You might also like
- 7 M Kompozity MatriceDocument6 pages7 M Kompozity MatriceMagomed GuseynovNo ratings yet
- Uhlíkové Kompozity V Konstrukci Vzducholodí Graphite Composites Used in The Airship DesignDocument4 pagesUhlíkové Kompozity V Konstrukci Vzducholodí Graphite Composites Used in The Airship Designa30bNo ratings yet
- Zadání OdlitekDocument11 pagesZadání Odliteknevim105no71No ratings yet
- Ed4c129e Uploaded Tl-CemflowDocument14 pagesEd4c129e Uploaded Tl-CemflowJozsef LukaNo ratings yet
- DINITROL - Paste - Technicky ListDocument2 pagesDINITROL - Paste - Technicky ListpeterNo ratings yet
- Tur Convar I SealDocument37 pagesTur Convar I Seala100acomNo ratings yet
- Sadrokarton Navody A Tipy Pro VystavbuDocument13 pagesSadrokarton Navody A Tipy Pro VystavbuflejbyNo ratings yet
- TriboTechnika 2 2017Document64 pagesTriboTechnika 2 2017TechPark Vydavatelstvo100% (1)
- Technický ListDocument2 pagesTechnický ListDominikMüllerNo ratings yet
- Adoc - Pub Hodnoceni Kvality Natr Ing Hana Geiplova Svuom SroDocument61 pagesAdoc - Pub Hodnoceni Kvality Natr Ing Hana Geiplova Svuom SroMagdalena TylichováNo ratings yet
- Instalační PěnaDocument1 pageInstalační PěnaMartin SteinNo ratings yet
- 06 - Řezání Vodním Paprskem - Část1Document15 pages06 - Řezání Vodním Paprskem - Část1x2vqcky5v2No ratings yet
- Stropsystem Goldbeck Katalog 2014 WebDocument28 pagesStropsystem Goldbeck Katalog 2014 WebEvaŠachováNo ratings yet
- VT 8 ProfiDocument2 pagesVT 8 ProfiEvaŠachováNo ratings yet
- TriboTechnika 6 2013Document68 pagesTriboTechnika 6 2013technikaNo ratings yet
- ROBERLO Prezentace CZDocument41 pagesROBERLO Prezentace CZmbNo ratings yet
- Katalog PSí Hubík 2012Document67 pagesKatalog PSí Hubík 2012Jan TreutnerNo ratings yet
- LEPIDLA - SKRIPTA - ZvýrazněnyDocument11 pagesLEPIDLA - SKRIPTA - Zvýrazněnyp6tptd2w4dNo ratings yet
- Technologičnost KonstrukceDocument40 pagesTechnologičnost KonstrukceMichal Vilhelm100% (1)
- TriboTechnika 2014 2Document84 pagesTriboTechnika 2014 2technikaNo ratings yet
- Stropsystem Goldbeck Katalog 2014 Web PDFDocument28 pagesStropsystem Goldbeck Katalog 2014 Web PDFEvaŠachováNo ratings yet
- Verlegeanleitung PREFALZ. ObsahDocument22 pagesVerlegeanleitung PREFALZ. ObsahMatjaž FerencNo ratings yet
- Vlastnosti Betonu, Zatřídění A Druhy Betonu, Kontrola Jakosti BetonuDocument3 pagesVlastnosti Betonu, Zatřídění A Druhy Betonu, Kontrola Jakosti BetonuJan TurekNo ratings yet
- Návod K Obsluze A Údržbě Oken A Dveří Z PVCDocument6 pagesNávod K Obsluze A Údržbě Oken A Dveří Z PVCAdam AdamNo ratings yet
- Postupy A Rady Akusticka PenaDocument5 pagesPostupy A Rady Akusticka PenaSheila MossNo ratings yet
- Instalace A Udrzba Kobercu CZDocument2 pagesInstalace A Udrzba Kobercu CZBlaha BlahovyNo ratings yet
- ROBERLO KompletníDocument70 pagesROBERLO KompletnímbNo ratings yet
- Ducera Press: Gebrauchsanweisung Instructions For Use - MultilingualDocument104 pagesDucera Press: Gebrauchsanweisung Instructions For Use - MultilingualСергей КартавицкийNo ratings yet
- Temal 600Document2 pagesTemal 600daniel.kluzNo ratings yet
- SPR - 20. Celoplastove Korunky Plastove-1Document22 pagesSPR - 20. Celoplastove Korunky Plastove-1apple007543No ratings yet
- Zásady Správného Ošetřování BetonuDocument4 pagesZásady Správného Ošetřování BetonuPetr HorákNo ratings yet
- CZ Podklad Pro NavrhovaniDocument248 pagesCZ Podklad Pro NavrhovaniJakub ŠachNo ratings yet
- O KroužkyDocument164 pagesO KroužkyAndrea HurkováNo ratings yet
- Montážní Pěna NízkoexpanzníDocument1 pageMontážní Pěna NízkoexpanzníMartin SteinNo ratings yet
- Ytong TahakDocument2 pagesYtong TahakBalbalaManiukNo ratings yet
- PX TL Protiplisnova PenetraceDocument2 pagesPX TL Protiplisnova PenetracePetr GodulaNo ratings yet
- Te-Econom Plus, Flow, BondDocument40 pagesTe-Econom Plus, Flow, BondryanrahmanNo ratings yet
- Katalog Dopravní I - 2017Document53 pagesKatalog Dopravní I - 2017theoNo ratings yet
- STYL Plzen - Zavod Tesneni A KompletaceDocument2 pagesSTYL Plzen - Zavod Tesneni A KompletaceMiroslav HradskýNo ratings yet
- Technický List KronospanDocument3 pagesTechnický List KronospanGóc Thư GiãnNo ratings yet
- Zarove Nastriky ChromovaniDocument4 pagesZarove Nastriky ChromovaniMichal MěsteckýNo ratings yet
- Semmelrock Technicke Listy Citytop Grande Kombi DlazbaDocument1 pageSemmelrock Technicke Listy Citytop Grande Kombi DlazbaMartin MayerNo ratings yet
- Soudafoam 2kDocument1 pageSoudafoam 2kMartin SteinNo ratings yet
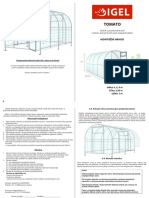
- Návod Montáž Skleníku TomatoDocument4 pagesNávod Montáž Skleníku TomatoJelinek ŽákNo ratings yet
- SPR - 16. Korunkove Inleje1-1Document6 pagesSPR - 16. Korunkove Inleje1-1apple007543No ratings yet
- Medix XG: Univerzální Zelenocitlivý Rentgenový FilmDocument1 pageMedix XG: Univerzální Zelenocitlivý Rentgenový FilmMichael SudekNo ratings yet
- 2012 KATALOG HNS Mechanix TAKUBOMATICDocument9 pages2012 KATALOG HNS Mechanix TAKUBOMATICMartinNo ratings yet
- F2 DP 2019 Mares Dominik Vstrikovani Plastu Vyztuzenych Sklenenymi Vlakny A Jejich Pouziti V Automobilovem PrumysluDocument86 pagesF2 DP 2019 Mares Dominik Vstrikovani Plastu Vyztuzenych Sklenenymi Vlakny A Jejich Pouziti V Automobilovem PrumysluIvan ŠefčíkNo ratings yet
- TriboTechnika 4 2016 PDFDocument68 pagesTriboTechnika 4 2016 PDFAnonymous f892dj2UzNo ratings yet
- 623 - Fazetovane KorunkyDocument14 pages623 - Fazetovane KorunkyDiplomovaný Zubní TechnikNo ratings yet
- SurTec 883 XT - Jediná Třívalentní Dekorativní Chromovací Technologie Se Vzhledem Identickým K Chromování Na Bázi Šestivalentního ChromuDocument4 pagesSurTec 883 XT - Jediná Třívalentní Dekorativní Chromovací Technologie Se Vzhledem Identickým K Chromování Na Bázi Šestivalentního ChromuRoman KNo ratings yet
- Tds Izolmat Plan Pye g200 s40 CZDocument3 pagesTds Izolmat Plan Pye g200 s40 CZMark SmithNo ratings yet
- Brochure Thermoformer Range enDocument52 pagesBrochure Thermoformer Range enRoman SliwkaNo ratings yet
- TriboTechnika 1 2017Document64 pagesTriboTechnika 1 2017TechPark VydavatelstvoNo ratings yet
- VEKRA Katalog Okna Dvere 2022-2023Document50 pagesVEKRA Katalog Okna Dvere 2022-20237wwk7dq2r7No ratings yet
- Zpracovani OtazekDocument59 pagesZpracovani OtazeknamNo ratings yet
- Primus 2012Document63 pagesPrimus 2012Tomas ChudjakNo ratings yet
- Laminování, Solidifikace Odpadu PODocument6 pagesLaminování, Solidifikace Odpadu POPETR SMITHNo ratings yet
- Technicke - Listy - A4 - TMELY - Nový RapidDocument1 pageTechnicke - Listy - A4 - TMELY - Nový Rapiddaniel.kluzNo ratings yet