Professional Documents
Culture Documents
Sect 10
Sect 10
Uploaded by
Anouckolympic mouloungui mamboundouOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Sect 10
Sect 10
Uploaded by
Anouckolympic mouloungui mamboundouCopyright:
Available Formats
10K PRESSURE CONTROL SCHOOL
SECTION 10 - USING THE CASED HOLE PRESSURE
EQUIPMENT
10.1 PRE-JOB
Pre-job planning is an essential element of any successful operation.
No pressure job can be considered routine and Murphy's Law* will always apply.
When receiving a call from a client, the supervisor in charge needs to know
certain basic information:
• Type of wireline services to be performed
• Well depth and deviation profile
• Type of wellhead connection, size and pressure rating.
• Maximum expected wellhead pressure.
• Is H2S present? What is the concentration? Other hazardous gases or well
chemicals may also require the use of specialised equipment.
• Size of tubing/casing in hole and minimum ID.
• Type of fluid in hole, e.g. gas, oil, diesel or water.
Using this information the supervisor can select the correct type of WHE.
• Never exceed the rated working pressure of the equipment. Always use H2S
proof equipment if H2S is present
• Double check that the cable length, temperature rating and H2S resistance
are suitable for the job
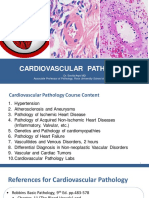
• Check the auxiliary equipment. Make sure there are enough weights
available to overcome the pressure. Calculate the theoretical weight needed
for the pressure (Figure 10.1) and add 20%. The theoretical weight is the
weight to just balance the upthrust on the cable due to well pressure. Extra
weight is needed to overcome friction effects and to ensure the tool will
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 1
10K PRESSURE CONTROL SCHOOL
descend easily. Note that if you are operating in a producing well, there will
be an additional up-thrust due to frictional effects of the well fluid on the
wireline. The up-force can be quite large and extra weights are required to
balance it. Refer to service company operating instructions to estimate the
amount
• Double check the correct wellhead adapters are available
• Check that there are sufficient lubricators to cover the tool. Calculate the
total length of the tool string including weights, centralisers, adapters, head,
etc and add 3 feet. This will be minimum length of riser to be used
• Ensure the correct number and type of Wireline Valves are available for the
job
• Check that Pressure Control Equipment string ID is adequate for the tool
string to be run in the well. Take into account swelling of guns after firing
• Check that the Wireline Valve inner seal is the correct size for the wireline
OD or use Elmar Multiline Seals
• Check that the grease supply system has a correctly rated pump and
sufficient grease of a suitable type for the job. Take into account variations
of ambient temperature during the job. Allow for repeated or unforecasted
runs
• Ensure that you have a glycol injection pump and glycol if you are dealing
with H.P. gas
• Check that the stuffing box has the correct wireline-size components
• Make sure there are enough flow tubes in the GIH and enough hi-pressure
grease hoses are available
• Check all valves and fittings are complete
• Check that there is an adequate number of hydraulic hoses and pumps
• Check an adequate supply of spare parts and hand tools are available to
repair equipment damaged during transport/rig up, etc and to provide items
which may be needed in case problems occur or in case there is a change in
well conditions.
The supervisor in charge that may be new to WHE operations should make
careful checks that the equipment is complete. Too many engineers have
*
Murphy's Law - If anything can possibly go wrong, it will - at the worst possible moment.
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 2
10K PRESSURE CONTROL SCHOOL
arrived at the wellsite with insufficient risers or grease hose or with the wrong
wellhead adapter. Most experienced production engineers have developed a
"ready box" system to ensure equipment is not forgotten. This may take many
forms. For example, a land operation may have a special truck assigned to
production operations. Equipment is assigned to tool bays and the hardware is
permanently mounted on top. Offshore operations utilise specially designed
skids for transporting the equipment and spare parts. The experienced
supervisor can quickly glance at the ready boxes and skids and ensure all the
equipment is correct for the job and ready to go. Much pre-planning is involved
in the design of a ready box/skid system but it will save time and possible
disaster jobs in the future.
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 3
10K PRESSURE CONTROL SCHOOL
Figure 10-1
10,000
I
PS
00
9,000
/10
I
PS
BS
00
6L
10
S/
27.
E
8,000
I
PS
LB
E-
00
7.6
10
BL
S/
- 3
L
CA
LB
WELLHEAD PRESSURE IN PSI
E
7,000
1
B
IA.
9.
CA
-4
P
8) D
I
PS
.
LE
IA
00
(.18
AB
)D
6,000 10
S/
.C
19
LB
6"
IA
(.2
M
6.7
3/1
)D
-7
2"
50
E I
7/3
5,000 BL PS
(.2
A 0 00
A
C /1
4"
A. BS
1/
) DI 0 .4L
3 11 I
4,000 .31 E- 00
PS
"( BL
X
6 A S /10
5/1 .C
150
LB
DIA E- I
7 5) BL 0 PS
(.3 CA /100
E
3,000 " A . B S
3/8 I 3L
8) D - 17
6" (.43 C A BLE PSI
.
7 /1 DIA /1000
" ( .469) - 2 4 9 LBS
2 ABLE
2,000 15/3 IA. C
" ( .563) D
9/16
1,000
0 100 200 300 400 500 600
TOOL WEIGHT (IN LBS) REQUIRED TO COUNTER BALANCE
WELLHEAD PRESSURE
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 4
10K PRESSURE CONTROL SCHOOL
10.2 RIG UP PROCEDURES
Providing enough forethought has been put into the pre-job planning, the
supervisor and crew will arrive at the wellsite secure in the knowledge that most
contingencies have been adequately covered and that the equipment is clean,
serviced and in first class operating condition.
The most critical portion of the operation is the rig up. The supervisor should
carefully supervise his crew to ensure wellhead equipment make up and system
testing are carried out safely and efficiently. The wellsite should be inspected for
possible safety hazards and escape routes planned if necessary. A spot safety
meeting should be held with the crew and client.
Before removing the well cap some preparation work needs to be carried out first.
The following procedure applies mainly to braided line pressure jobs on a drilling
rig or a permanent derrick with a raised drill floor.
Variations to this procedure are needed for slickline jobs, and for jobs on a
workover hoist or rigless job with a Mast or Crane Truck
• Function and pressure test BOPs (working pressure only) (Figure 10-2)
• Function test tool traps, tool catchers, stuffing box and line wiper
• Function test control module
• Spool out wireline into a figure of eight in front of the winch and cut a neat
end to allow easy feeding through GIH. Pass the wireline through the
sheave wheels if required as some wheels frame are solid
• Clean wireline with a diesel soaked rag to remove any dirt and feed through
line wiper and stuffing box (it might be necessary to remove the inners from
the stuffing box to allow the wireline to pass through), then through the
correct number of flow tubes, ball valve and tool catcher
• Once the wireline has been fed through the GIH you need to make a rope
socket and attach the cable head with the correct weak point
• Connect two lengths of lubricator together and feed the cable head with a
weight bar into them
• Connect the GIH to the two lengths of lubricators taking care not to damage
the wireline and pull the head up into the catcher
• Fit a set of dolly wheels to the bottom of the lubricator to aid in the rig up. If
no dolly available then use a thread protector as a safety barrier to prevent
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 5
10K PRESSURE CONTROL SCHOOL
the weight falling out the end as you lift the lubricator. Fit the lubricator lifting
clamp to the top of the uppermost riser
• The next stage of the operation is on the rig floor or at the wellhead. Position
the control module where you have easy access to the panel and with the
hose reels facing the well you are about to rig up on. Choose a position
upwind from the wellhead whenever possible.
• Move all the WHE you require for the job to the rig floor by crane and
position it where a catline can be attached to rig it up.
• The wellhead preparation is critical. Remember the wellhead belongs to the
client. High pressure wellheads are expensive and the wrong sequence of
valve operations can cause loss of well control and damage the valves
beyond repair. If possible, the client should be encouraged to operate his
own wellhead control valves, or provide information on the preferred valve he
wants closed. However, we should know the correct operating procedures.
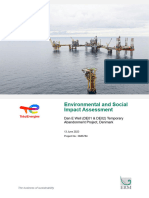
o Close the Master Valve or the uppermost master valve if two valves
are installed (Figure 10-3). Count the number of turns needed. Do not
touch the lower master valve.
A high pressure wellhead showing various valves Figure 10-3
IIIII IIIII
II I I I I I
II I
I I
I I I I
II
I
II
I
I
II
I I
IIIIII IIII
I
I IIIII IIIII
I I
I I I I
I
I I I
I I
I
I I
II I
II
I
I
II
II
II I
Gauge Valve
Top Connection
Swab Valve
Choke Choke
Wing Valve Wing Valve
(Flowline Valve) (Flowline Valve)
Master Valve
Tubing Head Adapter
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 6
10K PRESSURE CONTROL SCHOOL
o Close both the innermost wing valves. (Note points 1 and 2 may not
apply if you operate on a flowing well. Additional precautions are
necessary in this case).
o Close the swab valve. Count and record the number of turns needed
for full closure.
o If a gauge is mounted on the wellhead, ensure the valve reads zero
pressure, close the gauge valve, remove the gauge and open the
gauge valve to bleed off residual pressure.
Caution: If the gauge still reads pressure after the tree valves are closed,
stop. The company man needs to be informed.
o Remove wellhead cap. Beware of trapped pressure.
o Attach the wellhead adapter. Threads should be clean and coated
with pipe dope. Flanges should be clean and lightly oiled. Hammer
flange bolts up tight. To obtain the full pressure rating from API
threaded joints, they should be tightened correctly. The API
specifications for clean, lubricated threads, state that the connection
should be made up hand tight and then 'X' more turns where 'X' is
shown below.
Type of Pipe X Turns
4-1/2" - 7" API 8 round casing 3
7-5/8" - 20" API 8 round casing 3-1/2
All API round form tubing 2
1/8" - 2" API line pipe (V-thread) 3
2-1/2" - 20" API line pipe (V-thread) 2
This chart does not apply when Teflon tape is used. Feeling the hand
tight position is difficult. A joint not made up enough will leak and the
threads can jump out when pressure is applied. Making the joints up
tight requires considerable torque especially on larger threads.
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 7
10K PRESSURE CONTROL SCHOOL
Pre-Job function and pressure testing Figure 10-2
I II I I I I I I I
II I II I I I I II
II I I I
II
I I
I
I II I I I I I I I I
I
I
III
I
I I
I I
II I I I I I I I I
I II
I I I II I
II
I
II
I
I
I
I
II I
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 8
10K PRESSURE CONTROL SCHOOL
• Place the BOPs on the adapter after checking that the rams can be opened
and closed. If necessary and the rig-up height allows it, use risers as
spacers, so that the BOP is at easy reach on the rig floor (Figure 10-4)
• Making up lubricators (risers) - depending on the quantity of risers required it
might not be advisable to pick up the whole string in one go. In this case
three or four risers can be connected together, picked up and placed in the
mouse hole (if available) ready to be connected to the GIH vertically.
Alternatively, make them up one at a time
• Lift the GIH with the head and weight inside the lubricator to the drill floor
using a crane. Be careful that the wireline is not damaged. Connect a
catline to the GIH lifting clamp and slowly pick-up on the catlines air hoist as
you lower the crane down and let the GIH sit in the 'V' door. Rest the bottom
of he lubricator attached to the GIH at the bottom of the 'V' door. All the
weight of the GIH should now be on the catline. Remove the crane (Figure
10-5).
• Connect all the hydraulic and grease hoses to the GIH. Warning: Take care
that the correct hoses are being attached at the correct places. Fix two
ropes on to the bottom of the GIH to assist rig up
• Loop wireline on to upper sheave wheel and raise the sheave up to the
necessary height you need for the operation. The upper sheave is usually
held in the elevators of a drilling derrick or fixed to a rated pad eye at the top
of a wireline mast. If using a mast, connect top sheave with the wireline over
it to the pad eye before raising the mast. This saves a lot of trouble trying to
put it up once the mast is raised. Remember that the top sheave can be left
hanging from the utility winch hook only if the utility line is rated twice the
maximum breaking strength of the wireline. Notice some Mast Trucks have a
Sheave Lock system. This allows using one of the utility winches to be used
to lift the sheave and lock it in place after the mast has been rigged-up.
• Pick up the GIH and stab it on to the lubricators in the mouse hole. Make up
the quick connect union. (Quick connect unions only need to be made up
hand tight)
• Pick up the whole GIH and lubricator and lift up to a height just above the
BOPs. Take care not to bend severely the lubricators, use ropes to assist
• Fix the lower sheave tie down chain and tension device to the appropriate tie
down point. Loop the wireline over the sheave
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 9
10K PRESSURE CONTROL SCHOOL
• Pick up the excess slack in the wireline using the winch. Take care not to
pull the weak point. Leave a small amount of slack in the wireline and hold it
down while the tool catcher is released
• Once the head and weight is released from the catcher, lower them down to
a height at which you can connect the wireline tools. Depending on the set
up of the rig you are working with, it might be easier to make up the tools in
the well you are about to enter. This depends on the distance between your
BOPs and the swab valve
• Now that the tools are all made up you are ready to lower down your
lubricator and make up the quick union. Always ensure there is sufficient
distance between the head and the tool catcher to allow this operation,
otherwise a cablehead pullout may occur
• After connection, lubricators should be straight and vertical, otherwise the
pressure rating of the equipment may need to be down rated
• For safety reasons, the grease return hoses must be fixed with a needle
valve and a high pressure tee, then securely chained down to a fixed
structure. This prevents the hose from "whipping" due to well fluids escaping
if the grease seal is lost
• It is now best to pull the downhole tool into the catcher before pressure
testing. This prevents the tool from being pushed-up during pressure testing,
and eliminates the chance of the wireline being kinked
• You are now ready to pressure test.
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 10
10K PRESSURE CONTROL SCHOOL
Rig-up stage 1 Figure 10-4
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 11
10K PRESSURE CONTROL SCHOOL
Rig-up stage 2
Figure 10-5
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 12
10K PRESSURE CONTROL SCHOOL
10.3 PRESSURE TEST PRIOR TO RUN IN HOLE
To carry out the pressure test, fill the assembled WHE with the appropriate test
liquid, e.g. Glycol/water mix, making sure all air is bled from the system. After
water/fluid appears at the top of the greasehead, the pressure test can then
commence. It is recommended to conduct the test with the stuffing box closed
and no grease in the flow tubes so that the grease return line and needle valve
and the check valve on the grease injection line are tested. The test should be
held for a minimum of 3 minutes, bled off then pressure up for another 15
minutes.
It is advisable to also check that the grease injection system is fully operational,
i.e. there are no leaks or blockages in the injection line and that the one way
check valve will pass grease. This can be checked at the end of the test by
pumping grease into the flow tubes, opening the return line valve and the stuffing
box and observing that there is no loss in test pressure on the WHE.
The pressure test proves that the equipment is capable of withstanding the
anticipated pressures. If leaks occur the pressure must be bled off, fault rectified
and equipment retested.
Whenever WHE equipment is used at the wellsite for pressure control operation,
it shall be pressure tested after it has been rigged up on the wellhead, before
opening the well for the first trip. On long duration project work, equipment
should normally be tested once per 24-hour period or to an agreed schedule.
For pressure build-up work longer than 24 hours, test the equipment whenever
the cable head is returned to surface
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 13
10K PRESSURE CONTROL SCHOOL
10.4 BASIC WELLSITE PRESSURE TEST RULES
• All components of the WHE equipment used shall have a WP and TP rating.
The overall WP rating of the assembled equipment shall be equal to the rating
of the weakest component. All components used shall have a validated level 1
service, including a hydrostatic body test to test pressure TP. Equipment
lacking a current test record shall not be used
• The wellsite working pressure rating or MAWP (Maximum Allowable Working
Pressure) shall be equal to the wellsite test pressure. The wellsite test
pressure shall never exceed the equipment WP rating, or the client wellhead
WP rating, whichever is lower
• Wellsite test pressure shall be 1.2 times the expected maximum shut-in
wellhead pressure. If the client does not want his wellhead subject to this
pressure, the test pressure shall be equal to the maximum wellhead pressure
or the maximum specified by the client whichever is greater. If no wellhead
pressure is expected the equipment shall be tested at 25% of its WP rating
• WHE equipment shall never be pressurised with high-volume pumps such as
mud pumps or other piston pumps, due to the risk of over-pressuring the
system in one pump cycle. Dedicated low-volume/high-pressure test pumps
and equipment should be used to introduce the test pressure after the
equipment has been filled-up with high-volume pumps while allowing all air to
escape
• When pressure testing, low pressure lines shall be kept open ended to
prevent over-pressuring of the low pressure lines in case of a leak
• Pressure testing shall be carried out with a non-volatile, non-compressible
liquid such as ethylene glycol or water. Use of flammable liquid or gas, or of
well fluid is forbidden. Testing with diesel for example is not allowed due to
the risk of explosion (Diesel engine effect)
• The occurrence of a wellsite pressure test and the wellsite pressure test value
shall be noted on the service report. It is recommended to use a pressure
recorder (chart or film) during wellsite pressure testing
• Adequate warning signs should be displayed and all unnecessary personnel
cleared from the vicinity of the test.
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 14
10K PRESSURE CONTROL SCHOOL
Special pump units are available for pressure testing, such as the Elmar testing
skid (Figure 10-6). This L-696700 pressure test unit is designed to test WHE in
the shop and eventually on the wellsite. It measures 0.95 m x 0.85 m x 1.45 m
and is mounted on wheels.
It includes:
• 1 water pump high volume low pressure
• 1 water pump low volume high pressure (20,000 psi)
• 1 chart recorder
• 1 hydraulic hand pump for opening and closing BOP, etc
• 12 gallon oil tank
• 20,000 psi pressure gauge.
Note that both pumps are water pumps. Hence no grease is pumped and the
test should not cause any mess. All that is required is a water (or water/glycol
mixture) and air supply.
Elmar testing unit designed to test WHE in the shop and on the wellsite
Figure 10-6
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 15
10K PRESSURE CONTROL SCHOOL
Many supervisors prefer to conduct the pressure test with just weights and a
bottom nose in the riser (note that tool thread protectors are not pressure rated),
just in case something goes wrong. However, standard procedure requires the
complete tool assembly in the riser for the test, since a joint will have to be
broken after the test in order to connect the tool and this joint should then be
pressure tested again before the job can proceed.
The use of a Quick Test Sub or of a Wireline Safety Valve allows pressure-
testing the broken connection only, avoiding to pressure-up again the whole
lubricator string.
A risk assessment should be performed to weigh up the possible consequences
of each course of action. Any deviations from standard procedure should be
written down and agreed with the customer.
10.5 PROCEDURES FOR PRESSURE TESTING WITH A LOADED GUN IN THE
RISER WITHOUT QUICK TEST SUB OR WIRELINE SAFETY VALVE
• First pressure test the wellhead equipment to the requested wellsite pressure
test value with a dummy gun or no gun
• Bleed off pressure, break off riser and rig up gun
• Make up and pressure test riser with armed gun to wellsite pressure test
value, or to 80% of the gun rating, which ever is lower
• Equalise pressure across wellhead, open master valve and swab valve and
proceed with operations.
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 16
10K PRESSURE CONTROL SCHOOL
10.6 RUNNING THE JOB
Only after the wellsite hydrostatic test has proven that the equipment is pressure
tight can the well be opened. The process that began with the initial client
request can now be brought to fruition. It only remains to lower the tool string
into the well, perform the service and retrieve the tool. However, problems
caused by human error failures abound, so it is worthwhile reiterating some
operating points.
a) Safety
Pressure jobs are inherently dangerous. As far as possible, pressure jobs
should only be conducted during daylight hours. If the client insists upon
night-time operations, the supervisor should satisfy himself that adequate
lighting is available so that small leaks can be detected early and escape
routes are clearly visible in case of catastrophic failures. Ensure that all
hoses for the BOP, Tool Trap, Tool Catcher, Stuffing Box and Line Wiper
are connected, and that the control module is easily accessible and clearly
visible.
b) Running in Hole
At the conclusion of the pressure test, the pressure in the risers is bled
down, equalised to that of wellhead pressure and the grease injection
pressure at the GIH set to 20% above well pressure. The pump will pump
extremely slowly when the wireline is stationary. The pump will stroke
quickly if the grease hoses and grease tubes are not filled with grease. If
there is zero pressure on the well the grease pump should be set to
minimum pump pressure. Grease must always be injected to lubricate the
wireline and reduce wear on the flow tubes.
Lower the cable head a few inches before opening the master valve. This
will prevent the tool sticking against the bottom of the GIH adapter or ball
valve (or accidentally being caught by the tool catcher). Newer GIH
adapters are supplied with an eccentered groove to prevent differential
sticking of the fishing head.
The master valve should be opened slowly. Count the turns needed to fully
open the valve. Hang a sign on the valve indicating that wireline operations
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 17
10K PRESSURE CONTROL SCHOOL
are in progress and the number of turns needed to open the valve. If more
than one master valve is closed, then open the lower-most valves first.
Note: The tool trap should remain CLOSED (ready-to-catch) until the tool is
ready to be run in the hole. Run in hole slowly until the tool is below the
Christmas tree valves or other obstructions. Cable movement may be very
slow for the first few hundred feet depending on well pressure and the
number of weights used. If possible use large tungsten weights to
maximise the total weight of the tool assembly and to minimise its length
(and hence that of the risers). Try not to allow slack wireline to come in
contact with the ground. Clean the wireline with a diesel saturated rag to
remove dirt, sand, etc. If the monocable has not been used for a long time
it may be necessary to clean the wireline on the top layer of the drum before
running in the hole. Double check that the line wiper and stuffing box have
not been activated.
Maintain positive depth control. This cannot be emphasised enough. Put
extra magnetic marks on the cable when the tool is 100 ft or so below the
BOP. Note the depth at which the cable leaves the drum at the end of each
layer (i.e. at each flange, see Figure 10-7). Note also the position of the last
turn of the cable on the drum before running in the hole. This will ensure
accurate depth control on the way out of the well even if the cable has no
magnetic marks (H2S proof multiphase cable cannot be marked) or if the
marks have been erased due to a magnetised tubing string.
Be extremely careful of any restrictions in the hole especially if the well is
flowing. Fluid velocities can be extremely high as the tool passes through a
nipple. Make sure the winchman has a good well sketch with depths noted
(Figure 10-8). Check CCL's are appearing when expected - roughly every
30 feet in tubing and every 40 feet in casing.
Cable depth diagram Figure 10-7
Measure Distances A & B
A
B 613'
1363' 2104'
2834' 3551'
4262' 4965'
5663' 6357'
Tubing Shoe
TD
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 18
10K PRESSURE CONTROL SCHOOL
Typical well sketch
Figure 10-8
Seabed DHSV
Liner Hanger
Deviation 50˚
Packer
Restriction
(eg nipple)
Tubing Shoe
Perforations
TD
10.7 OPERATIONS
Once you are down hole the main problem becomes sticking your tool in the
nipples/restrictions, or in the sump at TD, or pulling back into the tubing shoe too
quickly. If you have been depth correlating all the way into the hole there should
be no surprises. Outline to the winch driver these two boundary points, allow a
good safety margin (if possible), check your pull-on-line-safety and remind
everybody to watch the tension device.
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 19
10K PRESSURE CONTROL SCHOOL
CASED HOLE
"Safe Winch Driving With Small Cables"
WELL SKETCH DRUM
(MARK YOUR START POSITION
OF CABLE)
A
Liner Measure
Hanger = Distance
Top of
Flange to
Packer = First Wrap
A = _____
Packer =
Restriction =
(eg Nipple)
Tubing
Shoe =
Bell at ____
COMING OUT SHOT DEPTHS
STOP
1.
2.
3.
4.
AT 200FT 5.
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 20
10K PRESSURE CONTROL SCHOOL
Tool jammed in tubing due to fluid velocity - cannot break weak point
Figure 10-9
Cable
Packer
Nipple
Tubing
Casing
Wireline Entry
Guide
Fluid Flow
Wireline Tool
On injector wells if you do pull into the tubing you have a large piston effect trying
to break your weak point. On producers, the tool can be rammed past the cable,
wedging the tool and cable in the tubing and you cannot break the weak point
because the cable becomes wrapped around the tool (Figure 10-9). Charts are
available to calculate these effects for high flowrate wells.
If possible, shut in the well before pulling back into the tubing. Customers are
often reluctant to shut in the wells. If this is a problem, ask them at the very least
if they could choke back production. Make sure the right valve is closed, if it is
your responsibility, supervise it yourself.
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 21
10K PRESSURE CONTROL SCHOOL
Damaged cable
Figure 10-10
Knotted Cable Birdcage Broken Armour
Wire
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 22
10K PRESSURE CONTROL SCHOOL
Debris in well
Figure 10-11
Debris and scale in a cased well is quite common. Milling, cementing, perforating and
drilling can all cause debris. Sand entering from the perforations can also cause a tool
to stick.
Tool Wedged by Debris Tool Stuck by Sandfill
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 23
10K PRESSURE CONTROL SCHOOL
10.8 PULLING OUT OF HOLE
When pulling out of hole the wireline speed is limited by the volume of grease
that the pump can output and the clearance between wireline and flowtubes.
Beware of loosing grease seal due to cable speed.
After performing the service conditions can change. Guns swell after being fired,
calliper and flowmeter arms bend or break, so plan on the unexpected. Devote
all your attention and keep the speed down when pulling back into the shoe and
through any restrictions in the tubing. Keep the cable speed very low near
surface and watch your tension and your CCL response. Make sure the tool trap
is closed and tool catcher ready-to-catch. If you do get stuck, you need to be
able to determine exactly where and what part of the tool is hanging up. Do not
immediately pull to the full safe limit because you could wedge the tool or wireline
much harder into the flow tubes. Stop, drop down and try again. If you see slack
immediately when running in hole, you are probably hanging the wireline in the
flow tubes. The pull on line safety is set close to the normal logging tension and
this should be adjusted all the way out of the hole. If you have been logging in a
producing well, shut off production when pulling out, otherwise the wireline can
be sucked into the wing valve by the fluid flow.
Coming out of the hole new problems arise (Figure 10-10 and 10-11):
• Bad spooling
• Wireline stranding
• Spooler depth slipping.
Wireline stranding is the subtlest, but has dire results if not detected. You and
your operator need to be watching the tension device for any irregular movement
or unexplained shift.
Each time the tension differential is manually adjusted inform each other of the
shift. If a cable armour wire does strand, the differential tension will start shaking
and very slowly build up. Accurate tension devices are a must.
Spooler depth slipping should be easy to detect with the magnetic marks. If the
bell is not constant you know something is wrong. As you get near the surface
you check your cable diagram to be sure that everything is correct. The cable
diagram also helps if you have had to change depth because of a workover rig or
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 24
10K PRESSURE CONTROL SCHOOL
Mast truck having a different depth reference from the tie-in logs. Make sure your
winch driver spooled the cable carefully to prevent cable stranding and insulation
failures in the future.
When 200 ft from surface the supervisor takes the winch. A rope is thrown over
the cable, the lower sheave held down, the POL (pull-on-line) safety checked and
if perforating, everything else shut off. Proceed carefully but confidently to pull
out. The operator holding the rope is the one to watch (see Figure 10-12).
If you are pulling out at 1,800 ft/hr (30 ft/min) and your rope operator has given
15 ft of slack to the wireline, you have a full 30 secs to react. In this same
situation if you push down on the lower sheave with only 2 ft of slack there is only
4 seconds reaction time.
Be careful! It is possible to break a weak point by pushing on the wireline. If
your tool is stuck somewhere close to surface, there is very little stretch in the
wireline. With both ends of the wireline fixed and a couple of operators pushing
down very hard on the middle of the wireline, the weak point will break.
When the tool reaches the stuffing box, the rope induced slack starts to
straighten out. BEWARE! This also occurs if the tool gets stuck in the
Christmas tree.
The next step is to set the tool down on the closed tool trap. This confirms that
you are in the riser. If the tool and wireline will not go down or if they do not stop,
something has gone wrong.
With a manual tool trap or external indicator trap, you can see the handle of the
tool trap move when the tool enters the riser. One operator should be holding
the handle. He should signal when the head enters the riser and when the
bottom of the tool clears the tool trap.
If you have pulled into the tool catcher, run some slack, once you are positive
that the tool is in the riser, you can have the SWAB valve closed slowly. Count
the number of turns and, if any resistance is felt before the valve has completely
closed, stop and recheck that your tool is in the riser. If it takes 16 turns to
normally close, and if the valve stops after 10 or 11 turns, the tool or wireline may
be across the valve. The wireline is easily damaged. Open the valve at the first
sign of resistance. Only close the master valve after the swab valve is closed.
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 25
10K PRESSURE CONTROL SCHOOL
Once the master valve is closed the pressure can be bled off. The quickest way
to bleed-off is through a wing flowline, whenever possible. If this is not possible
bleed off through the lower BOP manifold. Ideally the bleed off valve should be
connected via a high pressure grease hose to the client or well testing company
flowline. If this is not possible the hose should drain off fluids downwind and be
securely fastened to a fixed structure. As soon as the pressure is bled off the
grease pump can be switched off and the pressure gauges and manifolds
removed to prevent damage during rig down.
When bleeding off high pressure gas, crack the manifold valve slowly to avoid
freezing the valve or the whole high pressure drain hose. You might have to drain
the lubricator in stages by closing a valve at the end of the drain, filling the hose
with gas, closing the manifold valve, emptying the hose.....etc.
At the end of the drain hose connect a ‘T’ junction to balance out the side-way
reaction of the high pressure fluid being drained.
Remember that, after bleeding off the pressure, it is highly likely that there will
still be fluid in the riser since the grease seal in the GIH will not allow air into the
system. Be careful when the risers are lifted. Fluid will pour out once the risers
are disconnected. The tool can be lifted off the tool trap and cleaned and
disassembled.
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 26
10K PRESSURE CONTROL SCHOOL
10.9 RIG DOWN
Caution
Remember to take care when rigging down, the job is not over until all the WHE
is packed away and you have tidied up. Do not take short cuts. Take your time
and remember that WHE is heavy and awkward to handle. Ensure all pressure is
bled off before you start.
Rig down procedures are the reverse of the rig up procedures. Remember to
give slack to the wireline when rigging down the lubricators so that the GIH does
not end up resting on the head and breaking the weak point.
POH procedures
Figure 10-12
Operator 1 stands on
the tie down chain
Operator 2 holds down
the cable with a rope
Commercial Confidential Copyright © Elmar 2001, not to be copied without permission
July 2002 Revision: 2 Section 10 - Page 27
You might also like
- Accu Lube Instructions PDFDocument16 pagesAccu Lube Instructions PDFAnte LekoNo ratings yet
- Terman - WTI - MSRT150-WDocument9 pagesTerman - WTI - MSRT150-Waimiza100% (2)
- 161-174 Meters PDFDocument14 pages161-174 Meters PDFHendra GondrongNo ratings yet
- 4.06 Eh 10M Triple Combi BopDocument20 pages4.06 Eh 10M Triple Combi BopKerman BaezNo ratings yet
- BOP Quad 3.06 10KDocument33 pagesBOP Quad 3.06 10KWill CastellanosNo ratings yet
- Centrifugal PumpsDocument6 pagesCentrifugal PumpsjoasobralNo ratings yet
- Progressive Cavity Pump FlygtDocument8 pagesProgressive Cavity Pump FlygtSaswita SaktiNo ratings yet
- Safety Alert - Purity of N2 SupplyDocument7 pagesSafety Alert - Purity of N2 SupplysixejoNo ratings yet
- End Stops Series Brochure ENDocument20 pagesEnd Stops Series Brochure ENedark2009No ratings yet
- Brand: Floating and Trunnion Mounted Ball Valves Soft and Metal Seated ASME CLASS 15O 2500Document52 pagesBrand: Floating and Trunnion Mounted Ball Valves Soft and Metal Seated ASME CLASS 15O 2500krishNo ratings yet
- Texas Oil Tools: "EH34" 3.06" 10M Quad BOPDocument32 pagesTexas Oil Tools: "EH34" 3.06" 10M Quad BOPjose perozo100% (2)
- Tech 1440 ManDocument23 pagesTech 1440 ManRiski Kurniawan67% (3)
- MH BOE 2014 Paper 1 SolutionDocument15 pagesMH BOE 2014 Paper 1 SolutionPratima MondalNo ratings yet
- Hydrocyclone A Solution To Produced WaterDocument8 pagesHydrocyclone A Solution To Produced Waterzorro21072107No ratings yet
- FCS CatalogueDocument366 pagesFCS CatalogueMohamed AymanNo ratings yet
- KSBB-BS Breather Valve Data SheetDocument2 pagesKSBB-BS Breather Valve Data Sheetfathonix0% (1)
- Safety When Moving Bitumen Product Between Tanks: BulletinDocument2 pagesSafety When Moving Bitumen Product Between Tanks: BulletinJohn SmithNo ratings yet
- Aerzen High Vaccum Blower HVseries CatalogDocument12 pagesAerzen High Vaccum Blower HVseries CatalogСергей КолесниковNo ratings yet
- Iatmi 10-002Document5 pagesIatmi 10-002Renato SimanjuntakNo ratings yet
- Simplex Flexitube PDFDocument24 pagesSimplex Flexitube PDFKaushalKishoreNo ratings yet
- Petro Ebsray v40 BrochureDocument8 pagesPetro Ebsray v40 Brochurewally55bearNo ratings yet
- CPS 010Document33 pagesCPS 010João Paulo GalvãoNo ratings yet
- CO - Refilling Machine Model CM01Document6 pagesCO - Refilling Machine Model CM01OmarNo ratings yet
- 3.06 Quad BOP 10K EH PDFDocument28 pages3.06 Quad BOP 10K EH PDFOvRrj Ahmed50% (2)
- Nachi HydraulicDocument2 pagesNachi HydraulicDian PramadiNo ratings yet
- VLE-TL-LL - Idle PDFDocument5 pagesVLE-TL-LL - Idle PDFreza jangiNo ratings yet
- AHLSTAR End-Suction Single-Stage Centrifugal PumpsDocument24 pagesAHLSTAR End-Suction Single-Stage Centrifugal PumpsDoanh VoNo ratings yet
- Internship Report On Pressure VesselsDocument30 pagesInternship Report On Pressure VesselsVivek Rathor50% (2)
- Cu-Ni Pipes, Flanges & FittingsDocument67 pagesCu-Ni Pipes, Flanges & Fittingssdk1978No ratings yet
- Pump Simulation in Aspen PlusDocument47 pagesPump Simulation in Aspen Plusahmed elhamy mohamed100% (1)
- M60eh44 Man 001Document40 pagesM60eh44 Man 001Riski KurniawanNo ratings yet
- 2011 05 Russ BHDT For A Safe & Reliable Urea IndustryDocument17 pages2011 05 Russ BHDT For A Safe & Reliable Urea Industrytarjo_teaNo ratings yet
- Wireline NotesDocument46 pagesWireline NotesDavide Boreaneze100% (16)
- DPNT CatalogueDocument5 pagesDPNT CatalogueShofchatin MardiyahNo ratings yet
- Load Sensing Pressure Booster: 1 DescriptionDocument2 pagesLoad Sensing Pressure Booster: 1 DescriptionYazad DoctorrNo ratings yet
- Dichtheitspruefung - 300 S 9010595 enDocument7 pagesDichtheitspruefung - 300 S 9010595 enSam WildNo ratings yet
- PCC & Oil N Gas KSB PumpDocument12 pagesPCC & Oil N Gas KSB Pumpdodi hermansyahNo ratings yet
- Cambridge International General Certificate of Secondary EducationDocument12 pagesCambridge International General Certificate of Secondary Education...No ratings yet
- 4.06 EC 10M QUAD BOP Man PDFDocument23 pages4.06 EC 10M QUAD BOP Man PDFAlexander tulcanNo ratings yet
- Vertical Multistage Pumps 50HzDocument38 pagesVertical Multistage Pumps 50HzPrasanna Vl100% (1)
- Tech Manual: Tech-4.06 10K Ec Quad BopDocument23 pagesTech Manual: Tech-4.06 10K Ec Quad BopAlexander tulcan100% (1)
- Um Hs 6468 5 2023Document12 pagesUm Hs 6468 5 2023Oo KyawNo ratings yet
- M60es44 P449y Man 001Document23 pagesM60es44 P449y Man 001Riski Kurniawan100% (1)
- Heater ControlDocument24 pagesHeater Controlmohamedyoussef1No ratings yet
- Storage Tank Piping Stress Analysis As Per API 650 Using Caesar IIDocument4 pagesStorage Tank Piping Stress Analysis As Per API 650 Using Caesar IIaap183% (6)
- EN NM TD 50HzDocument72 pagesEN NM TD 50Hzlee marvin BilongNo ratings yet
- Axial and Mixed Flow Pumps For High Volume Water Handling: Grundfos KPL & KWMDocument12 pagesAxial and Mixed Flow Pumps For High Volume Water Handling: Grundfos KPL & KWMNorman IskandarNo ratings yet
- Wellhead Integrity Overview: Field Maintenance Wellhead SectionDocument13 pagesWellhead Integrity Overview: Field Maintenance Wellhead SectionShahid PakistaniNo ratings yet
- Orifice Flowmeter Straight RunDocument4 pagesOrifice Flowmeter Straight RunMuhammad ImranNo ratings yet
- PN IsoDocument5 pagesPN IsoBhoite Shrikant100% (1)
- A Polyhydron Group Company: DescriptionDocument2 pagesA Polyhydron Group Company: DescriptionRenjithSivaNo ratings yet
- VS1131Document2 pagesVS1131Stroia Constantin MariusNo ratings yet
- Steam Surface Condenser Frequently Asked & Typical QuestionsDocument2 pagesSteam Surface Condenser Frequently Asked & Typical QuestionsFaizan AhmedNo ratings yet
- Super S Installation ManualDocument16 pagesSuper S Installation Manualalaa1961No ratings yet
- 3.06 ES 10K DUAL BOP ManDocument15 pages3.06 ES 10K DUAL BOP ManRafael BolivarNo ratings yet
- Tech Manual: Tech-5.12 10K Eh Dual Combi InvDocument22 pagesTech Manual: Tech-5.12 10K Eh Dual Combi InvRiski KurniawanNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- BSI Standards Publication BSI Standards Publication: BS EN ISO 13850:2015Document32 pagesBSI Standards Publication BSI Standards Publication: BS EN ISO 13850:2015J MrNo ratings yet
- BS Iec 60300-3-5-2001 - (2020-08-31 - 04-34-43 PM)Document74 pagesBS Iec 60300-3-5-2001 - (2020-08-31 - 04-34-43 PM)daniela fabiola CisternasNo ratings yet
- Preparation of Inspection & Test Plans For Civil & Steelworks, Rev.0 Foster Wheeler Energy LTD Work Practice Construction OperationsDocument5 pagesPreparation of Inspection & Test Plans For Civil & Steelworks, Rev.0 Foster Wheeler Energy LTD Work Practice Construction Operationssateeshsingh100% (2)
- The Palace of Knossos, CreteDocument4 pagesThe Palace of Knossos, CretemiistuNo ratings yet
- Series M250: Head BushDocument2 pagesSeries M250: Head BushNicolas ZimmermannNo ratings yet
- Zone 3 REBOA EvaluationDocument7 pagesZone 3 REBOA EvaluationJean CotteNo ratings yet
- Subtalar JointDocument8 pagesSubtalar JointkotraeNo ratings yet
- What Is Tet Presentation Powerpoint Google Slides Us Ss 1633721038Document22 pagesWhat Is Tet Presentation Powerpoint Google Slides Us Ss 1633721038ngtramanh.vietaumyNo ratings yet
- IoT Based Smart Parking SystemDocument6 pagesIoT Based Smart Parking SystemPanait MihaiNo ratings yet
- Inquiry-Based Learning in Geography PDFDocument76 pagesInquiry-Based Learning in Geography PDFHương LyNo ratings yet
- ENVOY 500+: Clinical Chemistry SystemDocument4 pagesENVOY 500+: Clinical Chemistry SystemIvann PérezNo ratings yet
- BG2802 Heat Treatment and Mechanical Properties of SteelsDocument11 pagesBG2802 Heat Treatment and Mechanical Properties of SteelsVenus LimNo ratings yet
- Ville's ResearchDocument20 pagesVille's ResearchthedrdrownNo ratings yet
- 03 LTE Link BudgetDocument18 pages03 LTE Link BudgetMaulana Ihsan LubisNo ratings yet
- Proposal ClimteDocument70 pagesProposal ClimteDevi YantiNo ratings yet
- Path of HypertensionDocument52 pagesPath of HypertensionTom TsouNo ratings yet
- Basic Calculus Module Unit 1 PDFDocument52 pagesBasic Calculus Module Unit 1 PDFhelloNo ratings yet
- Full Download Signals and Systems Continuous and Discrete 4th Edition Ziemer Solutions ManualDocument36 pagesFull Download Signals and Systems Continuous and Discrete 4th Edition Ziemer Solutions Manualjacobwyisfox100% (33)
- Prediction of Kabaddi Playing AbilityDocument7 pagesPrediction of Kabaddi Playing AbilityIAEME PublicationNo ratings yet
- Schematic Drawing of PumpsDocument1 pageSchematic Drawing of PumpsrajappanNo ratings yet
- Mtu 300-1000kvaDocument3 pagesMtu 300-1000kvaivanNo ratings yet
- BVCCT-304 EchocardiographyDocument71 pagesBVCCT-304 EchocardiographyManisha khanNo ratings yet
- Section 700 Physical Properties of Cement SlurriesDocument68 pagesSection 700 Physical Properties of Cement SlurriesHunterNo ratings yet
- uPD-7800824A, 26A, 28A - NECDocument472 pagesuPD-7800824A, 26A, 28A - NECStevenNo ratings yet
- CANVAS ACTIVITY 1and2Document6 pagesCANVAS ACTIVITY 1and2Clarence PerezNo ratings yet
- Kediri KingdomDocument11 pagesKediri KingdomDinis ChoirunnikmahNo ratings yet
- Ilham Bahasa InggrisDocument12 pagesIlham Bahasa Inggrisilhamwicaksono835No ratings yet
- Environmental Impact Assessment - Dan e Temporary AbandonmentDocument238 pagesEnvironmental Impact Assessment - Dan e Temporary AbandonmentmelkamuNo ratings yet
- Service Manual Max 770Document111 pagesService Manual Max 770Felipe L-m86% (22)
- IS 8142 (1976) - Method of Test For Determining Setting Time of Concrete by Penetration ResistanceDocument13 pagesIS 8142 (1976) - Method of Test For Determining Setting Time of Concrete by Penetration ResistanceDevendra SinghNo ratings yet