werkplaats, montagelas: -
Voorbewerking tegenlaag: N.V.T.
(indien gutsen: gutsen+slijpen)
VOORVERWARMEN; TEMPERATUREN
Voorwarm-/werkstuktemp., min (°C): 10
Methode: -
Controle: Dig. Temp. / Krijtje
Tussenlaag-(max)handhaaftemp(°C): 275 / -
Controle: -
Ref. code LASVOLGORDE
Betreft Fill / Cap - - - -
Snoernummer A1
Laspositie (EN ISO / ASME) PB/2F / / / /
Lasproces (EN ISO / ASME) 135/GMAW / / / /
Lastoevoegmateriaal merk Input school
Lastoevoegmateriaal type 11Zie ISO code
Diameter lastoevoegmateriaal (mm) 1,0
Laspoeder merk
Laspoeder type
Beschermgastype (EN ISO) M21
Beschermgassamenstelling (%) 80%Ar/20%CO2
Gasdebiet, min-max (l / min) 12 - 15
Gascup diameter (mm) 18,00
Plasmagas-samenstelling
Gasdebiet min-max ( l / min)
Wolframelectrode (EN ISO / ASME)
Wolframelectrode diameter (mm) -
Backinggas (Ja / Nee) Nee
Backinggas samenstelling (%) -
Backinggas debiet, min-max (l / min) -
polariteit (DC / AC) DC +
Stroomsterkte, min-max (A) 160 - 190
Spanning, min-max (V) 22,00 - 23,50
Druppelovergang Open Boog
Piekstroom, spanning (A / V)
Basisstroom (A) -
Pulsfrequentie (Hz) -
Balans (%) -
Voortloopsnelheid, min-max (cm / min) 30,00 - 40,00
Zwaaien (ja/nee), max breedte(mm) Nee
Minimum uittreklengte (mm) -
H.I. min-max (kJ/mm) (k-factor) 0,42-0,71 (0,8)
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
Lasmethodebeschrijving WPS Nr.: 135-333-F
Rev. 0
WPSelect werkgroep Blz. 2 /2
Datum 8-2-2021
Nr. Basismateriaal P.Nr G.Nr S.Nr AWS EN/ISO
1 S235JR/EN-10025 1 1 - 1.1
2 S235JR/EN-10025 1 1 - 1.1
LASTOEVOEGMATERIAAL Fill / Cap
Massief / gevulde draad Massieve draad/staaf
ASME F-Nr 6
ASME A-Nr -
SFA Specificatie A5.18
AWS Classificatie ER70S-6
EN ISO Codering G 42 4 M G3 Si1
Merk Input school
Type 11Zie ISO code
Hand/machine/half auto./automatisch Manual
Enkelvoudig/meervoudig electrode -
Draadaanvoersnelheid, min-max m/min -
Pendelen (Ja / Nee) Nee
Pendelbreedte, min - max (mm) -
Pendelfrequentie (Hz) -
TECHNIEK
Eén / tweezijdig lassen: Enkelzijdig Neergesmolten laagdikte
Eén / meer snoeren per zijde: Enkelv.
Uitsteeklengte (± 5 mm): 15 Proces max. (mm)
Afstand tussen electroden (mm): - (EN ISO / ASME)
Hameren (Ja / Nee): Nee
135/GMAW 2
Meesmeltend inzetstuk: -
Backingstrip (Ja / Nee): Nee -/- -
Type backingstrip: - -/- -
WARMTEBEHANDELING NA LASSEN Minimum afstand van oppervlak
Toepassen (Ja / Nee): Nee tot smeltlijn bij plateren (mm)
Plaatselijk of in een oven: -
Gloeitemperatuur, min - max (°C): / Informatie kerftaaiheid (NIL/LMK)
Gloeitijd, min - max (min): / LMK bij T < 20°C (Ja / Nee): Nee
Opwarmsnelheid, max (°C / h): - LMK temperatuur (°C): -
Afkoelsnelheid, max (°C / h): -
Dikte proefstuk LMK
Eindtemperatuur, max (°C): -
Gloeiprocedure Ref.nr.: - indien kerfslagbeproeving -
(mm):
Aanbevolen LMK om een zo groot mogelijk geldigheidsgebied af te dekken: NIL LMK Ref.nr.:
Opmerkingen
Ref codes EN ISO 15609-1
Fabrikant Klant Geaut. instantie
Accoord Accoord Ref Nee Witn. Nee Exa Nee
Datum Datum Datum m.
You might also like
- NIL TIG 1 STAAL 21.10.2020 WPS-en PDFDocument12 pagesNIL TIG 1 STAAL 21.10.2020 WPS-en PDFHJNo ratings yet
- NIL MAG 2 STAAL 20.10.20202 WPS-en PDFDocument16 pagesNIL MAG 2 STAAL 20.10.20202 WPS-en PDFHJNo ratings yet
- WPS 111 FW PG-3F - ML Baak Leka PaalDocument1 pageWPS 111 FW PG-3F - ML Baak Leka PaalRicardoNo ratings yet
- Seb Sam ExDocument1 pageSeb Sam ExjaakNo ratings yet
- ElectrabekumDocument13 pagesElectrabekumluigigerulaNo ratings yet
- Plasma Snijden: Met Snijgassen Lucht, O PlasmagutsenDocument2 pagesPlasma Snijden: Met Snijgassen Lucht, O Plasmagutsendima vangheliNo ratings yet
- Technical Specification: Silver Plated High Strength Copper AlloyDocument1 pageTechnical Specification: Silver Plated High Strength Copper AlloyMuhammad JawadNo ratings yet
- 02.02.02 Leviat F NL Stonefix Windankers Technische Fiche v01 2020-08-10Document2 pages02.02.02 Leviat F NL Stonefix Windankers Technische Fiche v01 2020-08-10Maxime RaemaekersNo ratings yet
- Verbindingskabel NEBC-M12G8-E-5-N-B-LE8: GegevensbladDocument2 pagesVerbindingskabel NEBC-M12G8-E-5-N-B-LE8: GegevensbladWar Van HerckNo ratings yet
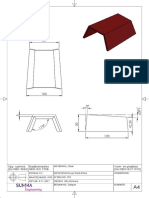
- Dakpan Nieuw TekingnDocument1 pageDakpan Nieuw Tekingnapi-371901620No ratings yet
- Wyb6b - Detalii Electrozi Inox Limarosta E316 LDocument2 pagesWyb6b - Detalii Electrozi Inox Limarosta E316 LandrugrasuNo ratings yet
- 7 ProcesnummersDocument8 pages7 Procesnummersj.langendonkNo ratings yet
- Toepassen Van Barriere Wartel PDFDocument1 pageToepassen Van Barriere Wartel PDFTomNo ratings yet
- LassenDocument19 pagesLassenTosec B.V.100% (1)
- DS12863346Document2 pagesDS12863346prakashNo ratings yet
- Epdm Irs BtechDocument2 pagesEpdm Irs BtechDUYSENSNo ratings yet
- Verslag Van Onderzoek / Rapport de ContrôleDocument2 pagesVerslag Van Onderzoek / Rapport de Contrôleyt StormNo ratings yet
- Automatic Swing Door - SpecDocument31 pagesAutomatic Swing Door - SpecSimar SandhuNo ratings yet
- KSB Megabloc: General Service Centrifugal PumpDocument13 pagesKSB Megabloc: General Service Centrifugal PumpSiddiqui Muhammad AshfaqueNo ratings yet
- 74 E2 Datasheet 4Document9 pages74 E2 Datasheet 4cesar.cueva.ramosNo ratings yet
- Ecorubber 2 enDocument1 pageEcorubber 2 enAnonymous NWOzKunfNo ratings yet
- R302 - 01-06 TigDocument14 pagesR302 - 01-06 TigshjefkeNo ratings yet
- ESS Transtig - Squarearc 306-456 - 0702 - Holländisch PDFDocument22 pagesESS Transtig - Squarearc 306-456 - 0702 - Holländisch PDFerik12342507No ratings yet
- 6a5e94e0408d48ea9df9a7fd006c436bDocument2 pages6a5e94e0408d48ea9df9a7fd006c436bjuan martinNo ratings yet
- NL PDFDocument6 pagesNL PDFW DecaluweNo ratings yet
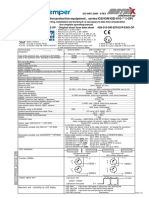
- 2CSF204101R1400Document2 pages2CSF204101R1400Martijn StrouckenNo ratings yet
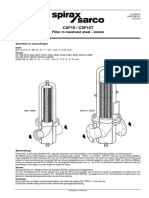
- CSF16 Ti P185 01 Be NLDocument6 pagesCSF16 Ti P185 01 Be NLAlexNo ratings yet
- 1SPK007904F0625Document2 pages1SPK007904F0625Martijn StrouckenNo ratings yet
- NBN A24-301pnlDocument11 pagesNBN A24-301pnldsqfqsdfqsNo ratings yet
- Euronorm Electricmotors Catalogue (GER)Document72 pagesEuronorm Electricmotors Catalogue (GER)appie.a.7657No ratings yet
- Igd 010 Op Iecex - eDocument2 pagesIgd 010 Op Iecex - eJoni CahyadiNo ratings yet
- KP300 HmiDocument9 pagesKP300 HmiHATEM68No ratings yet
- Seb As ExDocument1 pageSeb As ExjaakNo ratings yet
- Harmony Tijdsrelais - RE17RMMWDocument4 pagesHarmony Tijdsrelais - RE17RMMWNevenNo ratings yet
- Celici Za VijkeDocument10 pagesCelici Za Vijkefeniks04No ratings yet
- Seb GP ExDocument1 pageSeb GP ExjaakNo ratings yet
- MIG 300YN GebruikershandleidingDocument18 pagesMIG 300YN Gebruikershandleidingana.griselda.galiciaNo ratings yet
- CODEUR SICK - DFS60A-S4PC00S06 - 1068899 - NLDocument6 pagesCODEUR SICK - DFS60A-S4PC00S06 - 1068899 - NLmaximilien samaNo ratings yet
- CATALOGUE Eliwell PDFDocument20 pagesCATALOGUE Eliwell PDFdilo001No ratings yet
- Altistart 01 - ATS01N212LUDocument3 pagesAltistart 01 - ATS01N212LUHans TerwindtNo ratings yet
- Thermische Berekeningen - OpgaveDocument2 pagesThermische Berekeningen - OpgaveNiels VissersNo ratings yet
- Eaton 207143 T0 1 102 I1 SVB NL - NLDocument7 pagesEaton 207143 T0 1 102 I1 SVB NL - NLdamanilawsonNo ratings yet
- PN3004 01 - NL NLDocument4 pagesPN3004 01 - NL NLL DKNo ratings yet
- DatasheetDocument2 pagesDatasheetThomas ThysNo ratings yet
- DB Draaien BrootsenDocument4 pagesDB Draaien BrootsenxandervermeulenkuppensNo ratings yet
- 07.02.01 Leviat F NL Gewapende Oplegging Technische Fiche v01 2020-08-17Document2 pages07.02.01 Leviat F NL Gewapende Oplegging Technische Fiche v01 2020-08-17JorisDaemsNo ratings yet
- Onderzoek Festo Tafel 1Document7 pagesOnderzoek Festo Tafel 1api-493158399No ratings yet
- LT15614R90B NLDocument3 pagesLT15614R90B NLFrederic De MaesschalckNo ratings yet
- Proposta Técnica Comercial: #387.2022 REV-02 04/11/2022Document8 pagesProposta Técnica Comercial: #387.2022 REV-02 04/11/2022Bruce Domingues de PaulaNo ratings yet
- Siemens HemDocument2 pagesSiemens Hemvanessa quispeNo ratings yet
- DatasheetDocument2 pagesDatasheetThomas ThysNo ratings yet
- 1382 Eigenschappen BetonstaalDocument1 page1382 Eigenschappen Betonstaalccc_wkkNo ratings yet
- 5 Draadsnijdenmet TappenDocument22 pages5 Draadsnijdenmet Tappenalfa_75No ratings yet
- TKF Ymekrvasdlwd Fca 1830 KV 186222 NLDocument4 pagesTKF Ymekrvasdlwd Fca 1830 KV 186222 NLMohsen JorjaniNo ratings yet
- Bell DfadsfUser ManualDocument1 pageBell DfadsfUser ManualMax MustermannNo ratings yet
- HB SMC Komplett NLD 170927 Mge PDFDocument108 pagesHB SMC Komplett NLD 170927 Mge PDFHOFFMAN STEINHOWERNo ratings yet
- M1636 WisselstukkenboekDocument208 pagesM1636 Wisselstukkenboekben vervuurtNo ratings yet
- A Place of My Own: The Architecture of DaydreamsFrom EverandA Place of My Own: The Architecture of DaydreamsRating: 4 out of 5 stars4/5 (242)
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincFrom EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincRating: 3.5 out of 5 stars3.5/5 (137)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- It's Elemental: The Hidden Chemistry in EverythingFrom EverandIt's Elemental: The Hidden Chemistry in EverythingRating: 4 out of 5 stars4/5 (10)
- The Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactFrom EverandThe Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactRating: 5 out of 5 stars5/5 (5)
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyFrom EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyRating: 4 out of 5 stars4/5 (1)
- Electric Motor Control: DC, AC, and BLDC MotorsFrom EverandElectric Motor Control: DC, AC, and BLDC MotorsRating: 4.5 out of 5 stars4.5/5 (19)
- How to Estimate with RSMeans Data: Basic Skills for Building ConstructionFrom EverandHow to Estimate with RSMeans Data: Basic Skills for Building ConstructionRating: 4.5 out of 5 stars4.5/5 (2)
- Business Process Re-engineering: A Simple Process Improvement Approach to Improve Business PerformanceFrom EverandBusiness Process Re-engineering: A Simple Process Improvement Approach to Improve Business PerformanceRating: 2 out of 5 stars2/5 (1)
- Taste: Surprising Stories and Science About Why Food Tastes GoodFrom EverandTaste: Surprising Stories and Science About Why Food Tastes GoodRating: 3 out of 5 stars3/5 (20)
- Building Physics -- Heat, Air and Moisture: Fundamentals and Engineering Methods with Examples and ExercisesFrom EverandBuilding Physics -- Heat, Air and Moisture: Fundamentals and Engineering Methods with Examples and ExercisesNo ratings yet
- Building Construction Technology: A Useful Guide - Part 1From EverandBuilding Construction Technology: A Useful Guide - Part 1Rating: 4 out of 5 stars4/5 (3)
- A-Level Chemistry Revision: Cheeky Revision ShortcutsFrom EverandA-Level Chemistry Revision: Cheeky Revision ShortcutsRating: 4 out of 5 stars4/5 (5)
- The Power of Business Process Improvement: 10 Simple Steps to Increase Effectiveness, Efficiency, and AdaptabilityFrom EverandThe Power of Business Process Improvement: 10 Simple Steps to Increase Effectiveness, Efficiency, and AdaptabilityNo ratings yet
- Monkeys, Myths, and Molecules: Separating Fact from Fiction, and the Science of Everyday LifeFrom EverandMonkeys, Myths, and Molecules: Separating Fact from Fiction, and the Science of Everyday LifeRating: 4 out of 5 stars4/5 (1)
- Biochemical Pathways: An Atlas of Biochemistry and Molecular BiologyFrom EverandBiochemical Pathways: An Atlas of Biochemistry and Molecular BiologyGerhard MichalNo ratings yet
- Jelly Roll Quilts: The Perfect Guide to Making the Most of the Latest Strip RollsFrom EverandJelly Roll Quilts: The Perfect Guide to Making the Most of the Latest Strip RollsRating: 5 out of 5 stars5/5 (4)