You might also like
- TQC Cross Cut Adhesion Test - Cc3000: Product DescriptionDocument4 pagesTQC Cross Cut Adhesion Test - Cc3000: Product DescriptionGeorgianaNo ratings yet
- Platines Et Percage IPE 240Document7 pagesPlatines Et Percage IPE 240ol beNo ratings yet
- Our Target 0' BurrDocument9 pagesOur Target 0' BurrAnkit kumar sahNo ratings yet
- Adhesion Test cc1000 vf1839 d44Document3 pagesAdhesion Test cc1000 vf1839 d44VanesaNo ratings yet
- Rigid PCB Capability.Document2 pagesRigid PCB Capability.jackNo ratings yet
- Katalog TacoDocument30 pagesKatalog Tacosabry technoNo ratings yet
- Screening For Quality One Mill's Experience: Gary Parobeck AcrowoodDocument56 pagesScreening For Quality One Mill's Experience: Gary Parobeck Acrowoodsudiro100% (1)
- Flex PCB CapabilityDocument2 pagesFlex PCB CapabilityjackNo ratings yet
- Wa0011.Document55 pagesWa0011.niveditaparikhNo ratings yet
- Dune Supreme/ Dune Vector: WWW - Armstrong-Ceilings - Co.Uk WWW - Armstrong-Ceilings - IeDocument2 pagesDune Supreme/ Dune Vector: WWW - Armstrong-Ceilings - Co.Uk WWW - Armstrong-Ceilings - IeMuneer KonajeNo ratings yet
- SMT Solder Paste Printing Process Quality Improvement Through Six Sigma ApproachDocument30 pagesSMT Solder Paste Printing Process Quality Improvement Through Six Sigma ApproachAnonymous HizOWFNo ratings yet
- Cutter Blade Reference GuideDocument12 pagesCutter Blade Reference GuideThePrintManNo ratings yet
- Seguro Seeger InteriorDocument2 pagesSeguro Seeger InteriorEddo Carrion14% (7)
- Blue Cast X5: Product FeaturesDocument8 pagesBlue Cast X5: Product FeaturesCatalin S. CutarNo ratings yet
- Recommendations For Cutting MFCDocument8 pagesRecommendations For Cutting MFCAriel LemaNo ratings yet
- BOMAG Original Cutting Tools PDFDocument36 pagesBOMAG Original Cutting Tools PDFchristophe laurensNo ratings yet
- FL HighfeedDocument48 pagesFL Highfeedbob smithNo ratings yet
- Quick Start GuideDocument11 pagesQuick Start GuideDaniel NituNo ratings yet
- AmberPress Users Manual 0606EN 170706Document18 pagesAmberPress Users Manual 0606EN 170706mrahNo ratings yet
- Support Systems For & Mechanical Services: Fire ProtectionDocument11 pagesSupport Systems For & Mechanical Services: Fire ProtectionKABIR CHOPRANo ratings yet
- Edenta Recommended 3001HP Graver Sharpening Rubber Wheel Disc Keramik1 - 2 PDFDocument2 pagesEdenta Recommended 3001HP Graver Sharpening Rubber Wheel Disc Keramik1 - 2 PDFDaitsu NagasakiNo ratings yet
- PCB CapabilitiesDocument5 pagesPCB CapabilitiesDanielCervNo ratings yet
- SRF SufDocument12 pagesSRF SufarvinupNo ratings yet
- Superline & Implantium: Surgical / Prosthesis ManualDocument51 pagesSuperline & Implantium: Surgical / Prosthesis Manualk4ssdcNo ratings yet
- FlangeDocument7 pagesFlangeaarko TECHNo ratings yet
- Plasma Dicing of Si Wafers With Panasonic APX300Document45 pagesPlasma Dicing of Si Wafers With Panasonic APX300Pretty ChenNo ratings yet
- 2.4 Selection and Application - MillingDocument76 pages2.4 Selection and Application - MillingBaljeet SinghNo ratings yet
- 1 HiPerSlit Flyer GB 2013Document2 pages1 HiPerSlit Flyer GB 2013Antal FranyóNo ratings yet
- Kristeel CatalogueDocument52 pagesKristeel CatalogueRam TejaNo ratings yet
- Jrls 1000 Diy Sls 3d PrinterDocument43 pagesJrls 1000 Diy Sls 3d PrinterNgọc Minh LêNo ratings yet
- Fundamentals of Roller Mill Grinding - 1478460003Document46 pagesFundamentals of Roller Mill Grinding - 1478460003Felipe ZapataNo ratings yet
- I.C.T Semi-Auto SMT PrinterDocument3 pagesI.C.T Semi-Auto SMT PrinterLouis ChewNo ratings yet
- Catalogue-Tungaloy - 12 - Grades andDocument49 pagesCatalogue-Tungaloy - 12 - Grades andJose' TNo ratings yet
- DVP R - DVP M9Document2 pagesDVP R - DVP M9reynold wangNo ratings yet
- Bonded App Gear GrindingDocument7 pagesBonded App Gear GrindingvengadeshNo ratings yet
- Inner Ring Groove & Land Grinding ProcessDocument38 pagesInner Ring Groove & Land Grinding ProcessLateecka R Kulkarni100% (1)
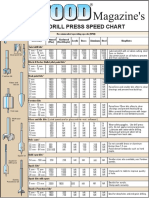
- Speedchart Metric PDFDocument1 pageSpeedchart Metric PDFjernejskiNo ratings yet
- Rex DWC Catalogue IS-14930..Document2 pagesRex DWC Catalogue IS-14930..ajeetNo ratings yet
- Harga Pipa Stainless SteelDocument2 pagesHarga Pipa Stainless SteelZaihirni ZaihirniNo ratings yet
- WETI Brochure - ElectrInsulPaperDocument28 pagesWETI Brochure - ElectrInsulPaperSharin Bin Ab GhaniNo ratings yet
- Milling Parameters: N (RPM) (VC (M/min) 1000) / 3.14 Ø d1 (MM) )Document4 pagesMilling Parameters: N (RPM) (VC (M/min) 1000) / 3.14 Ø d1 (MM) )Damir PrstenkovNo ratings yet
- Panou Solar - BAYMAK Tec. SpecificationDocument1 pagePanou Solar - BAYMAK Tec. SpecificationVincze SzilardNo ratings yet
- Biréli LagrèneDocument17 pagesBiréli LagrèneMarcos Faustino0% (1)
- NGN Product ListDocument3 pagesNGN Product ListLuis Miguel PerezNo ratings yet
- Process Suitability. Plasma Thermal Hvof: ISSUE: 04/15-1 SupercedesDocument3 pagesProcess Suitability. Plasma Thermal Hvof: ISSUE: 04/15-1 SupercedesphuongNo ratings yet
- 1 Fisa Tehnica 2618Document7 pages1 Fisa Tehnica 2618Royal KingNo ratings yet
- Technical Information: Forming ToolDocument2 pagesTechnical Information: Forming ToolأبومحمدالزياتNo ratings yet
- KebbyCrimpers014 USDDocument11 pagesKebbyCrimpers014 USDRohit KambleNo ratings yet
- Help Page Should You Need It: Flange Slide RuleDocument2 pagesHelp Page Should You Need It: Flange Slide RuleRene Torres HinojosaNo ratings yet
- B Gravograph 1Document12 pagesB Gravograph 1harisNo ratings yet
- Service Data TableDocument6 pagesService Data Tableelites bigbearNo ratings yet
- 18SOUND Product Overview 2019Document12 pages18SOUND Product Overview 2019Andrei ZamfirNo ratings yet
- BCP Technical ConstructionDocument22 pagesBCP Technical ConstructionKarthik KarthikNo ratings yet
- 2021 Milling Strategy Guides EN2 WebDocument15 pages2021 Milling Strategy Guides EN2 Webnigay.labNo ratings yet
- Technical Comparision of Cutting MachineDocument6 pagesTechnical Comparision of Cutting MachinechandraNo ratings yet
- XEBEC Technical Crosshole-BrushDocument4 pagesXEBEC Technical Crosshole-BrushferNo ratings yet
- TLX Technique GuideDocument28 pagesTLX Technique Guidejerry rice100% (2)
- Optra Datasheet SAsia 170718Document4 pagesOptra Datasheet SAsia 170718acoustics llpNo ratings yet
- Getting Started with Handplanes: How to Choose, Set Up, and Use Planes for Fantastic ResultsFrom EverandGetting Started with Handplanes: How to Choose, Set Up, and Use Planes for Fantastic ResultsRating: 1 out of 5 stars1/5 (1)
- All-in-One Rotary Cutting Magic with Omn: Handy Reference Tool 18 Geometric Shapes Problem Solving GuideFrom EverandAll-in-One Rotary Cutting Magic with Omn: Handy Reference Tool 18 Geometric Shapes Problem Solving GuideNo ratings yet
- 2017 Directory WO Member PagesDocument112 pages2017 Directory WO Member PagessberkowitzNo ratings yet
- TCO & TCU Series Container Lifting Lugs - Intercon EnterprisesDocument4 pagesTCO & TCU Series Container Lifting Lugs - Intercon EnterprisesReda ElawadyNo ratings yet
- Electric Baseboard StelproDocument4 pagesElectric Baseboard StelprojrodNo ratings yet
- Bill (Law) : Jump To Navigation Jump To SearchDocument9 pagesBill (Law) : Jump To Navigation Jump To SearchPunitNo ratings yet
- Cortex - M1: Technical Reference ManualDocument174 pagesCortex - M1: Technical Reference ManualSzilárd MájerNo ratings yet
- MVC Plus User Manual REV5Document90 pagesMVC Plus User Manual REV5Adalberto FentanezNo ratings yet
- Application For Leave - EODocument1 pageApplication For Leave - EOcomelec carmenNo ratings yet
- Objectives in DraftingDocument1 pageObjectives in Draftingshannejanoras03No ratings yet
- L-2 Steel SectionsDocument23 pagesL-2 Steel SectionsRukhsar JoueNo ratings yet
- Employee Conduct Policy StpsoDocument57 pagesEmployee Conduct Policy StpsoWWLTVWebteamNo ratings yet
- Siemens Power Engineering Guide 7E 223Document1 pageSiemens Power Engineering Guide 7E 223mydearteacherNo ratings yet
- JJDocument119 pagesJJAnonymous 5k7iGyNo ratings yet
- Copyright IP Law Infringment of CopyrightDocument45 pagesCopyright IP Law Infringment of Copyrightshree2485No ratings yet
- KR 10 Scara: The Compact Robot For Low PayloadsDocument4 pagesKR 10 Scara: The Compact Robot For Low PayloadsBogdan123No ratings yet
- CSFP's Annual Executive Budget 2014Document169 pagesCSFP's Annual Executive Budget 2014rizzelmangilitNo ratings yet
- Outline - Essay and Argumentative EssayDocument2 pagesOutline - Essay and Argumentative EssayGabbo GómezNo ratings yet
- CRM (Coca Cola)Document42 pagesCRM (Coca Cola)Utkarsh Sinha67% (12)
- Book Shop InventoryDocument21 pagesBook Shop InventoryAli AnsariNo ratings yet
- Autonics KRN1000 DatasheetDocument14 pagesAutonics KRN1000 DatasheetAditia Dwi SaputraNo ratings yet
- Webdynpro ResumeDocument4 pagesWebdynpro ResumeAmarnath ReddyNo ratings yet
- Ranking - Best Multivitamins in 2018Document7 pagesRanking - Best Multivitamins in 2018JosephVillanuevaNo ratings yet
- DoctorTecar Brochure MECTRONIC2016 EngDocument16 pagesDoctorTecar Brochure MECTRONIC2016 EngSergio OlivaNo ratings yet
- HAART PresentationDocument27 pagesHAART PresentationNali peterNo ratings yet
- Manual de Partes Dm45-50-lDocument690 pagesManual de Partes Dm45-50-lklausNo ratings yet
- Plasticizers For CPE ElastomersDocument8 pagesPlasticizers For CPE Elastomersbatur42No ratings yet
- Addendum No.1: Indianapolis Metropolitan Airport T-Hangar Taxilane Rehabilitation IAA Project No. M-12-032Document22 pagesAddendum No.1: Indianapolis Metropolitan Airport T-Hangar Taxilane Rehabilitation IAA Project No. M-12-032stretch317No ratings yet
- Irazu EULA AgreementDocument7 pagesIrazu EULA AgreementLiqiang HeNo ratings yet
- Analisa SWOT Manajemen Pendidikan Di SMK Maarif 1 KebumenDocument29 pagesAnalisa SWOT Manajemen Pendidikan Di SMK Maarif 1 Kebumenahmad prayogaNo ratings yet
- Marc-André Ter Stegen PES 2021 StatsDocument1 pageMarc-André Ter Stegen PES 2021 StatsSom VasnaNo ratings yet
- 02-15 QCS 2014Document17 pages02-15 QCS 2014Raja Ahmed HassanNo ratings yet