You might also like
- Heat Treatment of Thermal Spray Coatings: A ReviewDocument7 pagesHeat Treatment of Thermal Spray Coatings: A ReviewHarkulvinder SinghNo ratings yet
- Astm A36-A36m-02 STD Specs For Carbon Structural SteelDocument4 pagesAstm A36-A36m-02 STD Specs For Carbon Structural SteelCharwin PicaoNo ratings yet
- Turning Formulas Milling Formulas: Feed Rate: Feed RateDocument1 pageTurning Formulas Milling Formulas: Feed Rate: Feed RateStaew PrecisionNo ratings yet
- Pfi Es-41 2003Document2 pagesPfi Es-41 2003bayu212100% (1)
- Europe steel standards overviewDocument14 pagesEurope steel standards overviewhasan_676489616No ratings yet
- Corrosion and Cracking in Recovery Boiler TubesDocument8 pagesCorrosion and Cracking in Recovery Boiler Tubeslambu_ladNo ratings yet
- Cswip 3.1Document278 pagesCswip 3.1hahah100% (1)
- Din 22261-2 2006-12Document130 pagesDin 22261-2 2006-12ivan8113No ratings yet
- Pressure Vessel Plate Specification RequirementsDocument34 pagesPressure Vessel Plate Specification Requirementsedisson_barreraNo ratings yet
- Optimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Document3 pagesOptimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Fikri SiplhoNo ratings yet
- Optimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'Document3 pagesOptimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'sivaNo ratings yet
- AJM Process ParametersDocument10 pagesAJM Process ParametersAakarsh DeepNo ratings yet
- AJM Process Parameters - NewDocument17 pagesAJM Process Parameters - NewAakarsh DeepNo ratings yet
- Surface Roughness Analysis in Milling Machining Using Design of ExperimentDocument9 pagesSurface Roughness Analysis in Milling Machining Using Design of Experiment21P410 - VARUN MNo ratings yet
- 2019-Analysis and Modeling of Surface Roughness BasedDocument5 pages2019-Analysis and Modeling of Surface Roughness BasedLucas Bonino SilvaNo ratings yet
- 03 Jaer V2N1Document6 pages03 Jaer V2N1Joker 246No ratings yet
- Analyzing The Effect of Overhang Length On Vibration Amplitude and Surface Roughness in Turning AISI 304Document7 pagesAnalyzing The Effect of Overhang Length On Vibration Amplitude and Surface Roughness in Turning AISI 304Mohammed EndrisNo ratings yet
- Investigation of Surface Textured Cutting Tools For Sustainable MachiningDocument7 pagesInvestigation of Surface Textured Cutting Tools For Sustainable MachiningnarenNo ratings yet
- Effect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVADocument6 pagesEffect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVAsureshkumarNo ratings yet
- Design and fabrication of an abrasive jet machineDocument4 pagesDesign and fabrication of an abrasive jet machineDishant ChauhanNo ratings yet
- Mme MypaperDocument12 pagesMme MypaperMohammed EndrisNo ratings yet
- En 9paper1Document6 pagesEn 9paper1Stuart BroadNo ratings yet
- International Journal of Industrial Engineering ComputationsDocument10 pagesInternational Journal of Industrial Engineering Computationsዘረአዳም ዘመንቆረርNo ratings yet
- 3 - Chamfer Texturing of Tungsten Carbide Inserts Applied To Turning of Grey Cast IronDocument10 pages3 - Chamfer Texturing of Tungsten Carbide Inserts Applied To Turning of Grey Cast IronVICTOR HUAMANNo ratings yet
- Modelling and Optimization of The Surface Roughness in The Dry Turning of The Cold Rolled Alloyed Steel Using Regression AnalysisDocument8 pagesModelling and Optimization of The Surface Roughness in The Dry Turning of The Cold Rolled Alloyed Steel Using Regression Analysisமு அஜய்குமார்No ratings yet
- Msa 2017052514405991Document16 pagesMsa 2017052514405991Hayet BoudjemaaNo ratings yet
- The Influence of Surface Treatment of PVD Coating On Its Quality and Wear ResistantDocument12 pagesThe Influence of Surface Treatment of PVD Coating On Its Quality and Wear ResistantMaryam AlizadehNo ratings yet
- Modeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...Document6 pagesModeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...abhiNo ratings yet
- Optimization of Surface Roughness and Flank Wear Using The Taguchi Method in Milling of Hadfield Steel With PVD and CVD Coated InsertsDocument10 pagesOptimization of Surface Roughness and Flank Wear Using The Taguchi Method in Milling of Hadfield Steel With PVD and CVD Coated InsertsMohamedKamalNo ratings yet
- A Study On Surface Roughness in Abrasive Waterjet Machining Process Using Artificial Neural Networks and Regression Analysis MethodDocument4 pagesA Study On Surface Roughness in Abrasive Waterjet Machining Process Using Artificial Neural Networks and Regression Analysis MethodronNo ratings yet
- Hamdan2011 PDFDocument11 pagesHamdan2011 PDFSivi KarudijanNo ratings yet
- Prediction of Surface Roughness of End Milling Operation Using Genetic AlgorithmDocument15 pagesPrediction of Surface Roughness of End Milling Operation Using Genetic AlgorithmDr. Mahesh GopalNo ratings yet
- Measurement: Ravindra Nath YadavDocument8 pagesMeasurement: Ravindra Nath Yadavkuba DefaruNo ratings yet
- 03 - Surface Roughness Analysis in Finishing End-Milling of Duplex Stainless Steel UNS S32205Document10 pages03 - Surface Roughness Analysis in Finishing End-Milling of Duplex Stainless Steel UNS S32205Gustavo Rocha de QueirozNo ratings yet
- 2 67 1588140711 16ijmperdjun202016Document10 pages2 67 1588140711 16ijmperdjun202016TJPRC PublicationsNo ratings yet
- ProjectDocument51 pagesProjectRushikesh DandagwhalNo ratings yet
- Hard Turning of Hot Work Steel X38CRMOV5-3: Evaluation of Surface Roughness and Current Values Using Cutting ParametersDocument12 pagesHard Turning of Hot Work Steel X38CRMOV5-3: Evaluation of Surface Roughness and Current Values Using Cutting ParametersCarlos Alfredo Gomez PerezNo ratings yet
- 16581b4a68c72c4390b8af47e1ff84baDocument13 pages16581b4a68c72c4390b8af47e1ff84babahmanNo ratings yet
- 1 s2.0 S2238785419321994 MainDocument11 pages1 s2.0 S2238785419321994 MainAbdallah AbdalFatah Mohamed MohamedNo ratings yet
- Study On Surface Roughness Minimization in Turning of Dracs Using Surface Roughness Methodology and Taguchi Under Pressured Steam Jet ApproachDocument9 pagesStudy On Surface Roughness Minimization in Turning of Dracs Using Surface Roughness Methodology and Taguchi Under Pressured Steam Jet ApproachMuhamadAmirNo ratings yet
- Surface Roughness Modeling Using RSM For HSLA Steel by Coated Carbide ToolsDocument11 pagesSurface Roughness Modeling Using RSM For HSLA Steel by Coated Carbide ToolsshahkamranNo ratings yet
- Assessment_of_the_effect_of_stylus_tip_radius_on_mDocument14 pagesAssessment_of_the_effect_of_stylus_tip_radius_on_mSrimanthula SrikanthNo ratings yet
- Rugozitatea SuprafetelorDocument7 pagesRugozitatea SuprafetelorcristinaNo ratings yet
- Measurement 2Document11 pagesMeasurement 2mraciaydinNo ratings yet
- Experimentation and Prediction of Surface Roughness of The Machining Parameter With Reference To The Rake Angle in End MillDocument11 pagesExperimentation and Prediction of Surface Roughness of The Machining Parameter With Reference To The Rake Angle in End MillDr. Mahesh GopalNo ratings yet
- Analysis of Abrasives On Cutting Edge PreparationDocument22 pagesAnalysis of Abrasives On Cutting Edge PreparationBasavaraj G LNo ratings yet
- H Demir-E NasVolume13-11Document8 pagesH Demir-E NasVolume13-11Ahmad BaihaqiNo ratings yet
- Crossmark: Ceramics InternationalDocument7 pagesCrossmark: Ceramics InternationalHARIMETLYNo ratings yet
- Vrac Sidjanin Balos 56Document13 pagesVrac Sidjanin Balos 56Hoang LamNo ratings yet
- Influence of Tool Edge Form Factor and Cutting Parameters On Milling PerformanceDocument12 pagesInfluence of Tool Edge Form Factor and Cutting Parameters On Milling PerformanceJo marNo ratings yet
- Prediction and Optimization of Process Parameters On A22E (Bimetal Bearing) Using RSM and Genetic AlgorithmDocument8 pagesPrediction and Optimization of Process Parameters On A22E (Bimetal Bearing) Using RSM and Genetic AlgorithmDr. Mahesh GopalNo ratings yet
- Optimization of Surface Roughness and Tool Wear in Hard Turning of Austempered Ductile IronDocument9 pagesOptimization of Surface Roughness and Tool Wear in Hard Turning of Austempered Ductile IronbakkarabayuNo ratings yet
- Determining The Effect of Cutting ParameDocument8 pagesDetermining The Effect of Cutting ParameMohamed ElsemaryNo ratings yet
- Hard Turning of Hot Work Tool Steel (Dac10)Document38 pagesHard Turning of Hot Work Tool Steel (Dac10)mohitkpatelNo ratings yet
- Abrasive Jet Machining Research ReviewDocument7 pagesAbrasive Jet Machining Research ReviewUsman AhmadNo ratings yet
- Optimizing silicon carbide ceramic grindingDocument19 pagesOptimizing silicon carbide ceramic grindingSivi KarudijanNo ratings yet
- Interncionalparametros de CorteDocument7 pagesInterncionalparametros de CorteFernando Michelon MarquesNo ratings yet
- Influence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool WearDocument10 pagesInfluence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool Wearionut condreaNo ratings yet
- Cutting ToolDocument9 pagesCutting ToolRay Live To RaceNo ratings yet
- Paper ShobraDocument15 pagesPaper ShobrapatigovNo ratings yet
- Effect of Cutting Parameters On Surface Residual Stresses in Dry Turning of AISI 1035 AlloyDocument12 pagesEffect of Cutting Parameters On Surface Residual Stresses in Dry Turning of AISI 1035 Alloy賴炫翰No ratings yet
- Materials and Design2 PDFDocument5 pagesMaterials and Design2 PDFSudhamani GonuguntlaNo ratings yet
- 1 s2.0 S2307187723002912 MainDocument11 pages1 s2.0 S2307187723002912 MainYUSUFNo ratings yet
- Singh 2020Document10 pagesSingh 2020Adithya HegdeNo ratings yet
- Relationship Between Surface RoughnDocument7 pagesRelationship Between Surface RoughnJohn TorrezNo ratings yet
- Ranjan Das 2018Document10 pagesRanjan Das 2018nishatNo ratings yet
- 1 s2.0 S1526612521006551 MainDocument10 pages1 s2.0 S1526612521006551 MainIyan MehmoodNo ratings yet
- Diff MTL MillingDocument14 pagesDiff MTL MillingSamriddhi SinghNo ratings yet
- Lubricants 10 00051Document8 pagesLubricants 10 00051Fabio RustowNo ratings yet
- 1 s2.0 S0043164821003719 MainDocument13 pages1 s2.0 S0043164821003719 MainFabio RustowNo ratings yet
- 1 s2.0 S1526612521004278 MainDocument10 pages1 s2.0 S1526612521004278 MainFabio RustowNo ratings yet
- 1 s2.0 S0257897222000159 MainDocument12 pages1 s2.0 S0257897222000159 MainFabio RustowNo ratings yet
- Studying The Effect of Un Coated and Multilayer Coated Tools On Cutting Temperature in Turning OperationDocument7 pagesStudying The Effect of Un Coated and Multilayer Coated Tools On Cutting Temperature in Turning OperationFabio RustowNo ratings yet
- A03 Material PropertiesDocument31 pagesA03 Material PropertiesNiraj BhaktwartiNo ratings yet
- Abstract of ASTM A574M 1997Document7 pagesAbstract of ASTM A574M 1997Jesse ChenNo ratings yet
- Cathodic Protection SystemDocument27 pagesCathodic Protection SystemSandeep GuptaNo ratings yet
- Gold Plating in The Electronics Industry: F. H. ReidDocument5 pagesGold Plating in The Electronics Industry: F. H. ReidCicero Gomes de SouzaNo ratings yet
- Cut Tee PB at Beam Junction Welded GussetDocument1 pageCut Tee PB at Beam Junction Welded GussetRajveer SinghNo ratings yet
- Anchoring equipment with boltsDocument1 pageAnchoring equipment with boltsAbid AyubNo ratings yet
- General Training PT-EC enDocument34 pagesGeneral Training PT-EC enManmac BoNo ratings yet
- Advanced Tool MaterialsDocument8 pagesAdvanced Tool MaterialsSry Putri AbdullahNo ratings yet
- Machinability and Machining of Titanium Alloys: A Review: July 2014Document31 pagesMachinability and Machining of Titanium Alloys: A Review: July 2014Ahmad JundiNo ratings yet
- Modelling of Pitting Corrosion in Marine and Offshore SteelDocument24 pagesModelling of Pitting Corrosion in Marine and Offshore SteelRagerishcire KanaalaqNo ratings yet
- Requirements and properties of structural steel hollow sectionsDocument1 pageRequirements and properties of structural steel hollow sectionsRobin GuNo ratings yet
- K To 12 Basic Education Curriculum (Final)Document9 pagesK To 12 Basic Education Curriculum (Final)Lyn VallesNo ratings yet
- Lecture Notes in Metals and PolymerDocument14 pagesLecture Notes in Metals and PolymerjoyandreaNo ratings yet
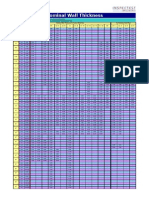
- 08A - Pipes Nominal Wall Thickness A4Document1 page08A - Pipes Nominal Wall Thickness A4umairasimpk100% (1)
- ASTM B601 18aDocument6 pagesASTM B601 18aewrNo ratings yet
- OREAS 624 CertificateDocument17 pagesOREAS 624 CertificateDenis Alvarez RiveraNo ratings yet
- Presentation: Federal-Mogul Goetze Ltd. PatialaDocument18 pagesPresentation: Federal-Mogul Goetze Ltd. PatialaKaranNo ratings yet
- Aluminium Prices PDFDocument13 pagesAluminium Prices PDFRachmatullaNo ratings yet
- Thermomechanical Streaking Defects in Architectural Aluminium ExtrusionsDocument250 pagesThermomechanical Streaking Defects in Architectural Aluminium ExtrusionszhaomingbaoNo ratings yet
- Rack Conveyor Assembly and Detail DrawingDocument3 pagesRack Conveyor Assembly and Detail DrawingShandy Dwi PrayogaNo ratings yet
- PopsnskDocument2 pagesPopsnskBenjamín Varela UmbralNo ratings yet