You might also like
- T Panda 47Document78 pagesT Panda 47Nijam NihmathNo ratings yet
- Lab 03 - Separating A MixtureDocument5 pagesLab 03 - Separating A Mixturecandy crooksNo ratings yet
- Rotary Kiln Cement 1Document13 pagesRotary Kiln Cement 1iimcaemdwNo ratings yet
- Facile Preparation of N-Doped Activated Carbon Produced From Rice Husk For CO2 CaptureDocument12 pagesFacile Preparation of N-Doped Activated Carbon Produced From Rice Husk For CO2 CaptureZackkNo ratings yet
- Experimental Investigation of The Carbonation Reactor in A - 2020 - Fuel ProcesDocument9 pagesExperimental Investigation of The Carbonation Reactor in A - 2020 - Fuel ProcesFood CatNo ratings yet
- Reactivity of Limestone and QuicklimeDocument9 pagesReactivity of Limestone and Quicklimesaiful islamNo ratings yet
- Potential For Hydrogen Generation From in Situ Combustion of Athabasca BitumenDocument12 pagesPotential For Hydrogen Generation From in Situ Combustion of Athabasca BitumenMejbahul SarkerNo ratings yet
- Thermal ManagementDocument15 pagesThermal ManagementKiran JojiNo ratings yet
- An Enhanced Process of Using Direct Fluidized BedDocument11 pagesAn Enhanced Process of Using Direct Fluidized BedThu TongNo ratings yet
- 1 s2.0 S0016236123006713 MainDocument12 pages1 s2.0 S0016236123006713 MainDerekNo ratings yet
- Catalytic Coal Gasification For Methane Production: A ReviewDocument11 pagesCatalytic Coal Gasification For Methane Production: A ReviewEmilio Jose Carrillo CardenasNo ratings yet
- Application of A Boiler Performance Model To Evaluate Lo 1997Document1 pageApplication of A Boiler Performance Model To Evaluate Lo 1997Ahmad HamzahNo ratings yet
- Fluidised ParticlesDocument17 pagesFluidised ParticlesBelen CRNo ratings yet
- A Review On Ash Agglomeration Phenomenon in Fluidised Bed Combustion BoilerDocument9 pagesA Review On Ash Agglomeration Phenomenon in Fluidised Bed Combustion BoilerijsretNo ratings yet
- Journal of Petroleum Science and Engineering: Constantin CranganuDocument5 pagesJournal of Petroleum Science and Engineering: Constantin Cranganuingjorge21No ratings yet
- Acetylene Production-2023 4Document31 pagesAcetylene Production-2023 4Divyansh NagarNo ratings yet
- Design, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed CombustionDocument9 pagesDesign, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed Combustionapi-3799861No ratings yet
- Aspen Plus® Process Simulation of Calcium Looping With Different Indirect Calciner Heat Transfer Concepts - ScienceDirectDocument10 pagesAspen Plus® Process Simulation of Calcium Looping With Different Indirect Calciner Heat Transfer Concepts - ScienceDirectZhofran BintangNo ratings yet
- Chemical Engineering Journal: Duo Sun, Faisal Mohamed Khan, David S.A. SimakovDocument13 pagesChemical Engineering Journal: Duo Sun, Faisal Mohamed Khan, David S.A. SimakovKiran JojiNo ratings yet
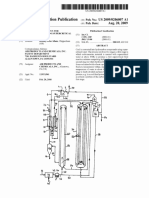
- Patent Application Publication (10) Pub. No.: US 2009/0206007 A1Document13 pagesPatent Application Publication (10) Pub. No.: US 2009/0206007 A1Tree SilviaNo ratings yet
- Simulation of The Limestone Calcination in Normal Shaft Kilns Part 3Document11 pagesSimulation of The Limestone Calcination in Normal Shaft Kilns Part 3Nathalie Jamett GuillierNo ratings yet
- Waste Heat Recovery Technologies in Steel IndustryDocument11 pagesWaste Heat Recovery Technologies in Steel IndustrySofia Maan GuintoNo ratings yet
- Paper Cement PDFDocument8 pagesPaper Cement PDFAnonymous N3LpAXNo ratings yet
- Iliuta Et al-2013-AIChE JournalDocument14 pagesIliuta Et al-2013-AIChE JournalJuan Pa GuerreroNo ratings yet
- Journal of Industrial and Engineering Chemistry: Hyundo Park, Jesung Lee, Jonghun Lim, Hyungtae Cho, Junghwan KimDocument17 pagesJournal of Industrial and Engineering Chemistry: Hyundo Park, Jesung Lee, Jonghun Lim, Hyungtae Cho, Junghwan Kimsattar aljabairNo ratings yet
- WCE2012 pp1766-1772Document7 pagesWCE2012 pp1766-1772agbajelola idrisNo ratings yet
- Analysis of A Bayonet Tube Heat Exchanger: T. O'Doherty, A.J. Jolly, C.J. BatesDocument18 pagesAnalysis of A Bayonet Tube Heat Exchanger: T. O'Doherty, A.J. Jolly, C.J. BatesMelanie PooleNo ratings yet
- 526d6ff25fe81d2554c52ae51cf91e44Document3 pages526d6ff25fe81d2554c52ae51cf91e44Bhagyesh PathakNo ratings yet
- Ecp 17138011Document7 pagesEcp 17138011SrashmiNo ratings yet
- Hybrid Heat Pipe Screw Dryer: A Novel, Continuous and Highly Energy Efficient Drying TechnologyDocument17 pagesHybrid Heat Pipe Screw Dryer: A Novel, Continuous and Highly Energy Efficient Drying TechnologyIonita LucianaNo ratings yet
- Review of Methane Catalytic Cracking For Hydrogen ProductionDocument32 pagesReview of Methane Catalytic Cracking For Hydrogen ProductionVishal GoswamiNo ratings yet
- Research Article: Adsorption of Carbon Dioxide Onto Activated Carbon Prepared From Coconut ShellsDocument11 pagesResearch Article: Adsorption of Carbon Dioxide Onto Activated Carbon Prepared From Coconut ShellsBarış GürelNo ratings yet
- 2006.05.08 Project Sheet NSBDocument2 pages2006.05.08 Project Sheet NSBmoxianNo ratings yet
- Ash behaviour of biomass in fluidised bed combustionDocument9 pagesAsh behaviour of biomass in fluidised bed combustionEduardo DreifusNo ratings yet
- Pressurised Oxy-Coal Combustion Rankine-Cycle For Future Zero Emission Power Plants: Process Design and Energy AnalysisDocument10 pagesPressurised Oxy-Coal Combustion Rankine-Cycle For Future Zero Emission Power Plants: Process Design and Energy AnalysisMehdi SirajNo ratings yet
- Underground Coal Gasification (UCG)Document10 pagesUnderground Coal Gasification (UCG)partha das sharmaNo ratings yet
- Dry Quenching of Hot Coke - IspatGuruDocument10 pagesDry Quenching of Hot Coke - IspatGurukaustavNo ratings yet
- Investigations On Fouling Rate in Convective BundlesDocument11 pagesInvestigations On Fouling Rate in Convective BundlesAnitha Kumari SivathanuNo ratings yet
- Waste Heat Recovery in Selected Industries - USEPA '82Document8 pagesWaste Heat Recovery in Selected Industries - USEPA '82Shashank SaneNo ratings yet
- Design Criteria For Petcoke CalcinersDocument6 pagesDesign Criteria For Petcoke CalcinersAnonymous 1XHScfCINo ratings yet
- Xiao 2010Document8 pagesXiao 2010vitor_alberto_7No ratings yet
- CVD Synthesis of High-Purity Multiwalled Carbon Nanotubes Using Caco Catalyst Support For Large-Scale ProductionDocument9 pagesCVD Synthesis of High-Purity Multiwalled Carbon Nanotubes Using Caco Catalyst Support For Large-Scale ProductionsaoijfoijaisNo ratings yet
- Underground Coal Gasification ExplainedDocument11 pagesUnderground Coal Gasification ExplainedAhilesh100% (1)
- Article CIS 13 Pp.6-8 1Document3 pagesArticle CIS 13 Pp.6-8 1ehsanNo ratings yet
- 49 1 Anaheim 03-04 0837Document2 pages49 1 Anaheim 03-04 0837castelo_grandeNo ratings yet
- Assessment of The Optimum Operation Conditions On A Heat Pipe Heat Exchanger For Waste Heat Recovery in Steel IndustryDocument11 pagesAssessment of The Optimum Operation Conditions On A Heat Pipe Heat Exchanger For Waste Heat Recovery in Steel IndustryasalazarhNo ratings yet
- Agra Wal 2017Document17 pagesAgra Wal 2017Chandra SekarNo ratings yet
- 1A2. Circulating Fluidized Bed Combustion Technology (CFBC)Document1 page1A2. Circulating Fluidized Bed Combustion Technology (CFBC)kumarmm1234No ratings yet
- High Efficiency Heat-Recirculating Domestic Gas BurnersDocument13 pagesHigh Efficiency Heat-Recirculating Domestic Gas Burnersanton verNo ratings yet
- Energy Survey of The Coal Based Sponge Iron IndustDocument15 pagesEnergy Survey of The Coal Based Sponge Iron IndusttapashnagNo ratings yet
- 2010 - Energy - Paper With Cover Page v2Document8 pages2010 - Energy - Paper With Cover Page v2Elhissin ElhissinnNo ratings yet
- CalcinationDocument7 pagesCalcinationVelu ManiNo ratings yet
- Paper Accepted For Publication at Chemical Engineering Research and DesignDocument56 pagesPaper Accepted For Publication at Chemical Engineering Research and Designjhay thegreatNo ratings yet
- A Review On Boilers Energy Use Energy Savings and Emissions ReductionsDocument15 pagesA Review On Boilers Energy Use Energy Savings and Emissions ReductionsTran Minh HieuNo ratings yet
- Energy: Rodríguez Jader, Vel Asquez Fabian, Espitia John, Escobar Sebastian, Mendieta OscarDocument8 pagesEnergy: Rodríguez Jader, Vel Asquez Fabian, Espitia John, Escobar Sebastian, Mendieta OscarManuelaOlayaNo ratings yet
- Total Combustion of Propane in A Catalytic Microchannel CombustorDocument6 pagesTotal Combustion of Propane in A Catalytic Microchannel CombustorEmily LinNo ratings yet
- Fuel Processing TechnologyDocument8 pagesFuel Processing TechnologyclaudiacarranzafNo ratings yet
- Methanation of SyngasDocument7 pagesMethanation of SyngasGabriela Campos DávilaNo ratings yet
- OTE Outotec Fluidization Technology Eng WebDocument16 pagesOTE Outotec Fluidization Technology Eng WebmumblexNo ratings yet
- Efficiency Studies of Combination Tube BoilersDocument10 pagesEfficiency Studies of Combination Tube BoilersJuan Sebastian AlarconNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- S0959652614006064Document1 pageS0959652614006064Mauricio FariaNo ratings yet
- Upcycling Paper Industry Waste in Eco-Friendly Building MaterialsDocument9 pagesUpcycling Paper Industry Waste in Eco-Friendly Building MaterialsMauricio FariaNo ratings yet
- 1 s2.0 S0959652619305694 MainDocument12 pages1 s2.0 S0959652619305694 MainMauricio FariaNo ratings yet
- 1 s2.0 S0301479716304182 MainDocument11 pages1 s2.0 S0301479716304182 MainMauricio FariaNo ratings yet
- Operating Manual For Type 7815-000-06 TZ / OBC Transponder: Head OfficeDocument27 pagesOperating Manual For Type 7815-000-06 TZ / OBC Transponder: Head OfficeAlvartoNo ratings yet
- Kansai Paint System Guide: Environmental CorrosivelyDocument16 pagesKansai Paint System Guide: Environmental Corrosivelyscribdfreeasus100% (1)
- TECHNICIAN MANUAL FOR ELECTRONIC TABLE-TOP AUTOCLAVESDocument69 pagesTECHNICIAN MANUAL FOR ELECTRONIC TABLE-TOP AUTOCLAVESleopa7867% (3)
- Tergo r40 MsdsDocument2 pagesTergo r40 Msdsapi-3703371No ratings yet
- 3N71B - 4N71B (N4a-El)Document4 pages3N71B - 4N71B (N4a-El)Daniel leon Leon RamosNo ratings yet
- Module6 MCQDocument44 pagesModule6 MCQAfraz AhmedNo ratings yet
- Gas BallastDocument7 pagesGas BallastMiraNurhayaniNo ratings yet
- Transmision A5hf HyundaiDocument152 pagesTransmision A5hf HyundaiJuan Godoy Yañez100% (9)
- F 15 Front Door Inner LH 8855 A BlankDocument7 pagesF 15 Front Door Inner LH 8855 A Blankapi-273257329No ratings yet
- Bettis CBB SerieDocument6 pagesBettis CBB SerieCarlos GonzalezNo ratings yet
- Thermal StorageDocument6 pagesThermal StorageHammad HashmiNo ratings yet
- Columbus Electric RH 1505 Do PDFDocument2 pagesColumbus Electric RH 1505 Do PDFJohnNo ratings yet
- Xerox Printer-Copier WorkCentre XD Series Parts & ServiceDocument329 pagesXerox Printer-Copier WorkCentre XD Series Parts & ServiceFabricio Castro100% (1)
- HDPE LINER SpecificationDocument17 pagesHDPE LINER SpecificationAmmar JassimNo ratings yet
- Vargo Catalog - 2010 Low ResDocument12 pagesVargo Catalog - 2010 Low ResbjvargoNo ratings yet
- Harga Mesin Jahit Typical:: Juki DDL 8100eDocument2 pagesHarga Mesin Jahit Typical:: Juki DDL 8100eRismapleNo ratings yet
- Temperature HandbookDocument136 pagesTemperature HandbookGustavo SánchezNo ratings yet
- Chute Design Considerations For Feeding and TransferDocument19 pagesChute Design Considerations For Feeding and TransferovunctezerNo ratings yet
- Industrial PDFDocument8 pagesIndustrial PDFalireza naseriNo ratings yet
- English Vocabulary Words For IndustriesDocument7 pagesEnglish Vocabulary Words For Industrieshassensana845No ratings yet
- Jominy End-Quench Hardenability TestDocument3 pagesJominy End-Quench Hardenability Testsivajirao70No ratings yet
- Saes A 004Document18 pagesSaes A 004emmanuilmoulos6339100% (1)
- 310 CH 1Document3 pages310 CH 1MuhdAfiq100% (1)
- Busway PDFDocument148 pagesBusway PDFJavier OmarNo ratings yet
- Doka Table FormDocument80 pagesDoka Table FormShafiullah KhanNo ratings yet
- I-Manager 4.41.00 English OperationManual (EM07A052B) tcm135-72968Document146 pagesI-Manager 4.41.00 English OperationManual (EM07A052B) tcm135-72968Luka LazovicNo ratings yet
- Hydronics Application ManualDocument56 pagesHydronics Application ManualGuy BlouinNo ratings yet
- Fire Test Rept API 6FA 3rd Ed 8in 1500Cls Ball ValveDocument16 pagesFire Test Rept API 6FA 3rd Ed 8in 1500Cls Ball ValveseluarbolaNo ratings yet