You might also like
- Torque Chart For ASTM A193 Grade B7 StudsDocument3 pagesTorque Chart For ASTM A193 Grade B7 StudsEmmanuel100% (1)
- Torque Calculation of Various Grade BoltsDocument2 pagesTorque Calculation of Various Grade BoltsMeng PamplonaNo ratings yet
- Brida Sli On Flat FaceDocument1 pageBrida Sli On Flat Facejuan ormacheaNo ratings yet
- Plasma Cutter Amps Thickness ChartDocument1 pagePlasma Cutter Amps Thickness ChartAsif MahmudNo ratings yet
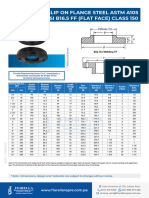
- Slip On Flange Steel Astm A105 Ansi B16.5 FF (Flat Face) Class 150Document1 pageSlip On Flange Steel Astm A105 Ansi B16.5 FF (Flat Face) Class 150Producción 2RM SACNo ratings yet
- Pernos Estructurales g5, g8Document2 pagesPernos Estructurales g5, g8Kathy MejíaNo ratings yet
- Torque-Tension Chart For Toplock NutDocument1 pageTorque-Tension Chart For Toplock NutIan FletcherNo ratings yet
- Torque Data Card PDFDocument2 pagesTorque Data Card PDFAlenNo ratings yet
- Hose Spec Sheets-2017Document5 pagesHose Spec Sheets-2017SHANENo ratings yet
- Storm 8 - 11Document2 pagesStorm 8 - 11A01 GALAXYNo ratings yet
- Table 1 / Torque FT-LBS - ASTM A193 and ASTM A320 Grade B8, CL2 Stud Bolts Torque FT-LBSDocument16 pagesTable 1 / Torque FT-LBS - ASTM A193 and ASTM A320 Grade B8, CL2 Stud Bolts Torque FT-LBSEduardo Antonio Rojas ArayaNo ratings yet
- (Carbon Steel Air Plasma / Air Shield Cutting) Lead 15.3mDocument2 pages(Carbon Steel Air Plasma / Air Shield Cutting) Lead 15.3mNaser SulimanNo ratings yet
- Copper Tube For R410Document2 pagesCopper Tube For R410nhan le100% (1)
- Torque Tools Technical Information PDF710202195644Document6 pagesTorque Tools Technical Information PDF710202195644indra.entahlahNo ratings yet
- Bolt Torque TableDocument2 pagesBolt Torque Tablesaroat moongwattanaNo ratings yet
- FT Brida Slip On A-105 150LBSDocument1 pageFT Brida Slip On A-105 150LBSFernando CarreñoNo ratings yet
- Engineering Information - Pipe Thread DataDocument1 pageEngineering Information - Pipe Thread DataShony ErdinalNo ratings yet
- Tabela de Torque - LKL Hi-ForceDocument2 pagesTabela de Torque - LKL Hi-ForceFabio Peres de LimaNo ratings yet
- 7 26# BTC Pin Torque TableDocument2 pages7 26# BTC Pin Torque TabletibismtxNo ratings yet
- API Flange 6A Version PDFDocument1 pageAPI Flange 6A Version PDFCastorNoroñoNo ratings yet
- Sample Maintenance Procedure PDFDocument24 pagesSample Maintenance Procedure PDFsrikanthNo ratings yet
- Asme b1201sDocument1 pageAsme b1201sGuilherme BackNo ratings yet
- Sae 100 R1at... 1SN - Sae 100 R2at... 2SNDocument1 pageSae 100 R1at... 1SN - Sae 100 R2at... 2SNANANPE1976No ratings yet
- Bolts and Nuts Torque Table1Document2 pagesBolts and Nuts Torque Table1Ibama MirillaNo ratings yet
- 867actuator PneumaticDocument12 pages867actuator Pneumatictuak7007No ratings yet
- Alc-10030c Alcotec Alloy Selection BrochureDocument2 pagesAlc-10030c Alcotec Alloy Selection BrochurefogdartNo ratings yet
- Obtegachi 1 PDFDocument4 pagesObtegachi 1 PDFSvetoslav SpasovNo ratings yet
- Momente Strangere Suruburi Americane - ASTM A574Document1 pageMomente Strangere Suruburi Americane - ASTM A574tracam500No ratings yet
- Torque-Tension Relationship For ASTM A574 Socket Head Cap ScrewsDocument1 pageTorque-Tension Relationship For ASTM A574 Socket Head Cap ScrewsRodrigo GutierrezNo ratings yet
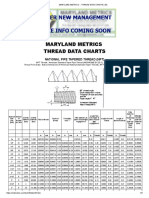
- Maryland Metrics - Thread Data Charts PDFDocument3 pagesMaryland Metrics - Thread Data Charts PDFEnmanuel GuzmanNo ratings yet
- HTD Unc Unf Bolt Tightening TorqueDocument2 pagesHTD Unc Unf Bolt Tightening Torqueelmfp7774676No ratings yet
- Bolt Torque SpecsDocument5 pagesBolt Torque SpecsSilvia ErazoNo ratings yet
- PIPE Vs FLOWDocument3 pagesPIPE Vs FLOWmanoNo ratings yet
- Material Apoio Calculo Metasa - R05Document1 pageMaterial Apoio Calculo Metasa - R05Anderson GuerraNo ratings yet
- Standard SteelDocument13 pagesStandard SteelYvan Nuñez EscobedoNo ratings yet
- Pipeline SelectionDocument3 pagesPipeline SelectionSainath NilajkarNo ratings yet
- Bolt Cat & TorquesDocument132 pagesBolt Cat & TorquesM SuyadiNo ratings yet
- Bolt Torque Chart: ASTM A307Document5 pagesBolt Torque Chart: ASTM A307Leonardo Díaz Cerna100% (1)
- Table Torque Tabel Torsi Baut Flange PDFDocument1 pageTable Torque Tabel Torsi Baut Flange PDFwibowo wibowoNo ratings yet
- Table Torque Tabel Torsi Baut FlangeDocument1 pageTable Torque Tabel Torsi Baut FlangeDwi Mulyanti Dwimulyantishop100% (1)
- Gardner Denver TDE GD-180TDocument2 pagesGardner Denver TDE GD-180TAndres Felipe Garcia ReinaNo ratings yet
- Armored Armored: Conduit Filling Chart For Armored LV CablesDocument1 pageArmored Armored: Conduit Filling Chart For Armored LV CablesVineeth KrishnarajNo ratings yet
- Maryland Metrics - Thread Data ChartsDocument3 pagesMaryland Metrics - Thread Data ChartsVIVEK UPADHYAYNo ratings yet
- Comparação Entre NBR-AISC-Eurocode - LigaçõesDocument2 pagesComparação Entre NBR-AISC-Eurocode - LigaçõesAnderson GuerraNo ratings yet
- Tabla de Bridas y Esparragos PDFDocument1 pageTabla de Bridas y Esparragos PDFjairo ardila100% (1)
- Torque Values For Standard Hardware: Imperial BoltsDocument5 pagesTorque Values For Standard Hardware: Imperial BoltsHugh O'Brien GwazeNo ratings yet
- Data Sheet 31 - Fig TP703 Flat Plate StrainerDocument1 pageData Sheet 31 - Fig TP703 Flat Plate StrainerSteve NewmanNo ratings yet
- Data Sheet 31 - Fig Tp703 Flat Plate StrainerDocument1 pageData Sheet 31 - Fig Tp703 Flat Plate StrainerSteve NewmanNo ratings yet
- Steel Bolt TorqueDocument1 pageSteel Bolt TorqueMohamed el attarNo ratings yet
- Codo 90Document1 pageCodo 90RoLopNo ratings yet
- Arrowline Sae 100 R 1Document1 pageArrowline Sae 100 R 1mohammed sulaimanNo ratings yet
- Gardner Denver QAF GD-300QDocument2 pagesGardner Denver QAF GD-300QAndres Felipe Garcia ReinaNo ratings yet
- National Pipe Tapered Thread (NPT)Document3 pagesNational Pipe Tapered Thread (NPT)Mechtek LabNo ratings yet
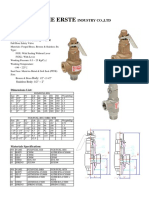
- Die Erste: Another Work of ArtDocument3 pagesDie Erste: Another Work of Artisa.cuenta.26No ratings yet
- Tensioner (Hydra Tight)Document1 pageTensioner (Hydra Tight)Teck Tiong HuanNo ratings yet
- Pages From Ornit - Digital - Catalog - 2019Document1 pagePages From Ornit - Digital - Catalog - 2019rsluckyNo ratings yet
- Water Flow (GPM/GPH) Based On Pipe Size and Inside/Outside DiametersDocument2 pagesWater Flow (GPM/GPH) Based On Pipe Size and Inside/Outside DiametersRAVI KATHIRAVAN0% (1)
- Export Copper ACR Tube ASNZS 1571 ASTM B280 BSEN 12735 E67 19 LRDocument6 pagesExport Copper ACR Tube ASNZS 1571 ASTM B280 BSEN 12735 E67 19 LRbinkei.bdxNo ratings yet
- United States Census Figures Back to 1630From EverandUnited States Census Figures Back to 1630No ratings yet
- British Commercial Computer Digest: Pergamon Computer Data SeriesFrom EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNo ratings yet