You might also like
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- Hot RollingDocument10 pagesHot Rollingpoom2007No ratings yet
- COMET 2018 Presentation - S K ShuklaDocument22 pagesCOMET 2018 Presentation - S K ShuklaskshuklaNo ratings yet
- Artigo 4Document7 pagesArtigo 4Kawan BartrasNo ratings yet
- The TEMPCORE ProcessDocument15 pagesThe TEMPCORE ProcessShanna Lee100% (1)
- Chalcogenide Letters Vol. 6, No. 8, September 2009, P. 403Document12 pagesChalcogenide Letters Vol. 6, No. 8, September 2009, P. 403Brandon StoneNo ratings yet
- Metallurgical and Micostructural Effect On CVN Impact Toughness in 2,25Cr1Mo Weld MetalDocument16 pagesMetallurgical and Micostructural Effect On CVN Impact Toughness in 2,25Cr1Mo Weld MetalMubeenNo ratings yet
- Tech Rep 4-2011 Copper Zirkonium AlloysDocument14 pagesTech Rep 4-2011 Copper Zirkonium AlloysBahadır UysalNo ratings yet
- Homework06-Fig and TablesDocument4 pagesHomework06-Fig and TablesapiratzNo ratings yet
- Unit-I Heat Treatment of SuperalloysDocument15 pagesUnit-I Heat Treatment of SuperalloysJ JhansibaiNo ratings yet
- Thermo-Mechanical Treatment of The C-MN Steel With NB, Ti, V and B MicroadditionsDocument4 pagesThermo-Mechanical Treatment of The C-MN Steel With NB, Ti, V and B MicroadditionsGaurav TripathiNo ratings yet
- Low Temperature Embrittlement Studies On Stainless Steel 304 LN TIG WeldsDocument10 pagesLow Temperature Embrittlement Studies On Stainless Steel 304 LN TIG WeldsRajmchzNo ratings yet
- High Temperature Corrosion of Ni Based Alloy Inconel 740H in Simulated Coal-Ash and Flue-Gas EnvironmentsDocument7 pagesHigh Temperature Corrosion of Ni Based Alloy Inconel 740H in Simulated Coal-Ash and Flue-Gas EnvironmentsAnonymous lmCR3SkPrKNo ratings yet
- Realization of ITS-90 From 273.15 K Through 1234.93 K, One Company's ApproachDocument11 pagesRealization of ITS-90 From 273.15 K Through 1234.93 K, One Company's ApproachAndres LarrahonaNo ratings yet
- Detremination of CCT Diagrams by Thermal Anal of HSLA Bainitic Submitet To Thermomech TreatDocument5 pagesDetremination of CCT Diagrams by Thermal Anal of HSLA Bainitic Submitet To Thermomech TreatLjubica MilovicNo ratings yet
- Metals: Influence of Hot Forging Parameters On A Low Carbon Continuous Cooling Bainitic Steel MicrostructureDocument11 pagesMetals: Influence of Hot Forging Parameters On A Low Carbon Continuous Cooling Bainitic Steel Microstructureth34560No ratings yet
- Very Strong Low Temp BainiteDocument6 pagesVery Strong Low Temp BainiteS RamakrishnaNo ratings yet
- Evolution of Microstructural Banding During The Manufacturing Process of Dual Phase SteelsDocument3 pagesEvolution of Microstructural Banding During The Manufacturing Process of Dual Phase SteelsWazir Shah KazmiNo ratings yet
- Datasheet PDFDocument3 pagesDatasheet PDFShady MohamedNo ratings yet
- P91TPDocument37 pagesP91TPPhong ĐỗNo ratings yet
- Effect of Austempering Time On Microstructure and Properties of A Low-Carbon Bainite SteelDocument7 pagesEffect of Austempering Time On Microstructure and Properties of A Low-Carbon Bainite Steelمسعود بوزويرNo ratings yet
- Property Improvement of Subzero/Cryogenic Heat Treated Camshafts Made of 8620H, 16Mncr5 and 100Cr6 SteelsDocument4 pagesProperty Improvement of Subzero/Cryogenic Heat Treated Camshafts Made of 8620H, 16Mncr5 and 100Cr6 SteelsSama UmateNo ratings yet
- 1.3343 HS6-5-2CDocument3 pages1.3343 HS6-5-2CmustafabodurNo ratings yet
- Elimination of Crystallinity in Fractured Surface of Medium Carbon Low Alloy Steel Plates Through Process ImprovementDocument9 pagesElimination of Crystallinity in Fractured Surface of Medium Carbon Low Alloy Steel Plates Through Process ImprovementCris CristyNo ratings yet
- Y-A350 GearDocument7 pagesY-A350 Gearshaotao guoNo ratings yet
- P5 T5 Engl PDFDocument3 pagesP5 T5 Engl PDFshantilalNo ratings yet
- P5 T5 Engl PDFDocument3 pagesP5 T5 Engl PDFshantilalNo ratings yet
- Material Inconel 600Document16 pagesMaterial Inconel 600arvindgupta_2005100% (1)
- Magnetic NDE Characterization of Tempered 2.25Cr-1Mo SteelDocument19 pagesMagnetic NDE Characterization of Tempered 2.25Cr-1Mo SteelApoorv KrishnaNo ratings yet
- CA 6NM CastingsDocument11 pagesCA 6NM CastingsvasanthiNo ratings yet
- P92 Paper IIW Conference GrazDocument13 pagesP92 Paper IIW Conference GrazzhangxingzydNo ratings yet
- Riopipeline2019 1197 201906020505paper Ibp1197 19 RDocument10 pagesRiopipeline2019 1197 201906020505paper Ibp1197 19 Rbarraocos emailsNo ratings yet
- Faria AISTech 2019Document9 pagesFaria AISTech 2019Mada TetoNo ratings yet
- 10 0000@www Onepetro org@conference-paper@NACE-2019-12783Document13 pages10 0000@www Onepetro org@conference-paper@NACE-2019-12783rajiv_quantumNo ratings yet
- Material IDocument30 pagesMaterial IgabrieleNo ratings yet
- 02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocument12 pages02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical Applicationsivanmatijevic100% (1)
- Nitriding Problems On Rolled Rings Made of 42crmo4: MemorieDocument6 pagesNitriding Problems On Rolled Rings Made of 42crmo4: MemoriebcachNo ratings yet
- Alloy Steel p22 PlatesDocument3 pagesAlloy Steel p22 PlatesMiguel PulidoNo ratings yet
- Asanovic, 2004Document7 pagesAsanovic, 2004Muhammad Falqi YusufNo ratings yet
- Sciencedi Rect: Effect of Heat Treatment Process On Properties of 1000 Mpa Ultra-High Strength SteelDocument6 pagesSciencedi Rect: Effect of Heat Treatment Process On Properties of 1000 Mpa Ultra-High Strength SteelDodiFitriyadiNo ratings yet
- 5 - Duplex Stainless Steels and Nickel AlloysDocument44 pages5 - Duplex Stainless Steels and Nickel AlloysdennykvgNo ratings yet
- 94 PDFDocument8 pages94 PDFNancy Carolina Prieto MartinezNo ratings yet
- Incoloy Alloy 825Document4 pagesIncoloy Alloy 825Roman PaduaNo ratings yet
- Influence of The Normalizing Rolling Parameters On The Toughness of A NB, V and Ti Microalloyed Steel Processed in The Gerdau Plate MillDocument8 pagesInfluence of The Normalizing Rolling Parameters On The Toughness of A NB, V and Ti Microalloyed Steel Processed in The Gerdau Plate MillJJNo ratings yet
- Metals: Design of A Nickel-Based Bond-Coat Alloy For Thermal Barrier Coatings On Copper SubstratesDocument16 pagesMetals: Design of A Nickel-Based Bond-Coat Alloy For Thermal Barrier Coatings On Copper SubstratesDean DatthaNo ratings yet
- CM247LCDocument29 pagesCM247LCMathi LoguNo ratings yet
- PhysicsDocument5 pagesPhysicsAditya Budi FauziNo ratings yet
- Alloy 276 Spec SheetDocument3 pagesAlloy 276 Spec SheetJAYA BHARATHA REDDYNo ratings yet
- C Media:-Open Air CoolingDocument2 pagesC Media:-Open Air Coolingsachin2712No ratings yet
- Basic Coated Electrode For Creep Resisting Steels: 1501 GR 622 To 1504 GR 622, BS 359 GR 622/640 1503 GR 660, 1504Gr 660Document1 pageBasic Coated Electrode For Creep Resisting Steels: 1501 GR 622 To 1504 GR 622, BS 359 GR 622/640 1503 GR 660, 1504Gr 660mohamed AdelNo ratings yet
- Research Article: Mandana Zebarjadi Sar, Silvia Barella, Andrea Gruttadauria, Davide Mombelli, and Carlo MapelliDocument8 pagesResearch Article: Mandana Zebarjadi Sar, Silvia Barella, Andrea Gruttadauria, Davide Mombelli, and Carlo MapelliAnisur RahamanNo ratings yet
- Bio-Functionalization of Silicon Nitride-Based Piezo-Resistive MicrocantileversDocument7 pagesBio-Functionalization of Silicon Nitride-Based Piezo-Resistive MicrocantileversNitin KaleNo ratings yet
- Structural SteelsDocument5 pagesStructural SteelsijazNo ratings yet
- Metals 07 00040 v2Document11 pagesMetals 07 00040 v2Hany KhalifaNo ratings yet
- ASM Material Data Sheet PDFDocument2 pagesASM Material Data Sheet PDFtiele_barcelosNo ratings yet
- $RYMI2T7Document24 pages$RYMI2T7sid mebarekNo ratings yet
- VDM Data Sheet Nicrofer 6025 HT - e PDFDocument0 pagesVDM Data Sheet Nicrofer 6025 HT - e PDFeugenio.gutenbertNo ratings yet
- Characterization of The Superalloy Inconel 718 After Double Aging Heat TreatmentDocument8 pagesCharacterization of The Superalloy Inconel 718 After Double Aging Heat TreatmentanshuNo ratings yet
- Heat Treatment of Steel: Assessment Performance CriteriaDocument6 pagesHeat Treatment of Steel: Assessment Performance CriteriaMahmoud AlwasifNo ratings yet
- InvarDocument5 pagesInvardusan.papez9216No ratings yet
- Development of Basic Gunning Mixes: Comparison of Laboratory Trials, Thermochemical Calculations and Steel Plant TrialsDocument10 pagesDevelopment of Basic Gunning Mixes: Comparison of Laboratory Trials, Thermochemical Calculations and Steel Plant TrialsJJNo ratings yet
- Optimized Heating of Steel Slabs With Radar MeasurementsDocument14 pagesOptimized Heating of Steel Slabs With Radar MeasurementsJJNo ratings yet
- Controlling Equipment Failures Caused by Petroleum-Based Fluid DegradationDocument6 pagesControlling Equipment Failures Caused by Petroleum-Based Fluid DegradationJJNo ratings yet
- The Causes and Effects of The Keys Missed in The Main Hoist Gear Reducer On The Ladle CranesDocument20 pagesThe Causes and Effects of The Keys Missed in The Main Hoist Gear Reducer On The Ladle CranesJJNo ratings yet
- Advanced Profile Control: Model - Optimization - ContourDocument8 pagesAdvanced Profile Control: Model - Optimization - ContourJJNo ratings yet
- Analysis of The Effects of Oxygen Enrichment in A Reheating FurnaceDocument12 pagesAnalysis of The Effects of Oxygen Enrichment in A Reheating FurnaceJJNo ratings yet
- Inhibition Effect of CaO-ZrO2-C Nozzles On Alumina Deposition in Continuous Casting of Al-Killed SteelDocument8 pagesInhibition Effect of CaO-ZrO2-C Nozzles On Alumina Deposition in Continuous Casting of Al-Killed SteelJJNo ratings yet
- Advanced Cold Isostatic Press MgO-C BrickDocument10 pagesAdvanced Cold Isostatic Press MgO-C BrickJJNo ratings yet
- Reheat Furnace Efficiency at Laverton Rod MillDocument12 pagesReheat Furnace Efficiency at Laverton Rod MillJJNo ratings yet
- Mathematical Model of Static and Dynamic Recrystallization, Roll Force and Mean Flow Stress of The Nb-Microalloyed Steels For Plain Steel Hot Roughing MillDocument10 pagesMathematical Model of Static and Dynamic Recrystallization, Roll Force and Mean Flow Stress of The Nb-Microalloyed Steels For Plain Steel Hot Roughing MillJJNo ratings yet
- Non-Destructive Magnetic Measurements and Thermodynamics Calculations For Evaluation of Carburization of Tubes During PyrolysisDocument8 pagesNon-Destructive Magnetic Measurements and Thermodynamics Calculations For Evaluation of Carburization of Tubes During PyrolysisJJNo ratings yet
- How Furnace Model Predictive Control Forecasts Transitions To Enhance Strip Quality and ProductivityDocument12 pagesHow Furnace Model Predictive Control Forecasts Transitions To Enhance Strip Quality and ProductivityJJNo ratings yet
- Carburization Degree, Pyrolysis, Non-Destructive Techniques, Thermodynamics Calculation, Diffusion CalculationDocument10 pagesCarburization Degree, Pyrolysis, Non-Destructive Techniques, Thermodynamics Calculation, Diffusion CalculationJJNo ratings yet
- Development of Ti-Nb Microalloyed HSLA and UHSS On A Thin-Slab Casting and Rolling MillDocument8 pagesDevelopment of Ti-Nb Microalloyed HSLA and UHSS On A Thin-Slab Casting and Rolling MillJJNo ratings yet
- Effect of Allotriomorphic Ferrite Thickness On Advanced High-Strength Steel ToughnessDocument12 pagesEffect of Allotriomorphic Ferrite Thickness On Advanced High-Strength Steel ToughnessJJNo ratings yet
- Evolution of Oxide Inclusions in 304 Stainless Steel Treated by Rare Earth During Isothermal Heating at 1,473 K (1,200°C)Document6 pagesEvolution of Oxide Inclusions in 304 Stainless Steel Treated by Rare Earth During Isothermal Heating at 1,473 K (1,200°C)JJNo ratings yet
- Systematic Optimization Creates Higher CompetitivenessDocument6 pagesSystematic Optimization Creates Higher CompetitivenessJJNo ratings yet
- Achieving Optimal Energy Savings in Hot Strip Mills With Predictive SolutionDocument8 pagesAchieving Optimal Energy Savings in Hot Strip Mills With Predictive SolutionJJNo ratings yet
- Process Optimization and Product Metallurgy in Long ProductsDocument12 pagesProcess Optimization and Product Metallurgy in Long ProductsJJNo ratings yet
- Modernization of Continuous Casting Machine in The Era of Intelligent ManufacturingDocument12 pagesModernization of Continuous Casting Machine in The Era of Intelligent ManufacturingJJNo ratings yet
- Texture and Mechanical Behavior of UNS S32205 Duplex Stainless Steel Processed by Warm, Cold Rolling and AnnealingDocument8 pagesTexture and Mechanical Behavior of UNS S32205 Duplex Stainless Steel Processed by Warm, Cold Rolling and AnnealingJJNo ratings yet
- The Effect of Heat Treatment On The HAZ Microhardness and Fracture Resistance of Weld Joints of ABS EH36 150-mm Heavy Plates For Monopiles of Offshore Wind GeneratorsDocument10 pagesThe Effect of Heat Treatment On The HAZ Microhardness and Fracture Resistance of Weld Joints of ABS EH36 150-mm Heavy Plates For Monopiles of Offshore Wind GeneratorsJJNo ratings yet
- Effect of Solution Treatment On Grain Size and Toughness of Lightweight Fe-Mn-Al-C SteelDocument10 pagesEffect of Solution Treatment On Grain Size and Toughness of Lightweight Fe-Mn-Al-C SteelJJNo ratings yet
- Practical Mitigation Procedures To Control Hydrogen-Related Damage During Production of Structural SteelsDocument12 pagesPractical Mitigation Procedures To Control Hydrogen-Related Damage During Production of Structural SteelsJJNo ratings yet
- Effect of M-EMS On Steel Solidification Behavior of A Round Billet CastingDocument12 pagesEffect of M-EMS On Steel Solidification Behavior of A Round Billet CastingJJNo ratings yet
- Advanced Continuous Annealing Technology and Application For High-Strength SteelDocument10 pagesAdvanced Continuous Annealing Technology and Application For High-Strength SteelJJNo ratings yet
- Development of A Predictive Tundish Open Eye Model Using Artificial Neural Network (ANN)Document12 pagesDevelopment of A Predictive Tundish Open Eye Model Using Artificial Neural Network (ANN)JJNo ratings yet
- Modeling of Multiphase Flow and Argon Bubble Entrapment in Continuous Slab Casting of SteelDocument14 pagesModeling of Multiphase Flow and Argon Bubble Entrapment in Continuous Slab Casting of SteelJJNo ratings yet
- 3D Thermal-Mechanical Model of Solidifying Steel StrandDocument12 pages3D Thermal-Mechanical Model of Solidifying Steel StrandJJNo ratings yet
- Development of A Predictive Model For Minimizing Ladle Desulfurization Cycle Time and Associated CostsDocument14 pagesDevelopment of A Predictive Model For Minimizing Ladle Desulfurization Cycle Time and Associated CostsJJNo ratings yet
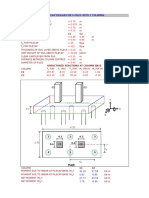
- Pile Cap For 6 PilesDocument4 pagesPile Cap For 6 PilesHemant Sonawadekar100% (2)
- TUT-Photoelectric EffectDocument30 pagesTUT-Photoelectric EffectThabelo NgwenyaNo ratings yet
- The Physical Dimension of God's VoiceDocument11 pagesThe Physical Dimension of God's VoiceRodger JonesNo ratings yet
- User Manual: EM Clamp For Immunity Tests Acc. EN 61000-4-6Document7 pagesUser Manual: EM Clamp For Immunity Tests Acc. EN 61000-4-6spohanNo ratings yet
- Mixology Mixing EbookDocument227 pagesMixology Mixing EbookChloe JimzNo ratings yet
- Ieee Paper 1Document5 pagesIeee Paper 1Chandan LawrenceNo ratings yet
- First Law of ThermodynamicsDocument5 pagesFirst Law of Thermodynamicssanket dashNo ratings yet
- Fire WaterDocument7 pagesFire WaterMohammad MohseniNo ratings yet
- Conical Water TankDocument64 pagesConical Water TankRiyaz Siddique100% (1)
- Plasma: Plasma (from Greek πλάσμα, "anything formed"Document7 pagesPlasma: Plasma (from Greek πλάσμα, "anything formed"Maitri ShahNo ratings yet
- Physics Full PDF EMDocument125 pagesPhysics Full PDF EMhirankaNo ratings yet
- ISO+556-2020 Coke (Greater Than 20 MM in Size) - Determination of Mechan...Document17 pagesISO+556-2020 Coke (Greater Than 20 MM in Size) - Determination of Mechan...Julio PadillaNo ratings yet
- GT2007 27064 PDFDocument10 pagesGT2007 27064 PDFEfrain ValleNo ratings yet
- Physics Laws of MotionDocument9 pagesPhysics Laws of MotionLux SilverNo ratings yet
- Cree Plcc8 4 in 1 SMD Led Clr6A-Tkw: Product Family Data SheetDocument17 pagesCree Plcc8 4 in 1 SMD Led Clr6A-Tkw: Product Family Data SheetguciNo ratings yet
- FEA Simulation of Metal CuttingDocument6 pagesFEA Simulation of Metal CuttingAnonymous p8bHAAxNo ratings yet
- Lasers in Additive Manufacturing: A ReviewDocument16 pagesLasers in Additive Manufacturing: A ReviewluisNo ratings yet
- Waves and Sound TestbankDocument9 pagesWaves and Sound TestbankЕлнур ИкимбаевNo ratings yet
- SIEMENS Price List2009Document60 pagesSIEMENS Price List2009Goutam MandalNo ratings yet
- Conventional Zone Module With Sci Eva-Zmu-Sci: FeaturesDocument3 pagesConventional Zone Module With Sci Eva-Zmu-Sci: FeaturesPrima Fitra SaputraNo ratings yet
- Manual Deron 1Document15 pagesManual Deron 1Cristian OrtuzarNo ratings yet
- Manual de Instrucciones Compresores Tecumseh en Ingles 0000359Document17 pagesManual de Instrucciones Compresores Tecumseh en Ingles 0000359williams vega moscoteNo ratings yet
- Equivalent Broadband Electrical Circuit of Synchronous Machine Winding For Frequency Response Analysis Based On Gray Box ModelDocument10 pagesEquivalent Broadband Electrical Circuit of Synchronous Machine Winding For Frequency Response Analysis Based On Gray Box ModelrodineicarraroNo ratings yet
- Type Equation Here.Document3 pagesType Equation Here.HKVMVPVPV021511No ratings yet
- Force and Laws of MotionDocument3 pagesForce and Laws of MotionPranchalNo ratings yet
- D11 - Power Manager UA Regulation Functionalities-GD180267 R2Document20 pagesD11 - Power Manager UA Regulation Functionalities-GD180267 R2Mạc DavidNo ratings yet
- Faraday Point FormDocument3 pagesFaraday Point Form10SHARMA SUMIT RAMADHINNo ratings yet
- MCQ MicrosDocument5 pagesMCQ Microsamitrameshwardayal50% (2)
- 3.2 Electric Currentvoltage Lesson ProperDocument15 pages3.2 Electric Currentvoltage Lesson ProperShia FuevoNo ratings yet
- Monoslope Wind NSCP - PDF - Windward and Leeward - WoundDocument13 pagesMonoslope Wind NSCP - PDF - Windward and Leeward - WoundAicel RegenciaNo ratings yet