Professional Documents
Culture Documents
Lafarge - TA Grinding VRM v1 (Final)
Uploaded by
elwathig bakhietOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Lafarge - TA Grinding VRM v1 (Final)
Uploaded by
elwathig bakhietCopyright:
Available Formats
Technical
g
e
n
d
a
Advance lever Production & Process
Network Grinding
Study
Vertical Raw Mill
July 2007 – Version 1
Written by experts :
Deepak Gupta (ATC),
Bernd Brandt / Wolfgang Stoiber (CTEC),
Jacques Denizeau / Kevin McColgan (CTS), Colin Paxton (DPC),
Claude Descharmes, Karim El Hajoui (TCEA)
Published by :
Direction des Performances Cimentières, France
Technical Agenda Page 1
Vertical Raw Mill – July 2007 – Version 1
Foreword
Many of our vertical raw mills have poor reliability due to process related issues.
¾ More than 50% of our VRM’s fail to achieve the Division benchmark of 95%
reliability factor
¾ 90% have more than 100 stops per year.
Therefore it was decided to conduct this study to produce a guide to help optimise
vertical raw mill performance.
How this study should be used
The target group for the guide is for plant process, production and maintenance teams.
Chapters of the guide consist of critical parts and processes involved in the mill
operation. Each chapter is presented in a similar way, with only key information, aiming
to define the following:
a. Requirements and correct functioning
b. Impacts of incorrect operation or not achieving requirements
c. Measures to maintain correct functioning
d. Improvements and many good examples of plant improvements
The aim is for the guide to be used in several ways:
1) Using the ‘requirements’ and ‘preventive’ measures to help develop a (or
confirm an existing) structured approach to managing the performance of
the mill
2) Using the ‘requirements’ and ‘examples’ as a guide to troubleshooting
process issues
3) Using the ‘examples’ as a reference for ideas to see what improvements
have already been applied in the Division.
Technical Agenda Page 2
Vertical Raw Mill – July 2007 – Version 1
In view of these different needs there are several ways of viewing the contents of the
guide to make it more efficient for the user.
The intention is to update the guide when new experience becomes available.
Therefore it is important that plants making changes to mill shops send a short report to
their technical centre to make this available to share across the Division.
We would like to thank all contributors for their work in the writing of this document,
especially, those in plants who provided the examples contained in the references, and
the TA study team who collated this information in the preparation of this guide:
¾ Deepak Gupta (ATC)
¾ Bernd Brandt / Wolfgang Stoiber (CTEC)
¾ Kevin McColgan / Jacques Denizeau (CTS)
¾ Colin Paxton (DPC)
¾ Claude Descharmes, Karim El Hajoui (TCEA)
Michael Weichinger
DPC Expertise Director Process & Automation
Lafarge Cement - Direction des Performances Cimentières
95 Rue du Montmurier – B.P. 70 – 38291 St Quentin Fallavier Cedex
Technical Agenda Page 3
Vertical Raw Mill – July 2007 – Version 1
Table of contents
Foreword ___________________________________________________________________2
1. VRM Technical Agenda Overview ___________________________________________7
2. Mill feed size ____________________________________________________________9
2.1. Requirements ______________________________________________________________ 10
2.2. Impact of incorrect feed size _________________________________________________ 10
2.3. Prevention ________________________________________________________________ 10
2.4. Improvements _____________________________________________________________ 10
2.5. Examples _________________________________________________________________ 11
3. Material handling to mill __________________________________________________12
3.1. Requirements ______________________________________________________________ 13
3.2. Potential issues ____________________________________________________________ 13
3.3. Improvements _____________________________________________________________ 13
3.3.1. Conveyor belts ___________________________________________________________ 13
3.3.2. Hoppers & bins __________________________________________________________ 13
4. Mill feeding device ______________________________________________________15
4.1. Requirements ______________________________________________________________ 16
4.2. Potential issues with mill feeding device _______________________________________ 16
4.3. Solutions for overcoming issues with feeding device _____________________________ 16
4.3.1. Rotary feeder ____________________________________________________________ 16
4.3.2. Triple flap gate ___________________________________________________________ 16
4.3.3. Sealed bin ______________________________________________________________ 17
4.3.4. Other devices____________________________________________________________ 17
5. Mill feed _______________________________________________________________18
5.1. Requirements ______________________________________________________________ 19
5.2. Impact of incorrect feed position ______________________________________________ 19
5.3. Control of feed position _____________________________________________________ 19
5.4. Improvements _____________________________________________________________ 19
6. Metal detection & separation ______________________________________________20
6.1. Requirements ______________________________________________________________ 21
6.2. Potential Issues with Metal Detection & Separation_______________________________ 21
6.3. Prevention of issues ________________________________________________________ 22
6.4. Improvements _____________________________________________________________ 22
7. Vibration control ________________________________________________________23
7.1. Requirements ______________________________________________________________ 24
7.2. Impact of High Vibration _____________________________________________________ 24
Technical Agenda Page 4
Vertical Raw Mill – July 2007 – Version 1
7.3. Prevention ________________________________________________________________ 25
7.4. References ________________________________________________________________ 25
8. Hydraulic pressure ______________________________________________________26
8.1. Requirements ______________________________________________________________ 27
8.2. Impact of incorrect function of the hydraulic system _____________________________ 27
8.3. Prevention ________________________________________________________________ 28
8.4. Improvements _____________________________________________________________ 28
8.5. Examples _________________________________________________________________ 28
9. Dam ring_______________________________________________________________29
9.1. Requirements ______________________________________________________________ 30
9.2. Potential Issues with Dam Ring _______________________________________________ 30
9.3. Prevention ________________________________________________________________ 30
9.4. Examples _________________________________________________________________ 31
10. Water injection__________________________________________________________32
10.1. Requirements ______________________________________________________________ 33
10.2. Potential issues ____________________________________________________________ 33
10.3. Prevention ________________________________________________________________ 33
10.4. Examples _________________________________________________________________ 33
11. Mill gas flow ____________________________________________________________34
11.1. Requirements ______________________________________________________________ 35
11.2. Potential issues with gas flow ________________________________________________ 35
11.3. Prevention ________________________________________________________________ 35
11.4. Examples _________________________________________________________________ 36
12. Nozzle ring (Louvre ring) & external recirculation _____________________________37
12.1. Requirements ______________________________________________________________ 38
12.2. Potential issues ____________________________________________________________ 38
12.3. Optimisation _______________________________________________________________ 39
12.4. Examples _________________________________________________________________ 39
13. Tables & roller liners_____________________________________________________40
13.1. Requirements ______________________________________________________________ 41
13.2. Impact of incorrect table & roller liners _________________________________________ 41
13.3. Prevention ________________________________________________________________ 41
13.4. Improvements _____________________________________________________________ 42
13.5. Examples _________________________________________________________________ 42
14. Table speed ____________________________________________________________43
Technical Agenda Page 5
Vertical Raw Mill – July 2007 – Version 1
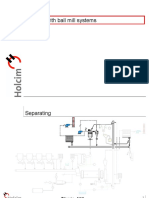
15. Separation _____________________________________________________________45
15.1. Requirements ______________________________________________________________ 46
15.2. Potential issues with separators ______________________________________________ 46
15.3. Prevention ________________________________________________________________ 46
15.4. Solutions/References _______________________________________________________ 46
16. Control & instrumentation ________________________________________________47
16.1. Control & instrumentation requirements________________________________________ 48
16.2. Potential Issues with Control & Instrumentation _________________________________ 48
16.3. Prevention ________________________________________________________________ 49
16.4. Improvements _____________________________________________________________ 49
16.5. Examples of Process Control Loops ___________________________________________ 49
17. Mill start-up ____________________________________________________________50
17.1. General start-up guidelines __________________________________________________ 51
17.2. Potential Issues with Start UP ________________________________________________ 51
17.3. Prevention of Start Up Issues_________________________________________________ 52
17.4. Examples of Start Up Procedures _____________________________________________ 53
18. Mill & system inspections ________________________________________________54
19. Reliability & stoppage analysis ____________________________________________57
19.1. Requirements ______________________________________________________________ 58
19.2. Impact ____________________________________________________________________ 58
19.3. Prevention ________________________________________________________________ 58
19.4. Improvements _____________________________________________________________ 58
20. Vertical roller mill designation _____________________________________________59
21. Lafarge VRM reference table ______________________________________________61
Technical Agenda Page 6
Vertical Raw Mill – July 2007 – Version 1
1. VRM Technical Agenda
Overview
Technical Agenda Page 7
Vertical Raw Mill – July 2007 – Version 1
Steps to managing vertical raw mill performance:
1) Establish a set of start up procedures
¾ Starting from cold without any material on the table
¾ Starting from cold with material on the table
¾ Restart following a crash stop allowing for the quantity of material in the mill
2) Define targets and bands for operating parameters for control by operators
3) Considering the critical issues (and potential) that affect your mill performance
define the list of inspections and what needs to be done joint with
maintenance
¾ Inspections with mill in operation
¾ Inspections during a mill stoppage
4) Define process audits to be conducted
5) Analyse all incident stoppages to ‘find root cause(s)’ – particularly the reasons
behind vibration trips
There are many examples of good practice contained within the guide, although these
are not exhaustive. The intention is to keep this as a living document and update with
new experience as this becomes available.
On some occasions when using this guide direct access to the references may be
desired, so a shortcut to a navigator file is provided here for this purpose.
VRM TA Reference Navigator file
A summary overview table is attached to show the requirements of each mill parameter
and the impacts of insufficient or excess of that parameter:
Vertical Raw Mill Overview Table
Technical Agenda Page 8
Vertical Raw Mill – July 2007 – Version 1
2. Mill feed size
Technical Agenda Page 9
Vertical Raw Mill – July 2007 – Version 1
2.1. Requirements
¾ The feed size needs to comprise of a wide distribution of particle sizes
¾ The largest particle size should be maximum 3 - 4% of the roller diameter
¾ Typical feed size distribution :
- 100% passing 100mm
- 95% passing 60 mm
- Maximum 10% passing 1 mm
2.2. Impact of incorrect feed size
The particle size of the mill feed material and its size distribution impacts upon the
performance of a vertical mill. Abnormal feed size and/or distribution may increase the
level of vibration and destabilise the mill. Large feedsize in any case will reduce the mill
production rate.
¾ The presence of excessively large particles in the feed will lead to periodic spikes in
mill vibration and risks damage to the mill components.
¾ Excessive fines in the feed material or recirculated from the separator can make the
rollers slip and adversely affect the stability of the grinding bed.
2.3. Prevention
¾ Control of Mill Feed Particle Size and Distribution:
- Regular samples of mill feed material should be taken and the psd determined.
More frequent visual checks should also be done
- Follow the wear, adjustment and replacement of crushing parts on the crushers
- Check the psd of additives, particularly for the presence of large stones
¾ Ensure efficient separator operation by regular check of the condition – see section
on separator
2.4. Improvements
¾ Continuous problems with large stones may need addition of a screen or in extreme
cases additional crushing capacity.
¾ Mill feedsize can normally be reduced by adjustment of bars on the crusher, or
fitting a screen with recycle. The side effects will tend to increase crusher wear,
crusher operating hours and dust generation and need to be addressed accordingly.
Technical Agenda Page 10
Vertical Raw Mill – July 2007 – Version 1
¾ Mill feed size reduction is one potential way to increase mill capacity. This will
usually need the mill to be re-optimised and possibly with operation at a reduced
grinding pressure.
¾ Many Polysius mills are fitted with a gas injector, taking gas from the mill inlet to a
nozzle in the mill feed chute, with the aim of blowing the fines out of the feed to
avoid them reaching the table. The efficiency of this device is questionable.
¾ Consider replacement of static or conical cage separator with high efficiency design
– see separators
2.5. Examples
Reduced feedsize to increase mill throughput – Kanthan example
Negative impact of fine feedsize on Kujawy Quadropol – CKHC case 92-09
Positive impact of mill feedsize SCK presentation from Charleston
Technical Agenda Page 11
Vertical Raw Mill – July 2007 – Version 1
3. Material handling to mill
Technical Agenda Page 12
Vertical Raw Mill – July 2007 – Version 1
3.1. Requirements
¾ The main aim is to have consistent feeding to the mill
¾ Variations in feed rate increase vibrations of the mill, destabilising operation and in
the extreme resulting in mill stoppages
3.2. Potential issues
Sticky materials if not correctly handled can result in build ups :
¾ In bins & hoppers making extraction difficult
¾ At conveyor belt transfer points
¾ On conveyor belt return idlers affecting the tracking of the belt
¾ Inside the mill feeding device normally either a rotary valve or triple gate seal
3.3. Improvements
3.3.1. Conveyor belts
¾ The first one proposed by La Couronne) is a multiple blade-scraping with pressure
applied to maintain contact with the belt; one tangential scraper removes most of
the scraping to the main flow and one finishing scraper under the drum evacuating
to the inclined section.
CKHC case n° 15.04
¾ The second solution was proposed by Villaluenga plant is to replace the baffle
plates by a curtain of hanging chains (from old elevators).
CKHC case n° 46.03
3.3.2. Hoppers & bins
Several solutions have been successfully applied to bins and hoppers ton counter build
ups caused by sticky raw materials. Hopper design should remove conditions facilitating
build-ups:
¾ The discharge bottom should be very steep (>70 degrees).
¾ The sharp angles between plates in hopper construction should be avoided and
replaced by rounded edges. Feed bins have been modified that way in Davenport
and Roberta to successfully prevent sticking to the surfaces.
¾ The installation of low surface friction liners like Tivar 88 or Ipalen gives very good
results.
¾ The installation of vibrators on metallic bin in parallel with material flow detector can
also be useful.
Technical Agenda Page 13
Vertical Raw Mill – July 2007 – Version 1
¾ La Couronne plant installed a supple Linatex (natural rubber) lining on the inside of
the chute walls. The material forms a skirt attached by bolted flat rails at the top
and sides of each skirt. On each wall thus equipped, two air blasters, of 9 liters
capacity, blast air between the Linatex and the wall. This deforms sufficiently the
skirt to dislodge any sticking material. The blasters are automatically controlled with
an adjustable timer (generally a 60 min interval).
CKHC case n°56.04
Technical Agenda Page 14
Vertical Raw Mill – July 2007 – Version 1
4. Mill feeding device
Technical Agenda Page 15
Vertical Raw Mill – July 2007 – Version 1
4.1. Requirements
¾ The mill feeding device is required to introduce the feed into the mill
¾ Provide a good seal to avoid false air introduction to the mill gases
¾ Maintain the free flow of material into the mill
¾ Operate reliably
4.2. Potential issues with mill feeding device
¾ Blockage by sticky material
¾ Jamming by large stones or foreign objects
¾ Wear leading to poor sealing and high false air into the process
4.3. Solutions for overcoming issues with feeding device
4.3.1. Rotary feeder
¾ With high moisture material, a rotary valve is generally installed because it allows
the possibility to install a hot gas duct which helps to dry the surface of the material
and prevent sticking in the valve.
¾ With high moisture materials, heating the body of the rotary valve is not enough and
the rotor should also be heated (Loesche or FLS design).
¾ A periodic cleaning is necessary, but sometimes not sufficient.
¾ Rotary feeders can be prone to jamming because of large angular stones or foreign
material such as tree branches.
¾ Installing a reversible VFD drive on the rotary feeder and running it either on
demand or automatically (motor power or timer controlled) help to master build-ups
and improve reliability
Hot Gas Injection Into Rotary Valve
4.3.2. Triple flap gate
¾ A triple flap valve can be also a good solution but the maintenance requirement and
cost could be higher than a rotary valve.
¾ Port la Nouvelle, France modified their triple flap to a modular design to allow rapid
exchange of a section of the flaps. The hydraulic system was also modified in order
to slow down the flap closing movement and avoid shocks and reduce damage to
hydraulic components.
PLN modular design of triple flap valve
Technical Agenda Page 16
Vertical Raw Mill – July 2007 – Version 1
4.3.3. Sealed bin
¾ In the case of very sticky raw materials the use of a feeding device such as rotary
valve or triple flap gate becomes problematic and instead the feed system is
designed to be sealed by the head of material in the feed hopper.
¾ This requires a special design of feed hopper with vertical or convex walls, with a
sealed apron conveyor below and feeding vertically through the top of the mill.
¾ The separator bearings become much larger in diameter to accommodate the feed
chute and the bearings can then become a maintenance / reliability issue.
¾ Harleyville, USA (up to 23% feed moisture) has such a design and has made some
modifications to simplify the material handling into the mill.
CKHC case 092.05
4.3.4. Other devices
Posimetric Feeder:
The Roberta plant, USA. The original triple gate installation was not reliable because of
the stickiness of the raw mix and many problems with the Louise feeder (replaced since
by a Metso feeder). So, the gate was replaced by a Posimetric feeder. However, due
to the tight space the device was installed with an insufficient head of material and it too
was unreliable. Thus although the device, in principle, appears promising it still remains
unproven in Lafarge. It is interesting to note that the Posimetric feeder has now been
replaced by a rotary feeder that has to date performed successfully.
Posimetric feeder, Roberta
Technical Agenda Page 17
Vertical Raw Mill – July 2007 – Version 1
5. Mill feed
Technical Agenda Page 18
Vertical Raw Mill – July 2007 – Version 1
5.1. Requirements
¾ The function of the material is to direct the feed material into the centre of the
grinding table
¾ Centrifugal force will then distribute the feed evenly to the grinding rollers.
5.2. Impact of incorrect feed position
¾ In the case the feed is not evenly distributed mill performance is reduced.
¾ One or more rollers will be presented with a greater quantity of feed than the others.
In the extreme case feeding more than can be handled by the rollers.
¾ This results excessive bed depth which impairs grinding efficiency, whereas other
rollers receiving less material can have too low a bed depth and increasing
vibration. Hence, an increased dam ring height is needed to minimize the vibration,
which reduces grinding efficiency and increases power consumption.
¾ Overfeeding of rollers tends to cause the roller to push material aside into the
nozzle ring and thereby unnecessarily recirculating feed material.
5.3. Control of feed position
¾ Each of the mill designs differ in the way the feed is positioned on the table.
¾ In a normal side feed mill, such as the standard Polysius design, the feed chute
angle is adjustable by the changing the bolt hole position on the chute support
inside the mill. Although tests can be done with the mill stopped to observe the
position of the feed on the table, there is an uncertainty if this will be the same in
operation.
Kujawy feed chute angle height adjustment
¾ The standard Pfeiffer mill design feeds the fresh material direct to the grinding track,
so there is no chance to distribute the material evenly to all the rollers. The roller
closest to the feed ‘the feed roller’ receives the bulk of the fresh feed, which can
cause wild movement of the roller and high vibration.
5.4. Improvements
¾ In the case of a Pfeiffer mill with the track feeding Republic, Philippines, has
implemented an adjustable plough to divert material away from the feed roller and
towards the center of the table to be re-distributed to the other rollers.
ATC report by S. Haseldine – 10/01/2005 extract
¾ Another example is given by Darica where to improve the mill inlet chute a deflector
plate was installed in order to orientate material to the center of the table. This
modification gave an increase in production of 10 %.
Darica raw mill deflector plate [Raw mill n°3 separator project, S. Mehter, Nov 2004]
Technical Agenda Page 19
Vertical Raw Mill – July 2007 – Version 1
6. Metal detection & separation
Technical Agenda Page 20
Vertical Raw Mill – July 2007 – Version 1
6.1. Requirements
¾ The mill feed material needs to be free of metal pieces, to avoid damage to the
grinding elements
¾ The functioning of the metal detection (magnetic and non-magnetic) should
minimize or avoid any interruption federate to the mill.
¾ For that the installation of a magnetic separator and a metal detector is necessary.
¾ The magnetic separator is mounted above the belt conveyor for removing large
tramp iron and consists of a rectangular suspended electromagnet with a self-
cleaning system. The system does not modify the material throughput of the circuit
since it just separates the magnetic pieces from the conveyor load and the removed
tramp iron is usually taken out to a reject bin or to a reject pile.
¾ The metal detector is an electronic device to detect magnetic and non-magnetic
metal pieces present inside the conveyor load. They will detect all kinds of metal
including aluminium, copper, stainless steel, iron, etc. The device does not report
ferric oxides like magnetite and hematite. When the metal detector for the mill feed
material activates the change over gate at the mill inlet the feed material containing
metallic objects will be rejected to a reject container or simply to a reject pile.
Typical arrangement for metal detection & separation
6.2. Potential Issues with Metal Detection & Separation
¾ Some systems have a permanent magnet installed, which needs periodic cleaning
to avoid interruption to the material flow and reduction of its separation efficiency.
¾ The activation duration of the change over gate must be carefully calculated, tested
and regularly controlled in order to make sure the metallic pieces are eliminated
from the mill feed but also to avoid a too long by-pass duration that could lead to a
lack of material at the mill inlet and a severe vibrations increase.
¾ Also the right adjustment of the sensitivity is very important for operations: too low a
sensitivity endangers the mill internals while too high sensitivity will cause
unnecessary change over of the gate. A usual procedure for setting the sensitivity
consists in selecting a piece of metal that will correspond to the smallest metal
piece to be detected (like a nut or small media ball placed in the base of the
material bed on the belt) and adjust the device to just enough sensitivity while
running the conveyor belt empty at normal speed.
¾ Use of iron oxide or blast slag furnace slag can be problematic to the correct
functioning of the metal detection system, making it difficult to have the correct
sensitivity to detect metal pieces, without having many false detections. One
technique to limit this effect is to ensure these materials are put onto the belt first so
that they are shielded to some extent by limestone and other materials.
Technical Agenda Page 21
Vertical Raw Mill – July 2007 – Version 1
6.3. Prevention of issues
¾ Regular checking of magnets, and waste metal skips to avoid issues with excess
metal build up
¾ Regular checking / calibration of metal detectors to ensure the correct sensitivity
and that metal is extracted from the feed material.
6.4. Improvements
¾ To minimise mill feed diversion due to metal detection consider installation of
additional magnetic separator and metal detector upstream of the mill feed bins.
¾ Correct diversion of material after metal detection is more complex with a variable
speed feed belt. One solution made by Richmond, Canada was to place a counter
on the tail pulley of the belt conveyor to measure the belt length. Upon metal being
detected the material diversion is controlled by counting pulses.
CKHC case 86.01
¾ When a high amount of metal parts is foreseen in the mill feed, a refinery material
system as shown below could be advantageous. This improved system comprises
of a reject bin, a small conveyor system and an additional metal detector. Material is
extracted from this bin at a very low rate to a conveyor belt provided with a second
metal detector. When metallic objects in the extracted material are detected a
second change over gate will be activated to reject a small amount of material
containing the metallic objects to a reject container or to a reject pile. Due to the low
extraction rate from the reject bin the amount of material rejected to container or pile
will thus be reduced to a minimum. This arrangement is implemented on the 2nd
line in DujiangYan plant, China.
Refinery Metal Detection System
¾ For magnetic separation, it could be useful to install a magnetic drum on the head of
the conveyor belt, as used by St Constant plant
CKHC case 73.07
Technical Agenda Page 22
Vertical Raw Mill – July 2007 – Version 1
7. Vibration control
Technical Agenda Page 23
Vertical Raw Mill – July 2007 – Version 1
7.1. Requirements
¾ The root cause of vibration on a vertical mill is mainly a process issue.
¾ Vibration is a result of variation in the vertical (and some horizontal) movement of
the rollers in the grinding process.
¾ Mastery of the vibration level of a vertical mill is the key to high reliability.
¾ The grinding bed acts as a cushion to lessen the transmission of vibration to the mill
components
¾ Vibration monitoring is not consistent between suppliers, since the position of
measurement is different and sometimes even the measurement itself is different.
We have mills with measurement of gearbox, mill body and separator vibration, in
vertical and horizontal directions and by velocity and by displacement.
¾ The preference in Lafarge is to measure the vertical vibration velocity on the input
shaft bearing housing of the mill gearbox. Acceptable figures for this location are
generally in the range of 1-2 mm/s. Instantaneous trip levels are set in the range of
6 -10 depending on the mill stability. Figures for mill body as applied by FLS tend to
be higher.
7.2. Impact of High Vibration
The impact of mill operation with high vibration for an extended period or a short period
with a very high level is a serious issue and poses a high risk of mechanical damage to
the mill, such as:
¾ Cracking of the mill stand
¾ Breakage of bolts
¾ Loosening or even cracking of roller and table liners
¾ Damage to hydraulic cylinders and tie rods
¾ Damage to roller bearings
¾ Damage to components within the gearbox
High vibration will result in increased mill stoppages, affecting the mills ability to meet
the production needs of the kiln and affecting the stability of the chemistry fed to the
kiln.
Technical Agenda Page 24
Vertical Raw Mill – July 2007 – Version 1
7.3. Prevention
¾ Know the vibration limit applicable to your mill
¾ Know the optimum grinding bed thickness for your mill
¾ Have reliable, calibrated bed depth monitors
¾ Adjust the mill dam ring height to compensate for table wear
¾ Match grinding pressure to mill throughput – establish relationship between feed
rate and hydraulic pressure. Consider control loop to control bed depth by hydraulic
pressure
¾ Maintain an even bed
o Avoid big stones in mill
o Avoid excessive fines in mill feed
o Avoid uncontrolled feed variations
o Be sure material is evenly distributed to each of the rollers, feed to the
centre of the table, adjustment of feed chute and or use of guide vanes
(ploughs)
¾ Apply stable water spray to control the bed, water is normally fed to the feed side of
each roller, check for flow consistency on each spray
¾ Know the critical level of gas flow and pressure drop for your mill
¾ Maintain stable mill gas flow to keep internal circulation consistent – apply
automatic control loop
¾ Avoid magnetic and non-magnetic objects entering mill
¾ Investigate all stops due to vibration to establish their true cause. Use vibration
spectrum analysis to determine whether issues have a process or mechanical
origin.
¾ Have a well defined mill start up procedure covering both crash stops, with the mill
full of material and controlled stops with a low quantity of material in the mill.
Assessment of the material quantity in the mill should be made before any attempt
to restart, so that allowance can be made in the start up procedure.
¾ Conduct regular inspections during operation and stoppage to check and maintain
the integrity of the mill shop.
7.4. References
Relationship of Operating Parameters
Reducer vibration sensor location
Technical Agenda Page 25
Vertical Raw Mill – July 2007 – Version 1
8. Hydraulic pressure
Technical Agenda Page 26
Vertical Raw Mill – July 2007 – Version 1
8.1. Requirements
¾ Hydraulic pressure should be matched to the material load in the mill
¾ The hydraulic pressure varies from supplier to supplier because of their own design
of the applied force and also depends on the size and the number of cylinders.
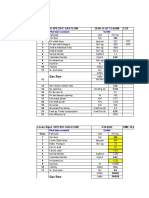
Typical operating values for nominal production rate:
o Polysius : 130 – 150 bars
o Loesche : 80 – 90 bars
o Pfeiffer : 120 – 150 bars
o FLS Atox : 110 – 120 bars
o FLS FRM : 75 – 80 bars
¾ The greater the volume of nitrogen in the accumulators the softer the spring.
¾ The spring softness is usually expressed as the Nitrogen pressure as a percentage
of the working pressure
¾ Normally suppliers recommend nitrogen pressure in the range of 50%-75% of
working pressure, although each suppliers hydraulic system setting is different and
plants should consult their particular manufacturers recommendations.
o Loesche: Use a chart to determine accumulator pressure according to
working pressure and to have a spring stiffness factor of around 2 kN/mm.
See example 2.1
¾ The quantity of nitrogen can normally only be adjusted when the mill is stopped and
without any hydraulic pressure applied.
8.2. Impact of incorrect function of the hydraulic system
¾ Insufficient hydraulic pressure for the mill load will result in high circulating load
and high pressure loss with potential overfilling the mill.
¾ Excessive hydraulic pressure for the load will result in a thinning of the bad and
increased vibration /wear
¾ Too stiff a spring (low Nitrogen pressure) will result in more rough mill operation
¾ Too soft a spring (high Nitrogen pressure) will lead to excessive cushioning and
movement of the hydraulic cylinders, adversely affect the grinding efficiency
Technical Agenda Page 27
Vertical Raw Mill – July 2007 – Version 1
8.3. Prevention
¾ Provide chart of mill feed vs hydraulic pressure for your mill as a guide for
operators. This is particularly important for mill start up.
¾ Follow manufacturers guidelines for setting spring nitrogen pressure
¾ Follow the consistency of the hydraulic pressure using the control system trends.
Frequent large changes in pressure and or frequent stopping and starting of the
hydraulic pump indicates a hydraulic system fault, such as leaking valves or
damaged seals.
¾ Check the accumulators for leaks during raw mill maintenance
¾ Regular calibration of mill feeders and bed depth monitors
¾ Avoid raw material spillage onto hydraulic cylinders that may damage their sealing
8.4. Improvements
Integrate hydraulic pressure into the control loops of the mill
Lucie – see 16-5 Control & Instrumentation
8.5. Examples
Loesche mill accumulator pressure setting chart
FRM – Hydraulic circuit (RMD)
Polysius Switches for Hydraulics
Technical Agenda Page 28
Vertical Raw Mill – July 2007 – Version 1
9. Dam ring
Technical Agenda Page 29
Vertical Raw Mill – July 2007 – Version 1
9.1. Requirements
¾ The dam ring increases the retention of material on the table.
¾ It is adjusted throughout the life of the table liners to compensate for the effect of
wear
¾ The dam ring is used to control the bed depth in order to impact upon the grinding
efficiency and vibration.
9.2. Potential Issues with Dam Ring
¾ Too high – excessive bed depth, inefficient grinding and high power consumption
¾ Too low – low bed depth, high vibration and high external circulating load.
¾ In the case of fast wearing liners it may be necessary to make monthly adjustments
to the dam ring.
¾ The position of the dam ring on the table affects the required height, i.e. a smaller
diameter dam ring will create a higher bed of material under the rollers than one of
the same height placed at a greater diameter.
¾ Uneven roller wear can sometime necessitate a deeper bed than normal to avoid
excessive vibration, which will limit the possibility to optimise the mill performance.
9.3. Prevention
¾ Determine the target bed depth for your mill and make adjustments to maintain that
depth. Usually acceptable bed depth falls in the range of 50 – 80mm. It is not
possible to recommend the height of the dam ring or the material bed for a general
case. Each plant has to determine with different trial and its own experience the
optimum height.
¾ Optimum bed depth can be defined as the lowest possible bed depth that keeps the
mill vibrations in a safe range.
¾ Throughout the life of the table liners, aim to establish a relationship between the
required dam ring height adjustment for a given depth of grinding track wear.
¾ Normally, as the grinding track wears the dam ring height needs to be reduced to
maintain grinding efficiency. However, as the wear progresses through the table the
wear becomes more uneven and wards the end of the table life it is often necessary
to increase the dam ring to avoid excessive vibration.
¾ In general, do not change the position of the dam ring on the diameter of the table
¾ Inspect the condition of the dam ring on each maintenance day
¾ Verify any changes made to the dam ring
¾ Ensure that a full height dam ring is installed on a new table (at the same diameter
as previous ones)
¾ Make only small adjustments in height 10 – 20mm.
Technical Agenda Page 30
Vertical Raw Mill – July 2007 – Version 1
9.4. Examples
Dam ring optimisation at PLN, France.
Technical Agenda Page 31
Vertical Raw Mill – July 2007 – Version 1
10. Water injection
Technical Agenda Page 32
Vertical Raw Mill – July 2007 – Version 1
10.1. Requirements
¾ In most cases water injection is used to cool the gas prior to exiting the raw mill.
This is necessary for handling the gas downstream of the mill and to condition the
gases when an ESP is installed.
¾ Water can also be used to help stabilise the grinding bed and maintain a low level of
vibration and generally this is applied directly to the material on the table,
immediately before it passes under the grinding rollers. The water has the effect of
stabilizing the fine powdery material rejected from the separator underneath the
grinding faces.
10.2. Potential issues
¾ Excessive addition of water to the table can result in increased wear and even
thermal shock of the grinding elements.
¾ Blockage of one or more pipes
¾ Wear of water pipes above the nozzle ring
10.3. Prevention
¾ Do use table water injection to control mill outlet temperature. The table flow rate
should be function of the vibration level.
¾ Control mill outlet temperature by gas conditioning tower sprays or by an additional
water spray in the mill body to cool the gas.
¾ Install individual flow meters on each pipe to be sure water is flowing evenly to all
rollers.
¾ Water pipes need to be protected from damage, usually by angle iron, at the part
crossing the nozzle ring.
¾ Normally there is no need to use a spray for the water onto the material, an open
pipe is sufficient.
10.4. Examples
Water addition to the table
Comparison of water into the gas stream vs onto the table was done by PLN, Pfeiffer
mill. In this particular case it was found that the mill operation was better with water to
the gas stream. However, for Polysius mills water addition to bed is normally required
to control vibration. For Loesche or Pfeiffer VRM each plant should do its own trial.
PLN trials with water into the raw mill
For the some recent mills (Loesche VRM at Tetouan plant) it is not necessary to have a
water injection neither for vibration control or mill outlet temperature control.
Technical Agenda Page 33
Vertical Raw Mill – July 2007 – Version 1
11. Mill gas flow
Technical Agenda Page 34
Vertical Raw Mill – July 2007 – Version 1
11.1. Requirements
The three roles of the gas flow in the Vertical Roller Mill are:
¾ Material drying
¾ Material transport
¾ Classification
The normal ratio of gas flow measured at mill outlet per kg of raw material between 2
and 2,5 m3/kg (or 400 to 500 g/m3).
11.2. Potential issues with gas flow
¾ High system pressure loss due to high internal re-circulating load, and / or build up
in inlet gas ducts
¾ High negative pressure makes minimising false air a major challenge
¾ Wear of the mill fan impellor can be an issue when there is significant coarse
grained quartz in the raw mix.
11.3. Prevention
¾ Regular inspection of fan impellor to check (& repair) for wear
¾ Regular inspection of mill inlet gas duct to check (& clean)for build up
¾ Optimise external recirculation to minimise pressure loss by nozzle ring and dam
ring adjustments (see nozzle ring chapter). Increase external recirculation to
highest stable level, typically 50% of mill fresh feed.
¾ Set a target false air level based upon good level for plant (benchmark is 15% mill
fan volume). Regular false air checks followed up by repairs. Common sources of
false air:
o Expansion joints
o Inspection doors
o Main doors
o Table seal
o Tie / pull rod seals
o Mill feed
o Wear of mill body
o Rejects discharge & elevator discharge
o Separator drive seal
o Isolation dampers
o Wear of duct
Technical Agenda Page 35
Vertical Raw Mill – July 2007 – Version 1
o Cyclone flaps
o Bag house
We can also notice that the seals of the doors should be regularly checked as well as
the duct from the separator outlet to the cyclones which is generally clad in insulation.
11.4. Examples
Tie Rod & Roller Purge Fan Sealing on Polysius Mill
Opening of the separator fixed blades
¾ A trial on Polysius RMK mill showed that when closed beyond 75° the impact of
separator fixed blades upon residue was found to be minimal, although mill
pressure loss increased.
Impact of separator fixed blades upon residue
¾ Replacement of rectangular casing for circular one to avoid dead zones and internal
recirculation
Replacement of rectangular part of the mill casing for a circular one
¾ Installation of a low pressure drop cyclone realized in Mannersdorf plant
CKHC case n° 51.03
Technical Agenda Page 36
Vertical Raw Mill – July 2007 – Version 1
12. Nozzle ring (Louvre ring) &
external recirculation
Technical Agenda Page 37
Vertical Raw Mill – July 2007 – Version 1
12.1. Requirements
¾ Creates a high velocity gas stream around the mill periphery and performs a
preliminary air classification of the material as it falls over the edge of the table.
Allows oversized material to fall through into recirculation system, projects smaller
material back to the table and lifts finer particles to the separator.
¾ The nozzle ring pressure drop is normally 60-70% of the mill total pressure drop.
¾ Normally consists of angled blades (40 – 60 °), sometimes referred to a blade ring,
to aid the classification by helping to present the material the gas stream. Polysius
blades are normally vertical.
¾ Also the nozzle is inclined at 60° to project material back towards the table.
¾ Gas speeds for nozzle rings vary depending upon the capacity of the external
recirculation system:
o 25 – 60 m/s for recirculation of 50 –100 % fresh feed
o 70 + m/s with no recirculation
¾ Adjustment of the nozzle ring area provides a lever to optimize the external
circulation (or minimize rejects if no external recirculation). Which is significant for
the production and power consumption of the mill system.
¾ External recirculation systems are installed on most modern mills with a capacity of
25-100% of mill fresh feed.
12.2. Potential issues
¾ Insufficient pre-separation – recirculation of fine material or needs excessively high
nozzle ring speed to avoid high rejects. This could also be due to poor material
distribution on the table.
¾ Blockage of the nozzle ring with stones
¾ Unground material passing directly to recirculation, can be a particular issue with
Polysius RMK mills
¾ Excessive blanking of nozzle ring to avoid wear issues, adversely affecting process
performance
¾ False air through adjustable nozzle ring openings
¾ Excessive recirculation, >50% fresh feed can destabilize the mill operation, cause
excessive wear of the mill scraper and will form a large pile of material on the table
when the mill stops. The latter making a subsequent restart problematic.
Technical Agenda Page 38
Vertical Raw Mill – July 2007 – Version 1
12.3. Optimisation
¾ General adjustment of the nozzle ring area to optimise the velocity. Low velocity
tends towards lower pressure drop, which helps reduce the power consumption of
the mill fan, but tends to increase the mill rejects. The optimum needs to be
determined for each mill, since it depends on bed depth, mill fan capacity (plough if
fitted) and recirculation system capacity. The optimum bed depth has already been
defined as the lowest bed depth that still maintains vibration in a safe range.
Hence, the optimum nozzle ring velocity for a mill can be defined as being the point
where mill fan capacity and recirculation capacity are balanced (both approaching
maximum together) at optimum bed depth.
¾ Adjustment of blanking or openings for variable area to distribute the gas flow
according to the material load falling from the table. The material flow is found to be
highest at the roller discharge.
Nozzle ring area and material load – Polysius RMK mill.
¾ It is not sure that modifying a Polysius mill nozzle ring from vertical to angled blades
will bring some advantage, and perform some material separation like in the other
mills. In addition, it will limit their local flow adjustment capability. The main risk
is from possible higher wear due to the higher material flow in a Polysius mill.
¾ Occasional checks of the size distribution of recirculation material should be done to
assess the effectiveness of the pre-separation. Typically %passing 5mm should be
less than 10%, but this will vary depending upon gas speed in the nozzle ring.
¾ Close co-operation with maintenance to deal with wear issues, especially
concerning nozzle ring blanking
¾ Check nozzle ring for wear and blockage by stones during maintenance days
¾ Maintain mill recirculation less than 50% mill feed rate even if recirculation system
has the capacity.
¾ Check condition of mill scraper on every mill maintenance day, particularly with high
recirculation.
¾ Know the level of material circulation for your mill. Calibration of elevator power to
estimate mill recirculation. Alternatively, fit a belt weigher if a recirculation belt is
fitted.
12.4. Examples
Loesche & Pfeiffer nozzle ring
Polysius adjustable nozzle ring
Technical Agenda Page 39
Vertical Raw Mill – July 2007 – Version 1
13. Tables & roller liners
Technical Agenda Page 40
Vertical Raw Mill – July 2007 – Version 1
13.1. Requirements
¾ Long lasting table and rollers at least 1 year lifetime to have reliable operation and
minimum impact of wear upon mill performance
¾ Uniform matching surface of table and roller to ensure efficient transfer of grinding
forces to raw material
13.2. Impact of incorrect table & roller liners
¾ Lost reliability due to mill stops for liner repair/replacement in mid-campaign
¾ Wear of the grinding elements increases the material retention upon the table and
tends to increase mill power drawn.
¾ Uneven wear of grinding elements tends to occur as the wear progresses into the
body of the metal which leads to reduced mill efficiency due to non-uniform
transmission of grinding energy to raw material
¾ Specific Causes
o Most mills suffer a ‘bedding in’ period with new liners – where mill
performance is reduced for a period, weeks or even months, during which
time the table and roller liners wear to a perfectly matching profile. This is
made worse by a highly wear resistant material
o Poorly matching new table and roller liners
o Changing table liners but not rollers
o ‘Reversing’ rollers (common on Polysius mills)
13.3. Prevention
¾ Optimum liner selection
o Wear resistant Chromium Steel – standard solution for low abrasive mixes
o Ni- Hard Tyres with Re-welding insitu – solution for abrasive mix where
mill has a large raw meal storage and high overtaking capacity above the
kiln requirement. Ideally it would be best not to hard face new liners, it
would be better to wait until the optimum profile has been reached,
perhaps after 1-2 months operation before hard facing.
o Liners with ceramic inserts – most wear resistant option for abrasive raw
mix
¾ Raw Mix Abrasivity - Know the abrasivity of raw mix, particularly of any changes –
perform abrasivity tests on individual components and combined raw mix (be aware
of sources/locations of quartz in raw materials). Investigate possibility to reduce
abrasiveness. (There is no standard test in Lafarge, often suppliers are used to
conduct them). Periodically check the quartz content of the raw material on the
table.
¾ Monitor Liner Wear – monthly if liner lifetime is one year, two monthly if liner
lifetime is two years, etc. Use a specially made template for your table and rollers.
Technical Agenda Page 41
Vertical Raw Mill – July 2007 – Version 1
A low liner wear is around 2 g/t raw meal whereas wear rates of up to 7 g/t can be
experienced
¾ Monitor Relative Profile of Roller and Track – For new and worn liners. Also
check the relative profile between the roller and table liner. Requires that the roller
position relative to the track is taken at the time of the profile measurements so that
one can be superimposed upon the other to determine how well they fit together.
¾ Dam ring adjustment – correct for table wear by adjustment of the dam ring to
maintain the same material bed depth. Note the relationship between table wear
and dam ring adjustment needs to be determined for each mill, since it depends
upon raw material characteristics as well as the physical arrangement of the rollers
and table. Aim to make adjustments of 10-20mm at one time. This becomes more
difficult as the liner wear becomes more uneven as mentioned above.
¾ Roller and Table Profile - Check the profile of new rollers and table liners (before
delivery) to ensure a good match. We should specify a maximum acceptable
tolerance for the profile.
¾ Track Water - Use only the required amount of water onto the track for bed
stabilisation, as excessive moisture in the bed will act as a grinding paste and
accelerate wear.
¾ Grinding pressure - also affects the wear, avoid excessive pressure (see example)
13.4. Improvements
Control Tyre Slip (and or Tyre Torque) could prove to be a good lever to drastically
reduce the wear on the grinding elements. The aim is to adjust the mill parameters to
keep the speed of the rollers close to that of the grinding track to avoid any slip, which is
believed to be an important mechanism that accelerates wear. However, Lafarge has
no experience with this technique at this time.
13.5. Examples
Lost mill output with liner change (KNT)
Quadropol Liner Wear (KUJ)
RMK presentation liner wear history xwin (SCK)
Liner Wear in Period (SCK)
Liners with Ceramic inserts (xwin)
Liners & overlay (RMD)
MPS example of wear (ROB)
Liner Wear Measurement
Liner Wear & Grinding Pressure
Polysius Tyre Slip Measurement Device - Drawing
Polysius Tyre Slip Measurement Device – Proxy Switch Mounting
Technical Agenda Page 42
Vertical Raw Mill – July 2007 – Version 1
14. Table speed
Technical Agenda Page 43
Vertical Raw Mill – July 2007 – Version 1
The speed of the table in a VRM is generally constant, and defined at the design stage
by the supplier. Changes in materials’ grindability during operation are addressed by
varying the grinding pressure.
As the HGI or Bond working indexes are not representative enough of the grinding
characteristics in a vertical mill, a grinding test in a pilot mill at the required fineness is
used to determine the absorbed grinding power and the optimal table speed.
Each mill, regardless of its size, is designed for a given acceleration at the edge of the
table. It means that a larger table has to turn slower than a smaller one, to provide the
same acceleration, as per the equation: D x V2(rpm)= Constant. To be more precise, we
should consider the grinding track diameter, rather than the table diameter, but this
measurement is not often known.
The target acceleration value varies a little bit from supplier to supplier, as they can also
select the working pressures. A lower table speed will require a higher pressure to
achieve the same performances. Loesche used to design their raw mills for an
acceleration target of 15 m/s2 . Slag and cement mills are running about 80% slower.
So, the smaller the table diameter, the faster the mill is running! High table speed also
impacts negatively the wear rate, and may make the bed somewhat more difficult to
stabilize
A review of offers from different suppliers for the PLN raw mill shows the different
accelerations:
Polysius 12.9 m/s2
Pfeiffer 14.5 m/s2
Loesche 16.6 m/s2
FLS Atox 17.2 m/s2
As an example, the Richmond FRM 38.4 mill turns at 29.9 rpm for a table diameter of
3.8 m: the acceleration is
ω2R = (29.9/60x2)2 x 1.9 = 18.6 m/s2 ,
which is slightly on the high side.
Technical Agenda Page 44
Vertical Raw Mill – July 2007 – Version 1
15. Separation
Technical Agenda Page 45
Vertical Raw Mill – July 2007 – Version 1
15.1. Requirements
¾ Adjustment/regulation of final product fineness, reduce residue on 200μm target < 1
o Most of the VRM’s are equipped with a 3rd generation classifier.
o For the VRM’s that are still equipped with a static separator, an upgrade or
a retrofit to a 3rd generation classifier should enable to increase the
production within the range of 10 to 20 %.
15.2. Potential issues with separators
¾ Uneven gas flow distribution impacting negatively the psd of the final product
¾ Unfavourable separation efficiency of the mill resulting in higher bypass and higher
internal recirculation
See also mill gas flow 11
¾ Wear at sealing between static and dynamic parts, impacting negatively the psd of
the final product
15.3. Prevention
¾ Regular inspections to check position and wear of guiding vanes
¾ Regular inspections to check wear at sealing between rotor and static part as well
as wear on the grit cone (if installed)
15.4. Solutions/References
¾ Replacement of old 2nd generation separator with conical rotor by a new 3rd
generation one with a cylinder rotor, louvers and a flow optimized casing to avoid
low velocity zones (useless re-circulation)
Loesche separator modification Meknes/Darica/Milaki
¾ Replacement of Separator by LV-Technology
LV Technology ATC
¾ Optimization of static guiding vanes and improvement of sealing and air flow
distribution in the rotor
Fixed blades optimisation, air seal (Bouskoura)
¾ Beware of installing pocket louver blades (LVT-design), install straight louver blades
(Loesche, Pfeiffer, Polysius – design)
Technical Agenda Page 46
Vertical Raw Mill – July 2007 – Version 1
16. Control & instrumentation
Technical Agenda Page 47
Vertical Raw Mill – July 2007 – Version 1
16.1. Control & instrumentation requirements
To maintain stable operation of a vertical mill the following conditions are necessary:
¾ Constant gasflow through the mill to ensure constant lift for the internal circulating
material and to keep separator performance constant to ensure a consistent product
size distribution. Gasflow measurement by venturi is preferred, although the
pressure loss across the mill cyclones can also be used.
¾ Constant outlet temperature to ensure adequate drying of raw material moisture and
water injected. Excessively high temperatures adversely affect mill vibration, can
affect bearings of mill & separator and adversely affect performance of a
downstream electro-static precipitator (if fitted). Outlet temperature should be
controlled by water injection to the mill gas stream or by hot gas/ recycle gasflow.
Use of table water for outlet temperature control should be avoided since this also
affects the vibration level. Excessive table water also increases the wear on the
grinding elements.
¾ Constant internal and external circulating material load to maintain a constant
pressure loss across the mill. External circulation can be measured, either by a
weigher when using belts or by the power in the recirculation elevator. The fresh
feed is adjusted to keep the material loads constant.
¾ Constant bed depth to maintain vibration at a safe level, whilst keeping grinding
efficiency (power consumption or production rate, depending upon mill operating
strategy) at an optimum. Normally there is no control loop. Measurement of bed
depth is performed indirectly by measuring the extension of the hydraulic cylinders.
¾ Constant pressure after the preheater exhaust fan to avoid any influence of the mill
operation on kiln gasflow. The final bag filter (or ESP) fan is used to control the
pressure after the preheater fan to a slightly negative value (around –300 Pa).
16.2. Potential Issues with Control & Instrumentation
¾ Blockage of pressure tappings, particularly mill inlet and airflow measurement points
¾ Out of calibration bed depth monitors
¾ Unreliable bed depth measurement
¾ The control of mill pressure drop by fresh feed can sometimes be problematic to
maintain in automatic mode and needs to be studied to understand the reason(s).
One very common cause is excessive variation of fresh feed, due the one of the
following:
o Poorly controlled feeders
o One or more sticky feed materials preventing good feeder control
o Long feed belt to mill, resulting in long lag time between quantity change
at feeder and delivery to mill
¾ General out of calibration sensors
Technical Agenda Page 48
Vertical Raw Mill – July 2007 – Version 1
16.3. Prevention
¾ Consider fitting automatic air purge, with transmitter isolation and signal hold, to
problematic pressure tappings.
¾ Regular calibration of the bed depth monitor is necessary, particularly when the
lifetime of the grinding elements is short.
¾ Use of roller string type or ultrasonic type bed depth measurement has been found
to be very reliable. The standard inductive type as supplied by several suppliers has
in general proved unreliable.
Material bed height measurement, roller string type
Ultra sonic bed depth sensors
¾ Poorly controlled feeders – need to tune the control loops/ adjust the belt loading
¾ One or more sticky feed materials preventing good feeder control – material
handling issues need to be resolved to deliver feed to mill with maximum variation
+/- 3%, otherwise automatic control of pressure drop will not be possible
¾ Long feed belt to mill, resulting in long lag time between quantity change at feeder
and delivery to mill – install variable frequency drive on mill feed belt, the speed pro-
rata to the mill feed setpoint to maintain a constant filling on the belt. Hence
changes in mill feedrate will be almost immediately delivered to the mill.
¾ Regular scheduled cross checking of important sensors and evaluation of control
loops.
16.4. Improvements
¾ Control of bed depth and vibration by hydraulic pressure and feedrate
¾ Roller slip measurement
See chapter 13 Roller & Table Liners
¾ Roller torque measurement
¾ Future development of Lucie strategy to consider more parameters and levers such
as bed depth, mill power and hydraulic pressure.
16.5. Examples of Process Control Loops
Constant air flow control loop
Constant outlet temperature control loop
Typical control loops
Lucie vertical mill strategy
Technical Agenda Page 49
Vertical Raw Mill – July 2007 – Version 1
17. Mill start-up
Technical Agenda Page 50
Vertical Raw Mill – July 2007 – Version 1
17.1. General start-up guidelines
Mill Pre-Start & Auxiliaries
¾ Pre-start checks
¾ Ensure sufficient raw materials in mill feed bin
¾ Ensure sufficient space in raw meal silo
¾ Pre-charge mill feed belt
¾ Start raw material transport
¾ Start auxiliary units of mill (lubrication systems, hydraulic systems etc)
¾ Start the separator
¾ Start the recirculation system
Mill Pre-heat
¾ Open the gas route to the roller mill
¾ Start the raw mill fan
¾ Gradually preheat the mill system by opening the fan damper, normally up to 100 –
130°C
Mill Start Up
¾ Pre-charge mill if necessary
¾ Polysius RMK and old Pfeiffer - start with rollers down, start table turning with
auxiliary drive, main drive starts with mill feed start
¾ Loesche, Fuller, New Pfeiffer and Polysius Quadropol - start with rollers Up, rollers
lowered as feed starts
¾ Start up with 70-80% normal feedrate and reduced hydraulic pressure (70-80%
normal level)
¾ Ensure gasflow is 110 –120 % of normal level to allow for initial drop as feed enters
the mill
¾ Gradually increase feed and hydraulic pressure step by step, taking care to keep
vibration low, pressure drop under control (not increasing rapidly) and maintain
gasflow above 100%
¾ At each step increase of feedrate stabilise mill before stepping higher
17.2. Potential Issues with Start UP
¾ Mill inlet temperature too high
¾ Mill exit temperature too high
¾ Hydraulic pressure too high
Technical Agenda Page 51
Vertical Raw Mill – July 2007 – Version 1
¾ Insufficient water to the mill table
¾ Too much material on the table
¾ Insufficient material on the table
¾ Too fine material on the table
¾ Insufficient feed to the mill
¾ Excessive feed to the table
¾ Insufficient mill gasflow
17.3. Prevention of Start Up Issues
Mill start up can on occasions be difficult due to the sensitivity of the vertical mill.
Therefore it is important to establish a clear set of SOP’s and settings to minimise any
aborted starts.
In order to optimise the start up procedure, it is important to analyse start ups to
determine the best settings for re-start, taking into account the condition of the mill
stoppage conditions.
Levers to help with start up
¾ Prestart checks – especially bed depth
¾ Limit external recirculation to a maximum of 50% of fresh feed to avoid excessive
material in the mill for an incident stoppage
¾ Avoid feeding excessively fine material to the table during start up, e.g. dust return,
gct dust
¾ Establish start up settings for
o feedrate
o Bed depth
o Hydraulic pressure
o Gasflow
o Mill pressure drop
¾ Establish relationship for hydraulic pressure against mill feedrate from start up level
to normal operation
¾ Use to power (or current) on auxiliary drive to indicate material quantity in mill for
pre-feed (SCK – Polysius mill)
Start up procedures and settings may need to be reviewed from time to time as the
table wears or with a change of material feed size or type.
The example of PLN, France analysed 60 start up’s to determine the best start up
settings for their Pfeiffer mill.
Analysis of mill start ups – PLN example
Technical Agenda Page 52
Vertical Raw Mill – July 2007 – Version 1
17.4. Examples of Start Up Procedures
Polysius RMK Mill
Polysius Quadropol
Loesche Type Mill
Pfeiffer Mill - Davenport
Pfeiffer Mill - Rashadiya
Technical Agenda Page 53
Vertical Raw Mill – July 2007 – Version 1
18. Mill & system inspections
Technical Agenda Page 54
Vertical Raw Mill – July 2007 – Version 1
¾ In order to quickly identify and rectify any deficiencies in operation it is good practice
to have an inspection plan to regularly monitor the condition of the equipment during
operation and during stoppage for Production & Process in addition to the
maintenance inspections.
¾ Inspectors need to be made aware of the expected normal conditions and of the
issues that may occur.
¾ The inspections, the feedback and handling of problems identified needs to be well
defined so that corrective action may be taken with the appropriate urgency.
¾ It is recommended that plants review the follow two lists to define an inspection
plan, both items to inspect and frequency, appropriate for their mill shop:
Operating Inspections Suggested
Frequency
1.1 Feed extraction consistency Daily
1.2 Feed visual - size and flow Daily
1.3 Feeder belt condition / tracking – visual check Daily
1.4 Mill feed seal - check for leaks Daily
1.5 Mill tie rod seals- check for leaks Daily
1.6 Piston movement - frequency and distance Daily
1.7 Mill vibrations – on mill foundation block note any abnormal noise or Daily
movements
1.8 Table seal - check for leaks Daily
1.9 Elevator flaps- check movement and sealing Daily
1.10 Elevator carry over- listen for material falling back down return side Daily
1.11 Magnetic separator - check its clear Daily
1.12 Mill body and door seals - check for leaks Daily
1.13 Separator seals – check for leaks Daily
1.14 Duct expansion joints - check for leaks Daily
1.15 Fan seals- check for leaks Daily
1.16 Cyclone seals - check for leaks Daily
1.17 Elevator top seals - check flaps movement Daily
1.18 General check - spillage, holes, noise and vibrations Daily
1.19 Damper positions – compare field with ccr if possible Monthly
1.20 Cross check process instrument accuracy - clean any pressure Monthly
tappings as necessary
Technical Agenda Page 55
Vertical Raw Mill – July 2007 – Version 1
Stoppage Inspections Suggested
Frequency
2.1 Table and roller wear profiles and condition - check together with Acc Wear
maintenance
2.2 Bed depth sensor calibration - calibration of bed depth indicator to Acc Wear
account for wear
2.3 Material analysis on table - conduct sampling to check silica As required
recirculation
2.4 Dam ring - check condition Weekly
2.5 Nozzle ring - check condition, remove any stones Weekly
2.6 Material drop out in gas ducts - clean out on longer stop Weekly
2.7 Material depth on table - assess for restart / compare against bed Weekly
depth indicator
2.8 Water sprays - blockage and wear, Weekly
2.9 Plough condition and height, Weekly
2.10 Tie rod seals - examine for damage Weekly
2.11 Separator seals top and bottom clearance - check for wear of the Weekly
seals
2.12 Separator guide vanes and cage wear, Weekly
2.13 Remove any large rocks or foreign bodies from the mill Weekly
2.14 Magnetic separator - check clear of material Weekly
2.15 Mill feed seal operation - check blockage and for possible leaks Weekly
2.16 Check accumulator pressure together with maintenance Weekly
2.17 Material transfer points on feed system - check for build up and wear Weekly
2.18 Metal detector calibration check, Weekly
2.19 Feed calibration check – best to run feed into a truck and check on Monthly
weigh bridge
2.20 Mill fan wear, build up and cone clearances, Monthly
2.21 Feed chute position - be sure feed is projected into the table centre Monthly
2.22 Elevator boot, buckets and tip off plate - check for material build up, Monthly
casing damage and wear
2.23 Damper position calibration check and visual sighting Quarterly
2.24 Cyclone wear including flaps and vortex finder Quarterly
Example:
Production & Process Inspection Checklists
Technical Agenda Page 56
Vertical Raw Mill – July 2007 – Version 1
19. Reliability & stoppage analysis
Technical Agenda Page 57
Vertical Raw Mill – July 2007 – Version 1
19.1. Requirements
¾ Lafarge target for the reliability factor is 95%. In case of online operation even
>99% may be required for the VRM depending upon the overtaking factor on the
kiln. Currently there are only few plants that are able to achieve these reliability
factors.
¾ No Lafarge target exists for VRM incident stoppages. However, several plants have
demonstrated that with a focussed approach less than 100 annual incident
stoppages is possible. This is the recommended target.
19.2. Impact
¾ Low reliability factor at the raw mill can lead to lower plant capacity, as lower clinker
production due to lack of raw meal might be the consequence.
¾ Higher emission (SO2) can occur, in case online operation is targeted.
¾ Regular stoppage and hence re-starting of the mill will result in higher maintenance
costs due to higher stresses on components during the start up phase
¾ Frequent stoppages also have a very negative impact on the regularity of the raw
meal product.
19.3. Prevention
¾ Detailed Incident Analysis: Each mill incident needs to be investigated in detail to
establish the ‘root cause’. In the case of a vertical mill – vibration is not a root
cause, since most issues affecting the mill will cause it to trip on vibration. Once the
root cause is identified it becomes easier to propose and implement some
improvement actions
¾ ADAP : ADAP is generally existing in the plant, and is a good tool to support the
incident analysis. It also provides historical data and calculation of KPIs to show the
progress made by a plant.
19.4. Improvements
Root Cause Analysis - Davenport, NA
See Start-up Chapter “Statistical analysis of start-up incidents (PLN)”
Technical Agenda Page 58
Vertical Raw Mill – July 2007 – Version 1
20. Vertical roller mill designation
Technical Agenda Page 59
Vertical Raw Mill – July 2007 – Version 1
Technical Agenda Page 60
Vertical Raw Mill – July 2007 – Version 1
21. Lafarge VRM reference table
Technical Agenda Page 61
Vertical Raw Mill – July 2007 – Version 1
Plant Line Ref Supplier Mill Type Mill Motor Year Typical Annual UF%(2005) RF%(2005) Annual Stops TC
Power kW Installed Average tph (2005)
Arasmeta 2 UBE LM 36.41 1950 1985 217 77.1 98.1 88 ATC
Arcos Carrière 1 LOESCHE 570 1999 77 66.2 96.6 CTS
Bouskoura 2 POLYSIUS RMK 41/20/315 1475 1983 178 54.8 94.0 TCEA
Cauldon 1 FLS Atox 40 2200 1985 219 65.2 93.9 TCEA
Darica 3 LOESCHE LM 30.4 1500 1978 157 84.1 97.5 CTEC
Darica 2 LOESCHE LM 23/2 600 1968 49 77.3 98.8 CTEC
Darica 1 LOESCHE LM 23/2 600 1968 49 78.4 99.2 CTEC
Davenport 1 PFEIFFER MPS 3450 1120 1981 203 80.6 96.4 95 CTS
DING XIAO 1 800 2002 66.8 N/A ATC
Dujiangyan 1 PFEIFFER MPS 4750 2500 2002 266 82.4 97.0 124 ATC
Dunbar 1 POLYSIUS RMK 54/27 2800 1985 244 63.1 93.9 TCEA
Ewekoro 8 FULLER 2002 216 55.5 74.7 TCEA
FUHAIS 6 PFEIFFER MPS 3750 A 1800 1982 276 65.6 85.5 707 CTEC
Harleyville 1 FULLER FRM 46.4N 1640 1998 210 70.5 92.9 289 CTS
Kanthan 3 IHI IHI IS3600 2700 1998 254 68.4 89.6 641 ATC
Kanthan 2 IHI IHI IS3600 2700 1998 253 69.9 91.0 543 ATC
Kujawy 4 POLYSIUS RMR 45/23-4 3300 2003 290 61.3 96.7 353 CTEC
Langkawi 4 POLYSIUS VRM 43/21 1800 1995 206 69.3 87.9 285 ATC
Langkawi 3 POLYSIUS VRM 43/21 1800 1995 206 73.2 89.8 287 ATC
Le Teil (White) 1 POLYSIUS 600 1979 66 70.9 96.5 TCEA
Meknes 2 LOESCHE LM 27-30 1200 1993 121 58.0 91.5 TCEA
Meknes 1 LOESCHE LM 27-30 1200 1985 161 61.9 92.9 TCEA
Milaki 1 LOESCHE LM 43-5 3500 1983 438 64.9 94.8 589 CTEC
Mombasa 5 LOESCHE LM 27-02 1000 1977 128 74.3 89.8 TCEA
NANSHAN 1 LOESCHE LM 32.40 1400 1998 181 60.5 91.5 493 ATC
Norzagaray 2 UBE LM 36.40 2150 1997 165 63.9 94.2 167 ATC
Okke 4 LOESCHE LM 45.40 3750 1997 445 64.5 96.3 158 ATC
Okke 3 LOESCHE LM 45.40 3750 1991 461 61.9 98.3 124 ATC
Okke 2 LOESCHE LM 45.40 3750 1991 453 64.5 98.8 105 ATC
OTAVALO PFEIFFER 600 1980 103 81.5 97.3 CTS
Port La Nouvelle 1 PFEIFFER 1600 1998 140 85.0 98.5 TCEA
Rashadiya A PFEIFFER MPS 3750 A 1800 1984 213 77.6 93.0 968 CTEC
Rashadiya B PFEIFFER MPS 3750 A 1800 1984 221 77.7 93.2 869 CTEC
Republic 5 PFEIFFER MPS 5000B 3132 1997 236 64.9 90.3 332 ATC
Richmond 3 FULLER FRM 38.4N 1700 1999 255 68.9 87.4 238 CTS
Roberta 5 PFEIFFER MPS 4750 3000 2002 356 66.9 87.0 533 CTS
Singi 1 LOESCHE LM 45.40 2750 1993 326 N/A N/A ATC
Sonadih 1 LOESCHE LM 50.40 3600 1993 322 73.7 96.9 ATC
Sugar Creek 1 POLYSIUS RMK 41/20 1180 2002 189 88.1 99.1 106 CTS
Tagawa 1 LOESCHE LM36.40 2100 1977 271 87.3 99.3 54 ATC
Teresa D1 POLYSIUS RMK 54/27/435 3150 1997 239 62.5 92.5 215 ATC
Tetouan 2 1 LOESCHE 1800 2003 152 83.2 98.3 TCEA
Trbovlje 1 PFEIFFER MPS 275 1100 1972 95 74.0 97.0 CTEC
Villaluenga B1 LOESCHE LM 34-40 1400 1991 211 73.2 93.5 TCEA
Villaluenga B2 LOESCHE LM 34-40 1400 1991 208 67.5 95.8 TCEA
Volos (Grey) 1 LOESCHE LM 43-4 3400 1976 384 72.3 87.7 CTEC
Technical Agenda Page 62
Vertical Raw Mill – July 2007 – Version 1
You might also like
- Molinos VerticalesDocument172 pagesMolinos VerticalesLeonardo RodriguezNo ratings yet
- Vertical Roller MillsDocument52 pagesVertical Roller MillsThibaut Leconte50% (2)
- Loesche Round Table VICATDocument20 pagesLoesche Round Table VICATrecaiNo ratings yet
- Cairo Technical Center VRM Design and ComponentsDocument54 pagesCairo Technical Center VRM Design and ComponentsMujahid BalochNo ratings yet
- 08 M Roller Lube Mill Greas SysDocument16 pages08 M Roller Lube Mill Greas SysDavid Vilca MamaniNo ratings yet
- Co Processing Cement KilnsDocument10 pagesCo Processing Cement Kilnshanhccid0% (1)
- 08 Rp-Trouble ShootingDocument26 pages08 Rp-Trouble Shootingaff bearNo ratings yet
- 05 RP - Process Know HowDocument25 pages05 RP - Process Know Howaff bear100% (2)
- Report On Cement MillDocument9 pagesReport On Cement MillYounas Khan100% (1)
- Atox 45 Raw Mill Critical Interlock SheetDocument6 pagesAtox 45 Raw Mill Critical Interlock SheetValipireddy NagarjunNo ratings yet
- Cement Mill Ball Mill TestingDocument30 pagesCement Mill Ball Mill Testingzementhead100% (2)
- Pakistan Cement Company 5 Stage 2 String ILC Cyclone Preheater SystemDocument55 pagesPakistan Cement Company 5 Stage 2 String ILC Cyclone Preheater SystemAdnan Nawaz100% (2)
- Cpi VRMDocument26 pagesCpi VRMRobert Brown100% (1)
- 02 Plant OverviewDocument15 pages02 Plant OverviewErnestoAlonsoCornejoChambi100% (1)
- VRMDocument45 pagesVRMYhaneNo ratings yet
- Ilara RM - CS P.11002 - P.12610 - 15092021 - 18092021 - Technichal ReportDocument16 pagesIlara RM - CS P.11002 - P.12610 - 15092021 - 18092021 - Technichal ReportBen100% (1)
- Vertical Roller MillDocument42 pagesVertical Roller Milliezanblack_pearl100% (2)
- Ball Mill CalculationsDocument7 pagesBall Mill CalculationsSSAC PVT.LTD.100% (1)
- Cooler ETA Vs Grate JG (Document39 pagesCooler ETA Vs Grate JG (NaelNo ratings yet
- Roller Skewing Forces and TechniquesDocument9 pagesRoller Skewing Forces and TechniquesFurqan ShabbirNo ratings yet
- Presentation-Hydraulic System in VRPMDocument24 pagesPresentation-Hydraulic System in VRPMmsvprasadNo ratings yet
- Doc VRM Measurements BATDocument15 pagesDoc VRM Measurements BATsaji kumarNo ratings yet
- LoescheDocument35 pagesLoescheayaskant751001No ratings yet
- R A R F U: % Passing Size, M Feed Coarse FinesDocument3 pagesR A R F U: % Passing Size, M Feed Coarse FinesAli HüthütNo ratings yet
- A Raw Mill Nozzle Ring Area Velocity Calculation: 1/2 (A+B) C BDocument4 pagesA Raw Mill Nozzle Ring Area Velocity Calculation: 1/2 (A+B) C BYhaneNo ratings yet
- Mass Balance PDFDocument5 pagesMass Balance PDFElai MacabitNo ratings yet
- Field Operator Certification: BlowersDocument20 pagesField Operator Certification: BlowersSatya MakhijaNo ratings yet
- 05 SeparatingDocument64 pages05 Separatingrecai100% (2)
- Training For Tensioning Hydraulic System MPS MillsDocument69 pagesTraining For Tensioning Hydraulic System MPS MillsImam SampoernoNo ratings yet
- Vertical Roller Mills 01Document6 pagesVertical Roller Mills 01Kariem R Noweer100% (1)
- Loesche Roller Grinding MillDocument56 pagesLoesche Roller Grinding MillAdnan rasool100% (1)
- Cement Grinding SystemsDocument33 pagesCement Grinding Systemskamal yashwanth gNo ratings yet
- VRM Gas FlowDocument16 pagesVRM Gas FlowIrfan AhmedNo ratings yet
- M-GE-M-01A How To Reshim The Kiln Tyre - Nov2009Document9 pagesM-GE-M-01A How To Reshim The Kiln Tyre - Nov2009haziqNo ratings yet
- MHR21924 CMC Chapter CCDocument48 pagesMHR21924 CMC Chapter CCDede KaladriNo ratings yet
- Hail Cement Kiln bricks falling due to changing flame momentumDocument13 pagesHail Cement Kiln bricks falling due to changing flame momentum7atemmohNo ratings yet
- Operation TraianingDocument106 pagesOperation TraianingFurqan Shabbir100% (2)
- Vertical Mill PDFDocument15 pagesVertical Mill PDFGregory100% (4)
- OK MillDocument52 pagesOK MillHazem Hasan100% (2)
- Optimizing Raw Mills PerformanceDocument9 pagesOptimizing Raw Mills PerformanceIrshad HussainNo ratings yet
- Learn@LH Overview 071215 VFDocument19 pagesLearn@LH Overview 071215 VFSafrin SangiaNo ratings yet
- Vertical Roller MillDocument2 pagesVertical Roller MillAhmed Younis0% (2)
- 9 - RAWGRINDING CementDocument28 pages9 - RAWGRINDING CementAnoop Tiwari100% (2)
- Operating Manual for Slag Grinding UnitDocument41 pagesOperating Manual for Slag Grinding UnitPushpendra Kumar KushwahaNo ratings yet
- 7holcim PDFDocument41 pages7holcim PDFbulentbulut100% (2)
- Bag House Differential Pressure: Key Indicator of Operation and TroubleshootingDocument8 pagesBag House Differential Pressure: Key Indicator of Operation and TroubleshootingZegera Mgendi100% (2)
- Loesche - Loesche Cement Mills Concept Large CapacityDocument26 pagesLoesche - Loesche Cement Mills Concept Large Capacityphucdc095041No ratings yet
- 6) Fläkts FansSystem StagECC 2009Document82 pages6) Fläkts FansSystem StagECC 2009hmaza shakeelNo ratings yet
- Fan Flow - CementDocument5 pagesFan Flow - CementharikrushnaNo ratings yet
- 26 00 Special Cases and Experiences EDocument9 pages26 00 Special Cases and Experiences EDiego AlejandroNo ratings yet
- Grinding Technology of Limestone With Ball MillsDocument16 pagesGrinding Technology of Limestone With Ball MillsanruloNo ratings yet
- Blaine Reference Blaine Required e KDocument4 pagesBlaine Reference Blaine Required e KNael100% (3)
- Loesche Classifiers Modification Report at MCLDocument42 pagesLoesche Classifiers Modification Report at MCLnsprasad88No ratings yet
- Precalciner Systems Cement IndustryDocument22 pagesPrecalciner Systems Cement IndustryfaheemqcNo ratings yet
- Steps Involved in Kiln AuditDocument1 pageSteps Involved in Kiln AuditVijay BhanNo ratings yet
- Loesche Round Table VICATDocument20 pagesLoesche Round Table VICATFirdaus Azizan86% (7)
- Amm 592-594 2694Document6 pagesAmm 592-594 2694Baljiwan SinghNo ratings yet
- Basic Knowledge of Maint and Support Guide of MiningDocument82 pagesBasic Knowledge of Maint and Support Guide of Miningalcowo100% (1)
- Steckel Mill 1 PDFDocument178 pagesSteckel Mill 1 PDFSomnathNaskarNo ratings yet
- An12poultryfeeding PDFDocument16 pagesAn12poultryfeeding PDFSulove KoiralaNo ratings yet
- Instructions For Solarray'S Solar SizerDocument5 pagesInstructions For Solarray'S Solar Sizer71177335No ratings yet
- AMPCO Product Guide-TB2020-EN-12Document44 pagesAMPCO Product Guide-TB2020-EN-12elwathig bakhiet100% (1)
- Industrial Brine Minimization: Determining The Physical Chemical Parameters That Affect Evaporation Rates On Multi-Component Hyper-Saline EffluentsDocument140 pagesIndustrial Brine Minimization: Determining The Physical Chemical Parameters That Affect Evaporation Rates On Multi-Component Hyper-Saline Effluentselwathig bakhietNo ratings yet
- Calculating Ancient Salt Production RatesDocument11 pagesCalculating Ancient Salt Production RatesMarcusNo ratings yet
- Calcium Carbonate PsDocument2 pagesCalcium Carbonate Pselwathig bakhietNo ratings yet
- 2311 - EES Company ProfileDocument142 pages2311 - EES Company Profileمحمود عبدةNo ratings yet
- 5 - Distillation ColumnsDocument18 pages5 - Distillation ColumnsAzizah Azizah100% (1)
- Research Papers On Microbial Fuel CellsDocument7 pagesResearch Papers On Microbial Fuel Cellsaflbuagdw100% (1)
- Basketball Lux Requirement 500 750luxDocument26 pagesBasketball Lux Requirement 500 750luxKimtek LongNo ratings yet
- Metering Pump SekoDocument40 pagesMetering Pump SekoOnie Hammamz OylNo ratings yet
- Chapter 7-1work and Kinetic EnergyDocument49 pagesChapter 7-1work and Kinetic Energyمحمد يعقوبNo ratings yet
- New Holland b110 b115 en Service Manual 12n17446Document20 pagesNew Holland b110 b115 en Service Manual 12n17446james100% (51)
- Dieu Khien Smartgen - HGM6110,6120 (EN)Document5 pagesDieu Khien Smartgen - HGM6110,6120 (EN)khanh khanhNo ratings yet
- N24191-70 9707 Oct18Document56 pagesN24191-70 9707 Oct18MarkNo ratings yet
- Untitled VRF SystemDocument48 pagesUntitled VRF SystemAlyoom NewsNo ratings yet
- Untitled - FHP ManufacturingDocument52 pagesUntitled - FHP ManufacturingAbdulSattarNo ratings yet
- MATTHEW NAZARRO - Chem 2208 Lab Experiment No. 8-Visible Spectrophotometry of Nickel (II) ChlorideDocument7 pagesMATTHEW NAZARRO - Chem 2208 Lab Experiment No. 8-Visible Spectrophotometry of Nickel (II) ChlorideMATTHEW NAZARRONo ratings yet
- Subject Code-9626: Unit IV 8. 7 7 9Document2 pagesSubject Code-9626: Unit IV 8. 7 7 9Parvesh GoyalNo ratings yet
- Safefast Classic: Class Ii Microbiological Safety CabinetsDocument8 pagesSafefast Classic: Class Ii Microbiological Safety Cabinetsأياام زمانNo ratings yet
- (500estrela) FN050-4DK.4I.V7P1 153540Document8 pages(500estrela) FN050-4DK.4I.V7P1 153540Giovani RodriguesNo ratings yet
- MM3000 V SERIES EDUCATION TRAINING SYSTEMDocument82 pagesMM3000 V SERIES EDUCATION TRAINING SYSTEMTấn Việt NguyễnNo ratings yet
- Fast Is Easy.: Hilti. Outperform. OutlastDocument2 pagesFast Is Easy.: Hilti. Outperform. OutlastDennis S.No ratings yet
- PREQUALIFIED WELDING PROCEDURE SPECIFICATION (WPSDocument2 pagesPREQUALIFIED WELDING PROCEDURE SPECIFICATION (WPSNuril VS theWorldNo ratings yet
- Maintenance Manual: Book No. 100/BC2CDocument52 pagesMaintenance Manual: Book No. 100/BC2CRizqy Lilo HananthaNo ratings yet
- Trane CLCPDocument42 pagesTrane CLCPJean Carlos SanchezNo ratings yet
- New BEKAONE EnglishDocument12 pagesNew BEKAONE Englishwei leeNo ratings yet
- Study of Mass Transport in Cold Wire Deposition For Wire Arc Additive Manufacturing Fatemeh HejripourDocument14 pagesStudy of Mass Transport in Cold Wire Deposition For Wire Arc Additive Manufacturing Fatemeh HejripourЕвгений РыльковNo ratings yet
- Inspection and Test Plan: Fabrication / In-Process InspectionDocument17 pagesInspection and Test Plan: Fabrication / In-Process InspectionGLEDSON100% (1)
- Ficha Tecnica D12000Document1 pageFicha Tecnica D12000Nguyễn Hữu ĐồngNo ratings yet
- 1 Mounting V-Belt Drive (Motor Pulley, Fly Wheel, V-Belts and Guard)Document20 pages1 Mounting V-Belt Drive (Motor Pulley, Fly Wheel, V-Belts and Guard)andreaNo ratings yet
- 2022 Winter Model Answer PaperDocument18 pages2022 Winter Model Answer PaperShantanu WaghmareNo ratings yet
- GE Aquamite EDRDocument3 pagesGE Aquamite EDRMandla KeiNo ratings yet
- Chemistry 3Document7 pagesChemistry 3syed waseemNo ratings yet
- Cocu G452-002-2-2018 Cu02Document7 pagesCocu G452-002-2-2018 Cu02Afif SalimNo ratings yet
- OM Stargazer ENGDocument455 pagesOM Stargazer ENGjongbok leeNo ratings yet