You might also like
- Determining The Effect of Cutting ParameDocument8 pagesDetermining The Effect of Cutting ParameMohamed ElsemaryNo ratings yet
- Vibraton Vs Cutting SpeedDocument15 pagesVibraton Vs Cutting SpeedHindi Poetry Gazal EntertainmentNo ratings yet
- 10 1016@j Jmapro 2020 01 003Document8 pages10 1016@j Jmapro 2020 01 003Hairs InfoNo ratings yet
- 1 s2.0 S1526612522004212 MainDocument13 pages1 s2.0 S1526612522004212 MainzcxNo ratings yet
- Good 3Document7 pagesGood 318P202 - AJAY SIVARAMAN ANo ratings yet
- Bertsche2012.pdf An Analytical Model of Rotary Ultrasonic MillingDocument16 pagesBertsche2012.pdf An Analytical Model of Rotary Ultrasonic Millingmoharb996No ratings yet
- Theoretical Model For Cutting Force in Rotary Ultrasonic Milling of Dental Zirconia CeramicsDocument15 pagesTheoretical Model For Cutting Force in Rotary Ultrasonic Milling of Dental Zirconia Ceramicsmoharb996No ratings yet
- Evaluation of Cutting Tool Vibration andDocument8 pagesEvaluation of Cutting Tool Vibration andchaib boudabNo ratings yet
- Theory of Machines - Unit 14Document18 pagesTheory of Machines - Unit 14Dharma DuraiNo ratings yet
- Duplak Yang2021Document12 pagesDuplak Yang2021chikincvoNo ratings yet
- Mme MypaperDocument12 pagesMme MypaperMohammed EndrisNo ratings yet
- MafmDocument9 pagesMafmsivanNo ratings yet
- Advance Finishing ProcessDocument7 pagesAdvance Finishing ProcessSAMIM ALAMNo ratings yet
- Study On The Separation Effect of High-Speed Ultrasonic Vibration CuttingDocument16 pagesStudy On The Separation Effect of High-Speed Ultrasonic Vibration CuttingWolfgang GruberNo ratings yet
- Analyzing The Effect of Overhang Length On Vibration Amplitude and Surface Roughness in Turning AISI 304Document7 pagesAnalyzing The Effect of Overhang Length On Vibration Amplitude and Surface Roughness in Turning AISI 304Mohammed EndrisNo ratings yet
- Prediction of Cutting Tool Wear, Surface Roughness and Vibration of Work Piece in Boring of AISI 316 Steel With Artificial Neural NetworkDocument8 pagesPrediction of Cutting Tool Wear, Surface Roughness and Vibration of Work Piece in Boring of AISI 316 Steel With Artificial Neural NetworkSamir BoseNo ratings yet
- Design and Fabrication of Abrasive Jet Machine: Prof. S.D. Bhalekar, Akash V. Shiras, Nayan SamgirDocument4 pagesDesign and Fabrication of Abrasive Jet Machine: Prof. S.D. Bhalekar, Akash V. Shiras, Nayan SamgirDishant ChauhanNo ratings yet
- 2014ijetae 0114 01Document6 pages2014ijetae 0114 01Sc PhamNo ratings yet
- Ultrasonic Machining ProcessDocument9 pagesUltrasonic Machining ProcessPrapto PraptNo ratings yet
- Wu 2019 IOP Conf. Ser. Mater. Sci. Eng. 562 012145Document7 pagesWu 2019 IOP Conf. Ser. Mater. Sci. Eng. 562 012145mjeremic88No ratings yet
- 8th Sem Seminar CeramicsDocument48 pages8th Sem Seminar CeramicsShashank GowdaNo ratings yet
- Zong 2014Document6 pagesZong 2014GOPI KRISHNANo ratings yet
- 2015 Influenceofdynamiceffectsonsurfaceroughnessforfacemillingprocess Art3A10.10072Fs00170 015 7127 XDocument10 pages2015 Influenceofdynamiceffectsonsurfaceroughnessforfacemillingprocess Art3A10.10072Fs00170 015 7127 XZerina ČustovićNo ratings yet
- 2019-Analysis and Modeling of Surface Roughness BasedDocument5 pages2019-Analysis and Modeling of Surface Roughness BasedLucas Bonino SilvaNo ratings yet
- Modeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...Document6 pagesModeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...abhiNo ratings yet
- Modeling and Optimization of Tool Vibration and Surface Roughness in Boring of Steel Using RSM, ANN and SVMDocument12 pagesModeling and Optimization of Tool Vibration and Surface Roughness in Boring of Steel Using RSM, ANN and SVMEr Parth PrajapatiNo ratings yet
- Effect of Different Turning Parameters On Surface RoughnessDocument5 pagesEffect of Different Turning Parameters On Surface RoughnessInternational Journal of Technology and Emerging Sciences (IJTES)No ratings yet
- E6af9b8521 3 IrjietDocument8 pagesE6af9b8521 3 IrjietRazzNagarajNo ratings yet
- Lab 6Document7 pagesLab 6Syaiful Akmal AzizNo ratings yet
- Materials Today: Proceedings: S. Saravanamurugan, B. Shyam Sundar, R. Sibi Pranav, A. ShanmugasundaramDocument7 pagesMaterials Today: Proceedings: S. Saravanamurugan, B. Shyam Sundar, R. Sibi Pranav, A. Shanmugasundaramsundaramaks saravana muruganNo ratings yet
- Effect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVADocument6 pagesEffect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVAsureshkumarNo ratings yet
- Surface Properties in Ultrasonic Vibration Assisted Turning of 2014 ProcediDocument6 pagesSurface Properties in Ultrasonic Vibration Assisted Turning of 2014 Procedihasib_07No ratings yet
- Effects of Tool Setting On Tool Cutting Angle On Turning OperationDocument5 pagesEffects of Tool Setting On Tool Cutting Angle On Turning OperationAlexNo ratings yet
- Surface Roughness Perfection by CAM InterpolationsDocument14 pagesSurface Roughness Perfection by CAM InterpolationsEl Bechir MsaddekNo ratings yet
- Abrasive BladeDocument15 pagesAbrasive BladeBasavaraj G LNo ratings yet
- Review Article Abrasive Jet Machining-Research ReviewDocument7 pagesReview Article Abrasive Jet Machining-Research ReviewUsman AhmadNo ratings yet
- Prediction and Control of Lathe Machine Tool Vibration by Using Passive DampingDocument7 pagesPrediction and Control of Lathe Machine Tool Vibration by Using Passive DampingIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- TooloverhangDocument8 pagesTooloverhangMohammed EndrisNo ratings yet
- H Demir-E NasVolume13-11Document8 pagesH Demir-E NasVolume13-11Ahmad BaihaqiNo ratings yet
- Journal of Materials Processing Tech.: SciencedirectDocument11 pagesJournal of Materials Processing Tech.: SciencedirectJhon C.C.No ratings yet
- Development of Turn-Milling in Conventional Lathe Machine: Journal of Ocean, Mechanical and Aerospace, Vol.53Document8 pagesDevelopment of Turn-Milling in Conventional Lathe Machine: Journal of Ocean, Mechanical and Aerospace, Vol.53Anugerah Raya PratamaNo ratings yet
- Ultrasonic Vibration Assisted Turning of 304 Austenitic Stainless SteelDocument20 pagesUltrasonic Vibration Assisted Turning of 304 Austenitic Stainless SteelBùi Anh Tuấn - CĐ Lý Tự Trọng TP. HCMNo ratings yet
- NCD IcaestDocument6 pagesNCD IcaestNaresh DeshpandeNo ratings yet
- Analysis of Surface Roughness and Cutting Force Components in Hard Turning With CBN Tool - Prediction Model and Cutting Conditions OptimizationDocument10 pagesAnalysis of Surface Roughness and Cutting Force Components in Hard Turning With CBN Tool - Prediction Model and Cutting Conditions OptimizationadarshgitamNo ratings yet
- Optimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'Document3 pagesOptimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'sivaNo ratings yet
- Cja 12Document10 pagesCja 12pachterNo ratings yet
- 1 s2.0 S1755581722000165 MainDocument11 pages1 s2.0 S1755581722000165 MainFabio RustowNo ratings yet
- Optimization of Cutting Parameters in Turning of en 8 Steel Using Response Surface Method and Genetic AlgorithmDocument12 pagesOptimization of Cutting Parameters in Turning of en 8 Steel Using Response Surface Method and Genetic AlgorithmKRCE GANESHNo ratings yet
- Hard Turning En8Document33 pagesHard Turning En88207 ASCETNo ratings yet
- FE Simulation of Ultrasonic Vibrations in TurningDocument11 pagesFE Simulation of Ultrasonic Vibrations in TurningklausoshoNo ratings yet
- A Study On Optimisation of Cutting Parameters and Prediction of Surface Roughness in End Milling of Aluminium Under MQL MachiningDocument17 pagesA Study On Optimisation of Cutting Parameters and Prediction of Surface Roughness in End Milling of Aluminium Under MQL MachiningAzaath AzuNo ratings yet
- Ultrasonic Machining Process: December 2019Document9 pagesUltrasonic Machining Process: December 2019Hilvan HamidiNo ratings yet
- Applsci 12 04683 v2Document21 pagesApplsci 12 04683 v2vajdazitaNo ratings yet
- Research On Quality Improvement of The Cross Section Cut by Abrasive Water Jet Based On Secondary Cutting-1Document10 pagesResearch On Quality Improvement of The Cross Section Cut by Abrasive Water Jet Based On Secondary Cutting-1Dinesh RaamNo ratings yet
- Investigations On Feasibility of Low-Frequency Vibration-Assisted TurningDocument14 pagesInvestigations On Feasibility of Low-Frequency Vibration-Assisted TurningEmpresaSTINo ratings yet
- Modelling and Optimization of The Surface Roughness in The Dry Turning of The Cold Rolled Alloyed Steel Using Regression AnalysisDocument8 pagesModelling and Optimization of The Surface Roughness in The Dry Turning of The Cold Rolled Alloyed Steel Using Regression Analysisமு அஜய்குமார்No ratings yet
- An Investigation of Laser-Assisted Machining of Al O Ceramics PlaningDocument10 pagesAn Investigation of Laser-Assisted Machining of Al O Ceramics PlaningMarcionilo Neri da Silva JúniorNo ratings yet
- 1 s2.0 S1526612521006551 MainDocument10 pages1 s2.0 S1526612521006551 MainIyan MehmoodNo ratings yet
- Analytical Modelling and Experimental Validation of Micro-Ball-EndDocument15 pagesAnalytical Modelling and Experimental Validation of Micro-Ball-EndChoy Hau YanNo ratings yet
- What Bolt Is ThatDocument2 pagesWhat Bolt Is ThatAkash KazamaNo ratings yet
- Sidecutters Manufactured by HensleyDocument8 pagesSidecutters Manufactured by Hensleyfernandoj100% (1)
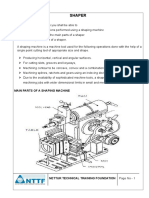
- ShapingDocument25 pagesShapingvinayakNo ratings yet
- Lavallee & Ide - CatalogDocument36 pagesLavallee & Ide - CatalogCorey.DeGrandchamp6079No ratings yet
- Stainless Steel Surface FinishesDocument5 pagesStainless Steel Surface FinishesOlgalycosNo ratings yet
- ExtrusionDocument15 pagesExtrusionSaad Ur RehmanNo ratings yet
- ER Spring Collet Chuck System: Mounting Instructions For ER Collets DIN 6499-A and DIN 6499-BDocument10 pagesER Spring Collet Chuck System: Mounting Instructions For ER Collets DIN 6499-A and DIN 6499-BdavicocasteNo ratings yet
- FW - 1 2 3uDocument16 pagesFW - 1 2 3uRonaldo BrilleNo ratings yet
- W A U K E S H A: 102 FORM 6315 First EditionDocument2 pagesW A U K E S H A: 102 FORM 6315 First EditionMOHANNo ratings yet
- W.G.rathmann ClampsDocument2 pagesW.G.rathmann ClampsjbertralNo ratings yet
- L807268EDocument1 pageL807268EsjsshipNo ratings yet
- SEMA MH Hook Block Assly. Sheet 1 3Document1 pageSEMA MH Hook Block Assly. Sheet 1 3Ade Y SaputraNo ratings yet
- Indexing HeadDocument3 pagesIndexing HeadAnwar ArifNo ratings yet
- Report Machining Report 2 DJJ10022 Dis 2020Document13 pagesReport Machining Report 2 DJJ10022 Dis 2020JxyaNo ratings yet
- Bull Dog Clamp - SpecificationDocument2 pagesBull Dog Clamp - SpecificationsanjoyNo ratings yet
- 440C DS CarpenterDocument5 pages440C DS CarpenterdaymonNo ratings yet
- Ats Ml-580 ManualDocument118 pagesAts Ml-580 Manualshawntsung0% (1)
- Welding Course 1Document79 pagesWelding Course 1Orueta ClaudioNo ratings yet
- Presentation Topic:: Soldering and BrazingDocument27 pagesPresentation Topic:: Soldering and BrazingSarath ChandraNo ratings yet
- Welded ConnectionsDocument26 pagesWelded ConnectionsTusharRanjan50% (2)
- Welding HandbookDocument729 pagesWelding HandbookIvan Dario BenitezNo ratings yet
- Superglaze Aluminum Mig Welding GuideDocument28 pagesSuperglaze Aluminum Mig Welding Guidetastaman123No ratings yet
- Indroduction To CarpentryDocument9 pagesIndroduction To CarpentryArun Pravin APNo ratings yet
- Mechanical Polytechnic Project TitlesDocument7 pagesMechanical Polytechnic Project Titlesகருத்த பாண்டிNo ratings yet
- PV GTN-4Document1 pagePV GTN-4Senthil KumarNo ratings yet
- Sintercast Vs HardfacingDocument21 pagesSintercast Vs Hardfacinganrulo75% (4)
- Agru Preturi 2013Document54 pagesAgru Preturi 2013ballagabi100% (1)
- Guide To Small Tools: Section OrganizationDocument48 pagesGuide To Small Tools: Section OrganizationKasia MazurNo ratings yet
- CNC Milling G+M Code ListDocument4 pagesCNC Milling G+M Code ListSilvia_282008roNo ratings yet