You might also like
- Liti Do Pisku Netrvala FormaDocument25 pagesLiti Do Pisku Netrvala FormaPetrNo ratings yet
- Brusné A Leštící Prostředky A NástrojeDocument4 pagesBrusné A Leštící Prostředky A NástrojeZdeněk HovorkaNo ratings yet
- 13-Výroba PyramidyDocument6 pages13-Výroba PyramidyLea ShantiNo ratings yet
- SPR - 20. Celoplastove Korunky Plastove-1Document22 pagesSPR - 20. Celoplastove Korunky Plastove-1apple007543No ratings yet
- Technologie Výroby KompozitůDocument16 pagesTechnologie Výroby KompozitůMartin UnknownNo ratings yet
- ! - Skripta - Stroje Pro Zemní PráceDocument87 pages! - Skripta - Stroje Pro Zemní Práceapi-3702628100% (1)
- Ed4c129e Uploaded Tl-CemflowDocument14 pagesEd4c129e Uploaded Tl-CemflowJozsef LukaNo ratings yet
- Povrchy Kovů Jako NovéDocument6 pagesPovrchy Kovů Jako Novépfigifox100% (1)
- Slovnik TematickyDocument23 pagesSlovnik TematickyThaliaSodi11No ratings yet
- 03 - Polotovary A PřídavkyDocument26 pages03 - Polotovary A PřídavkyHonza KoutNo ratings yet
- Výroba BetonuDocument2 pagesVýroba BetonuTraXNo ratings yet
- Zte 8Document9 pagesZte 8cizmarondrej5No ratings yet
- Uhlíkové Kompozity V Konstrukci Vzducholodí Graphite Composites Used in The Airship DesignDocument4 pagesUhlíkové Kompozity V Konstrukci Vzducholodí Graphite Composites Used in The Airship Designa30bNo ratings yet
- Sadrokarton Navody A Tipy Pro VystavbuDocument13 pagesSadrokarton Navody A Tipy Pro VystavbuflejbyNo ratings yet
- Zásady Správného Ošetřování BetonuDocument4 pagesZásady Správného Ošetřování BetonuPetr HorákNo ratings yet
- 05 SuchanekDocument42 pages05 Suchanekjanvrut91No ratings yet
- Verlegeanleitung PREFALZ. ObsahDocument22 pagesVerlegeanleitung PREFALZ. ObsahMatjaž FerencNo ratings yet
- SPR - 16. Korunkove Inleje1-1Document6 pagesSPR - 16. Korunkove Inleje1-1apple007543No ratings yet
- Ducera Press: Gebrauchsanweisung Instructions For Use - MultilingualDocument104 pagesDucera Press: Gebrauchsanweisung Instructions For Use - MultilingualСергей КартавицкийNo ratings yet
- Semmelrock Technicke Listy Citytop Grande Kombi DlazbaDocument1 pageSemmelrock Technicke Listy Citytop Grande Kombi DlazbaMartin MayerNo ratings yet
- Otys - Recyklační Linka Na Odpadní BetonDocument33 pagesOtys - Recyklační Linka Na Odpadní BetonRiskoNo ratings yet
- Složky BetonuDocument2 pagesSložky BetonuJan TurekNo ratings yet
- SPR - 15. Zhotoveni Pracovnich ModeluDocument28 pagesSPR - 15. Zhotoveni Pracovnich Modeluapple007543No ratings yet
- Modelové MateriályDocument13 pagesModelové Materiálychvalovka.lNo ratings yet
- Přednáška Sklo, KeramikaDocument6 pagesPřednáška Sklo, KeramikaAutistaNo ratings yet
- Plastársky SlovnikDocument14 pagesPlastársky Slovnikpeter KunčNo ratings yet
- SPR - 17. Korenove Inleje 2020-1Document24 pagesSPR - 17. Korenove Inleje 2020-1apple007543No ratings yet
- Vlastnosti Betonu, Zatřídění A Druhy Betonu, Kontrola Jakosti BetonuDocument3 pagesVlastnosti Betonu, Zatřídění A Druhy Betonu, Kontrola Jakosti BetonuJan TurekNo ratings yet
- ST 5003 Netopené Tlakové NádobyDocument7 pagesST 5003 Netopené Tlakové NádobyMaksim.em001No ratings yet
- Technický List KronospanDocument3 pagesTechnický List KronospanGóc Thư GiãnNo ratings yet
- CZ Podklad Pro Provadeni PDFDocument212 pagesCZ Podklad Pro Provadeni PDFseobrnoNo ratings yet
- cms2 05Document66 pagescms2 05api-3709939100% (1)
- Tavení SkelDocument4 pagesTavení Skeldmwffd5779No ratings yet
- Adoc - Pub Hodnoceni Kvality Natr Ing Hana Geiplova Svuom SroDocument61 pagesAdoc - Pub Hodnoceni Kvality Natr Ing Hana Geiplova Svuom SroMagdalena TylichováNo ratings yet
- Znaceni MaterialuDocument86 pagesZnaceni MaterialuJonas RadaNo ratings yet
- ST 5004 Kovová Průmyslová PotrubíDocument8 pagesST 5004 Kovová Průmyslová PotrubíMaksim.em001No ratings yet
- TriboTechnika 2 2017Document64 pagesTriboTechnika 2 2017TechPark Vydavatelstvo100% (1)
- 3) Slinuté Řezné Materiály, Nepovlakované A Povlakované MateriályDocument6 pages3) Slinuté Řezné Materiály, Nepovlakované A Povlakované Materiálygxzpcmqs27No ratings yet
- KM Beta - Leták TAŠKA BETONOVÁ ODVĚTRACÍDocument2 pagesKM Beta - Leták TAŠKA BETONOVÁ ODVĚTRACÍJaroslav BystrickyNo ratings yet
- Fixní Protetika - Dělený Model - 2016Document28 pagesFixní Protetika - Dělený Model - 2016Diplomovaný Zubní TechnikNo ratings yet
- SurTec ČR - Výhody A Nevýhody Čištění Na Vodní BáziDocument21 pagesSurTec ČR - Výhody A Nevýhody Čištění Na Vodní BáziRoman KNo ratings yet
- SPR - 19. Esteticka Fazeta-1Document2 pagesSPR - 19. Esteticka Fazeta-1apple007543No ratings yet
- RPMT OzubDocument11 pagesRPMT OzubMichael ZörklerNo ratings yet
- KM Beta - Leták Akce Větrací Pás 2010Document4 pagesKM Beta - Leták Akce Větrací Pás 2010Jaroslav BystrickyNo ratings yet
- 623 - Fazetovane KorunkyDocument14 pages623 - Fazetovane KorunkyDiplomovaný Zubní TechnikNo ratings yet
- STYL Plzen - Zavod Tesneni A KompletaceDocument2 pagesSTYL Plzen - Zavod Tesneni A KompletaceMiroslav HradskýNo ratings yet
- 2017 BP Burjeta Michal 170588Document40 pages2017 BP Burjeta Michal 170588Saso MangeNo ratings yet
- Klasifikatori - Tehnoloski PostupciDocument7 pagesKlasifikatori - Tehnoloski Postupcistudent_blNo ratings yet
- CZ Podklad Pro NavrhovaniDocument248 pagesCZ Podklad Pro NavrhovaniJakub ŠachNo ratings yet
- Katalog Dopravní I - 2017Document53 pagesKatalog Dopravní I - 2017theoNo ratings yet
- 06 - Řezání Vodním Paprskem - Část1Document15 pages06 - Řezání Vodním Paprskem - Část1x2vqcky5v2No ratings yet
- Sito +1Document1 pageSito +1klaarka2004No ratings yet
- Obnovitelné EnergieDocument7 pagesObnovitelné Energiemartina.rosiNo ratings yet
- Laminování, Solidifikace Odpadu PODocument6 pagesLaminování, Solidifikace Odpadu POPETR SMITHNo ratings yet
- 04 Základy Vrtání 2.částDocument6 pages04 Základy Vrtání 2.částLukáš TrchalíkNo ratings yet
- Technický ListDocument2 pagesTechnický ListDominikMüllerNo ratings yet
- Smršťvací PruhyDocument6 pagesSmršťvací PruhyTomáš HozmanNo ratings yet
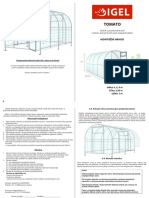
- Návod Montáž Skleníku TomatoDocument4 pagesNávod Montáž Skleníku TomatoJelinek ŽákNo ratings yet
- Příručka Pracovníka S BetonemDocument41 pagesPříručka Pracovníka S BetonemmajkyyNo ratings yet