You might also like
- Prediction and Optimization of Tool Wear On A22E (Bimetal Bearing Material) Using RSM and Genetic AlgorithmDocument13 pagesPrediction and Optimization of Tool Wear On A22E (Bimetal Bearing Material) Using RSM and Genetic AlgorithmDr. Mahesh GopalNo ratings yet
- En 9paper1Document6 pagesEn 9paper1Stuart BroadNo ratings yet
- International Journal of Industrial Engineering ComputationsDocument10 pagesInternational Journal of Industrial Engineering Computationsዘረአዳም ዘመንቆረርNo ratings yet
- Modeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...Document6 pagesModeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...abhiNo ratings yet
- Investigation On MRR and RA of Surface Grinding On EN31Document8 pagesInvestigation On MRR and RA of Surface Grinding On EN31Innovative Research PublicationsNo ratings yet
- Ijems 21 (5) 543-556Document14 pagesIjems 21 (5) 543-556Abhishek AroraNo ratings yet
- Measurement: D. Philip Selvaraj, P. Chandramohan, M. MohanrajDocument11 pagesMeasurement: D. Philip Selvaraj, P. Chandramohan, M. MohanrajCaio CruzNo ratings yet
- Effect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVADocument6 pagesEffect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVAsureshkumarNo ratings yet
- Optimization of Cutting Parameters in Turning of en 8 Steel Using Response Surface Method and Genetic AlgorithmDocument12 pagesOptimization of Cutting Parameters in Turning of en 8 Steel Using Response Surface Method and Genetic AlgorithmKRCE GANESHNo ratings yet
- An Investigation of Optimum Cutting Conditions in Face Milling Aluminum 7075-t6 Using Design of ExperimentDocument11 pagesAn Investigation of Optimum Cutting Conditions in Face Milling Aluminum 7075-t6 Using Design of ExperimentMukund PatelNo ratings yet
- Optimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Document3 pagesOptimization of Surface Roughness and Material Removal Rate in Turning of Aisi D2Fikri SiplhoNo ratings yet
- Optimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'Document3 pagesOptimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'sivaNo ratings yet
- Analysis and Optimization of CNC Turning Process Parameters For Hard (62-64 HRC) AISI M2 To Minimize Surface RoughnessDocument14 pagesAnalysis and Optimization of CNC Turning Process Parameters For Hard (62-64 HRC) AISI M2 To Minimize Surface Roughnesshoangbh86No ratings yet
- Optimization of Material Removal Rate and Surface Roughness in Turning of Aluminum Copper and Gunmetal Materials Using RSM IJERTV6IS020359 PDFDocument6 pagesOptimization of Material Removal Rate and Surface Roughness in Turning of Aluminum Copper and Gunmetal Materials Using RSM IJERTV6IS020359 PDFSiddharth kumarNo ratings yet
- 2019-Analysis and Modeling of Surface Roughness BasedDocument5 pages2019-Analysis and Modeling of Surface Roughness BasedLucas Bonino SilvaNo ratings yet
- Modul 2 CDocument10 pagesModul 2 CHisokaNo ratings yet
- Optimization of cutting tool geometry and machining parameters in turning processDocument7 pagesOptimization of cutting tool geometry and machining parameters in turning processsundaramaks saravana muruganNo ratings yet
- Ex JoDocument23 pagesEx JoLEB08 MATHAVAN RNo ratings yet
- Surface Roughness Modeling Using RSM For HSLA Steel by Coated Carbide ToolsDocument11 pagesSurface Roughness Modeling Using RSM For HSLA Steel by Coated Carbide ToolsshahkamranNo ratings yet
- Measurement: Ravindra Nath YadavDocument8 pagesMeasurement: Ravindra Nath Yadavkuba DefaruNo ratings yet
- Optimization of Machining Parameters For Surface Roughness in End Milling of Magnesium AM60 AlloyDocument7 pagesOptimization of Machining Parameters For Surface Roughness in End Milling of Magnesium AM60 AlloyAbilashNo ratings yet
- Ranjan Das 2018Document10 pagesRanjan Das 2018nishatNo ratings yet
- Investigation of Surface Textured Cutting Tools For Sustainable MachiningDocument7 pagesInvestigation of Surface Textured Cutting Tools For Sustainable MachiningnarenNo ratings yet
- Influence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool WearDocument10 pagesInfluence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool Wearionut condreaNo ratings yet
- Effect of Machining Parameters and Optimization of Machining Time in Facing Operation Using Response Surface Methodology and Genetic AlgorithmDocument9 pagesEffect of Machining Parameters and Optimization of Machining Time in Facing Operation Using Response Surface Methodology and Genetic AlgorithmDr. Mahesh GopalNo ratings yet
- Mme MypaperDocument12 pagesMme MypaperMohammed EndrisNo ratings yet
- 2 67 1583232618 25ijmperdapr202025Document12 pages2 67 1583232618 25ijmperdapr202025TJPRC PublicationsNo ratings yet
- Paper ShobraDocument15 pagesPaper ShobrapatigovNo ratings yet
- Materials 13 01109Document22 pagesMaterials 13 01109NefNo ratings yet
- 21 1 9Document11 pages21 1 9Sotu KdaptNo ratings yet
- Bài báo khoa họcDocument12 pagesBài báo khoa họcQuan NguyenNo ratings yet
- Lean Thi Nki NGDocument17 pagesLean Thi Nki NGcevherimNo ratings yet
- Optimization of Cutting Parameters in Turning Operation of Mild SteelDocument6 pagesOptimization of Cutting Parameters in Turning Operation of Mild SteelIzzah HzmhNo ratings yet
- Optimum Technique For Investigations of Machining Parameters in Titanium (Grade5) Alloy Turning The Use of Carbide Tip ToolsDocument7 pagesOptimum Technique For Investigations of Machining Parameters in Titanium (Grade5) Alloy Turning The Use of Carbide Tip ToolsRishi PrakeshNo ratings yet
- Interncionalparametros de CorteDocument7 pagesInterncionalparametros de CorteFernando Michelon MarquesNo ratings yet
- Rugozitatea SuprafetelorDocument7 pagesRugozitatea SuprafetelorcristinaNo ratings yet
- Insert Selection For Turning Operation On CNC Turning Centre Using MADM MethodsDocument11 pagesInsert Selection For Turning Operation On CNC Turning Centre Using MADM Methodsprince duhanNo ratings yet
- Optimization of Surface Roughness and Flank Wear Using The Taguchi Method in Milling of Hadfield Steel With PVD and CVD Coated InsertsDocument10 pagesOptimization of Surface Roughness and Flank Wear Using The Taguchi Method in Milling of Hadfield Steel With PVD and CVD Coated InsertsMohamedKamalNo ratings yet
- Evaluation of Cutting Tool Vibration andDocument8 pagesEvaluation of Cutting Tool Vibration andchaib boudabNo ratings yet
- Parameters Optimization For End Milling of Al7075-Zro - C Metal Matrix Composites Using Gra and AnovaDocument16 pagesParameters Optimization For End Milling of Al7075-Zro - C Metal Matrix Composites Using Gra and Anovasmsgp1No ratings yet
- Experimentation and Prediction of Surface Roughness of The Machining Parameter With Reference To The Rake Angle in End MillDocument11 pagesExperimentation and Prediction of Surface Roughness of The Machining Parameter With Reference To The Rake Angle in End MillDr. Mahesh GopalNo ratings yet
- Influence of Tool Edge Form Factor and Cutting Parameters On Milling PerformanceDocument12 pagesInfluence of Tool Edge Form Factor and Cutting Parameters On Milling PerformanceJo marNo ratings yet
- Materials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarDocument6 pagesMaterials Today: Proceedings: J. Yadu Krishnan, S. Poorna Sundar, L. Karthikeyan, C. Veera Ajay, K. ManisekarMat EnriqueNo ratings yet
- Analysis of Abrasives On Cutting Edge PreparationDocument22 pagesAnalysis of Abrasives On Cutting Edge PreparationBasavaraj G LNo ratings yet
- Ijest NG Vol3 No8 pp102 109Document8 pagesIjest NG Vol3 No8 pp102 109Mohammad Rikzam KamalNo ratings yet
- Modelling and Optimization of The Surface Roughness in The Dry Turning of The Cold Rolled Alloyed Steel Using Regression AnalysisDocument8 pagesModelling and Optimization of The Surface Roughness in The Dry Turning of The Cold Rolled Alloyed Steel Using Regression Analysisமு அஜய்குமார்No ratings yet
- 2009 (Bala Murugan Gopalsamy & Biswanath Mondal & Sukamal Ghosh) PDFDocument19 pages2009 (Bala Murugan Gopalsamy & Biswanath Mondal & Sukamal Ghosh) PDFFikri SiplhoNo ratings yet
- Karpuschewski 2018 IOP Conf. Ser. Mater. Sci. Eng. 448 012056Document12 pagesKarpuschewski 2018 IOP Conf. Ser. Mater. Sci. Eng. 448 012056Chiheb BaNo ratings yet
- Good 3Document7 pagesGood 318P202 - AJAY SIVARAMAN ANo ratings yet
- Optimization of Process Parameters in CNC Turning of Aluminium Alloy Using Hybrid RSM Cum TLBO ApproachDocument14 pagesOptimization of Process Parameters in CNC Turning of Aluminium Alloy Using Hybrid RSM Cum TLBO ApproachVidyanand Kumar YadavNo ratings yet
- Results in EngineeringDocument9 pagesResults in EngineeringEgehan ÜnalNo ratings yet
- Optimization of Surface Roughness and Tool Wear in Hard Turning of Austempered Ductile IronDocument9 pagesOptimization of Surface Roughness and Tool Wear in Hard Turning of Austempered Ductile IronbakkarabayuNo ratings yet
- Surface Roughness Analysis in Milling Machining Using Design of ExperimentDocument9 pagesSurface Roughness Analysis in Milling Machining Using Design of Experiment21P410 - VARUN MNo ratings yet
- High Speed Hard Turning of Aisi S1 (60Wcrv8) Cold Work Tool SteelDocument18 pagesHigh Speed Hard Turning of Aisi S1 (60Wcrv8) Cold Work Tool Steelnovkovic1984No ratings yet
- WWW_ijrea_comDocument8 pagesWWW_ijrea_comudataashutoshNo ratings yet
- Determining The Effect of Cutting ParameDocument8 pagesDetermining The Effect of Cutting ParameMohamed ElsemaryNo ratings yet
- Synopsis Group 04Document4 pagesSynopsis Group 04Romit RajNo ratings yet
- Manuscript Dms 1Document9 pagesManuscript Dms 1GidNo ratings yet
- An Overview of Consumer Buying BehaviorDocument15 pagesAn Overview of Consumer Buying BehaviorRaghu RangapurNo ratings yet
- Analysis of Spectroscopic, Morphological Characterization andDocument9 pagesAnalysis of Spectroscopic, Morphological Characterization andDr. Mahesh GopalNo ratings yet
- Ware House Design of A Central PumpingDocument13 pagesWare House Design of A Central PumpingDr. Mahesh GopalNo ratings yet
- Application of Heuristic Techniques and Effect of Process Parameter On Turning and Facing Operation-A Review (2010-2015)Document12 pagesApplication of Heuristic Techniques and Effect of Process Parameter On Turning and Facing Operation-A Review (2010-2015)Dr. Mahesh GopalNo ratings yet
- 6 Fsiqiatria-1524041346Document48 pages6 Fsiqiatria-1524041346მირანდა გიორგაშვილიNo ratings yet
- PCC 3300 PDFDocument6 pagesPCC 3300 PDFdelangenico4No ratings yet
- Terms of Engagement - TMCS - GoldDocument14 pagesTerms of Engagement - TMCS - GoldPriyank KulshreshthaNo ratings yet
- Geraldez Vs Ca 230 Scra 329Document12 pagesGeraldez Vs Ca 230 Scra 329Cyrus Pural EboñaNo ratings yet
- BATCH Bat Matrix OriginalDocument5 pagesBATCH Bat Matrix OriginalBarangay NandacanNo ratings yet
- BIODATADocument1 pageBIODATAzspi rotc unitNo ratings yet
- Royal Scythians and the Slave Trade in HerodotusDocument19 pagesRoyal Scythians and the Slave Trade in HerodotusSinan SakicNo ratings yet
- A Cause For Our Times: Oxfam - The First 50 YearsDocument81 pagesA Cause For Our Times: Oxfam - The First 50 YearsOxfamNo ratings yet
- Reliability and CredibilityDocument1 pageReliability and CredibilitycedrictuasonNo ratings yet
- Foreign AidDocument4 pagesForeign AidJesse JhangraNo ratings yet
- Surveying 2 Practical 3Document15 pagesSurveying 2 Practical 3Huzefa AliNo ratings yet
- Guide To Kulchur 1938Document374 pagesGuide To Kulchur 1938Jonathan CarsonNo ratings yet
- Thesis Chapter 123Document15 pagesThesis Chapter 123Chesca Mae PenalosaNo ratings yet
- VALUE BASED QUESTIONS FROM MATHEMATICS GRADE 10Document6 pagesVALUE BASED QUESTIONS FROM MATHEMATICS GRADE 10allyvluvyNo ratings yet
- Lesson Plan-MethodsDocument6 pagesLesson Plan-Methodsapi-272643370No ratings yet
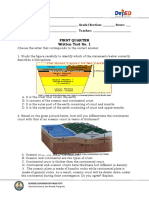
- Written Work 1 Q1 Science 10Document6 pagesWritten Work 1 Q1 Science 10JOEL MONTERDENo ratings yet
- Sivas Doon LecturesDocument284 pagesSivas Doon LectureskartikscribdNo ratings yet
- Se Lab Da-2Document12 pagesSe Lab Da-2Anvesh PenkeNo ratings yet
- Prompt 2022Document12 pagesPrompt 2022cecilferrosNo ratings yet
- BHEL Doctors - Mobile Number and Email IdDocument11 pagesBHEL Doctors - Mobile Number and Email IdCHANDRAN MAHA100% (1)
- Bread and Pastry Production NC II 1st Edition 2016Document454 pagesBread and Pastry Production NC II 1st Edition 2016Brian Jade CadizNo ratings yet
- Titanium Plates and Screws For Open Wedge HtoDocument6 pagesTitanium Plates and Screws For Open Wedge HtoDaniel Quijada LucarioNo ratings yet
- UTH homework template for English exercisesDocument8 pagesUTH homework template for English exercisesCinthya Peña de MezaNo ratings yet
- Edited General English Question Paper Part 1Document12 pagesEdited General English Question Paper Part 1Utkarsh R MishraNo ratings yet
- EASE Module 1 Geometric RelationsDocument26 pagesEASE Module 1 Geometric RelationsMarlon MiclatNo ratings yet
- CartridgeDocument26 pagesCartridgeMnavya SaiNo ratings yet
- A Powerful Graphic Liquid Crystal Display: Column #47, March 1999 by Lon GlaznerDocument16 pagesA Powerful Graphic Liquid Crystal Display: Column #47, March 1999 by Lon GlaznerVijay P PulavarthiNo ratings yet
- Lab Report 4 - Group 6Document15 pagesLab Report 4 - Group 6ClarisshaNo ratings yet
- Return Snowball Device SafelyDocument1 pageReturn Snowball Device SafelyNoneNo ratings yet
- Charles Henry Brendt (1862-1929)Document2 pagesCharles Henry Brendt (1862-1929)Everything newNo ratings yet