You might also like
- Data Tables: Carbon Cycle: Lesson 1 Lesson 1: Step 1Document4 pagesData Tables: Carbon Cycle: Lesson 1 Lesson 1: Step 1myaNo ratings yet
- C40 Concrete Mix DesignDocument2 pagesC40 Concrete Mix DesignIsaiahogeda50% (2)
- Final Project Report On NanocelluloseDocument64 pagesFinal Project Report On Nanocellulosemkhanmajlis100% (1)
- 10 GAmageDocument8 pages10 GAmageAli SherNo ratings yet
- Ismailar, 1495-5225-1-RV (Nigeria Accecpted No 4)Document11 pagesIsmailar, 1495-5225-1-RV (Nigeria Accecpted No 4)حسام رسميNo ratings yet
- Mix Design and Research MethodologyDocument12 pagesMix Design and Research MethodologyB VAMSI KRISHNANo ratings yet
- KnO-100068 - Utilization of Cow-Dung in BrickmakingDocument7 pagesKnO-100068 - Utilization of Cow-Dung in BrickmakingMeliodas DonoNo ratings yet
- Utilization of Fly Ash and Lime To StabilizeDocument15 pagesUtilization of Fly Ash and Lime To StabilizeMaqsood AhmadNo ratings yet
- Effect of Curing Methods On The Properties ofDocument32 pagesEffect of Curing Methods On The Properties ofSravanthi MeharNo ratings yet
- 440 KG Cement ContentDocument1 page440 KG Cement ContentIsaiahogedaNo ratings yet
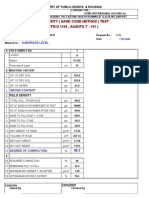
- Field Density (Sand Cone Method) Test (ASTM D 1556, AASHTO T - 191)Document5 pagesField Density (Sand Cone Method) Test (ASTM D 1556, AASHTO T - 191)m8877223No ratings yet
- Concrete Mix Design: Lab. Trial No. 4 Date: 21/6/2013 Concrete Class 2000 PsiDocument2 pagesConcrete Mix Design: Lab. Trial No. 4 Date: 21/6/2013 Concrete Class 2000 PsiazharNo ratings yet
- Drilling Fluid Drilling Fluid Drilling Fluid Drilling Fluid Contaminants ContaminantsDocument51 pagesDrilling Fluid Drilling Fluid Drilling Fluid Drilling Fluid Contaminants ContaminantsAmine BiroukNo ratings yet
- Useof Bagasse Ashas Partial Replacementof Cementin ConcreteDocument6 pagesUseof Bagasse Ashas Partial Replacementof Cementin ConcreteAravind kumarNo ratings yet
- Stabilization of Expansive Soil Using Bagasse Ash & LimeDocument6 pagesStabilization of Expansive Soil Using Bagasse Ash & LimeRajveer SaeNo ratings yet
- Fly Ash UtilisationDocument6 pagesFly Ash UtilisationRohan MehraNo ratings yet
- T1 SolutionDocument28 pagesT1 Solutionsathiyaseelann.sNo ratings yet
- International Journal of Chemtech Research: P Abhilash, C.Sashidhar, I.V.Ramana ReddyDocument8 pagesInternational Journal of Chemtech Research: P Abhilash, C.Sashidhar, I.V.Ramana Reddyknight1729No ratings yet
- Application of Fly Ash To Concrete Paving Block: Karasawa, A., Suda, S., Naito, H. and Fujiwara, HDocument9 pagesApplication of Fly Ash To Concrete Paving Block: Karasawa, A., Suda, S., Naito, H. and Fujiwara, HDarshan mNo ratings yet
- Concrete Mix Design: Structural Element VARIOUSDocument28 pagesConcrete Mix Design: Structural Element VARIOUSAlfred PatrickNo ratings yet
- Rilem SMSS 2019Document6 pagesRilem SMSS 2019Iva DespotovicNo ratings yet
- Recycling Coal Gangue As Raw Material For Portland Cement Production in Dry Rotary KilnDocument4 pagesRecycling Coal Gangue As Raw Material For Portland Cement Production in Dry Rotary Kilnghada ghoudiNo ratings yet
- Partial Replacement of Sand by Granite Powder in Concrete: Narmatha.M Vishali.G Noveena.SDocument5 pagesPartial Replacement of Sand by Granite Powder in Concrete: Narmatha.M Vishali.G Noveena.Sshivanand hippargaNo ratings yet
- Activity 6 Concrete Mix Design GROUP JDocument8 pagesActivity 6 Concrete Mix Design GROUP JChelze Chiefe VillarinNo ratings yet
- Fly Ash UtilizationDocument13 pagesFly Ash UtilizationRohan MehraNo ratings yet
- (IJETA-V8I6P3) :mehtab Alam, Hemant Kumar SainDocument7 pages(IJETA-V8I6P3) :mehtab Alam, Hemant Kumar SainIJETA - EighthSenseGroupNo ratings yet
- Mix Design by Imtisal Ahmad: Required DataDocument5 pagesMix Design by Imtisal Ahmad: Required DataAbdullahNo ratings yet
- Investigation To Improve The Sand Molding Formula of The Erg by Incorporating Local MaterialsDocument14 pagesInvestigation To Improve The Sand Molding Formula of The Erg by Incorporating Local MaterialsTJPRC PublicationsNo ratings yet
- Behaviour of A Sustainable Concrete in Acidic Environment: SustainabilityDocument13 pagesBehaviour of A Sustainable Concrete in Acidic Environment: Sustainabilitym_shahbaghiNo ratings yet
- MetsäBoard Prime FBB EB US en GBDocument1 pageMetsäBoard Prime FBB EB US en GBDepartamento Calidad, HSEQ y BPMNo ratings yet
- Elongation Test Bs. 812 Part (1) : Client: Ministry of Public Work and HousingDocument5 pagesElongation Test Bs. 812 Part (1) : Client: Ministry of Public Work and Housingm8877223No ratings yet
- Fly Ash Geopolymer Pervious Concrete: A Study of Durability Performance Under Cold-Climate ConditionsDocument7 pagesFly Ash Geopolymer Pervious Concrete: A Study of Durability Performance Under Cold-Climate ConditionsRosario CornejoNo ratings yet
- Eco-Concrete With Incorporation of Blast Furnace Slag As Natural AggregatesDocument7 pagesEco-Concrete With Incorporation of Blast Furnace Slag As Natural AggregatesJosé VictorNo ratings yet
- Investigation On Sustainable Concrete Using M-Sand and Rice Husk AshDocument4 pagesInvestigation On Sustainable Concrete Using M-Sand and Rice Husk AshjyothiNo ratings yet
- Ibraim Overview Influence of Pozzolanic Materials PDFDocument12 pagesIbraim Overview Influence of Pozzolanic Materials PDFrobertsj21No ratings yet
- Green Concrete: Using Industrial Waste of Marble Powder, Quarry Dust and Paper PulpDocument5 pagesGreen Concrete: Using Industrial Waste of Marble Powder, Quarry Dust and Paper Pulpshivanand hippargaNo ratings yet
- Use of Rockdust For Enhancing Durability of Concrete B. K. BaguantDocument15 pagesUse of Rockdust For Enhancing Durability of Concrete B. K. BaguantQuality ControlNo ratings yet
- Chapter 1Document13 pagesChapter 1Umer FarooqNo ratings yet
- CBR 1Document1 pageCBR 1Mahmoud EmamNo ratings yet
- Rpt-sales-Fundamentals of Sand ControlDocument8 pagesRpt-sales-Fundamentals of Sand ControlDidier MorenoNo ratings yet
- Experimental Study On Strength Properties of Concrete by Partially Replacing Fine Aggregate With Quarry Dust and Cement With GgbsDocument18 pagesExperimental Study On Strength Properties of Concrete by Partially Replacing Fine Aggregate With Quarry Dust and Cement With Ggbsvineela saiNo ratings yet
- T. Parhizkar, M. Najimi and A.R. Pourkhorshidi - APPLICATION OF PUMICE AGGREGATE IN STRUCTURAL LIGHTWEIGHT CONCRETEDocument14 pagesT. Parhizkar, M. Najimi and A.R. Pourkhorshidi - APPLICATION OF PUMICE AGGREGATE IN STRUCTURAL LIGHTWEIGHT CONCRETEAniruddha DalviNo ratings yet
- Sand ConeDocument40 pagesSand Conesohail khanNo ratings yet
- Concrete Practice B&FDocument259 pagesConcrete Practice B&Fvijay100% (1)
- Effect of Insoluble Residue On Properties of Portland CementDocument6 pagesEffect of Insoluble Residue On Properties of Portland CementaliNo ratings yet
- IJEDR1802132Document5 pagesIJEDR1802132ayat arahmanNo ratings yet
- Science Long AssignmeantDocument5 pagesScience Long Assignmeantjvalenzuela4909No ratings yet
- Case Study:: Project Synchronized On Designed For Problem ReportedDocument18 pagesCase Study:: Project Synchronized On Designed For Problem ReportedSanajy TyagiNo ratings yet
- Research Article: Study On Strength Behavior of Organic Soil Stabilized With Fly AshDocument7 pagesResearch Article: Study On Strength Behavior of Organic Soil Stabilized With Fly AshBappa RazzNo ratings yet
- Properties of MaterialsDocument12 pagesProperties of MaterialsgiriNo ratings yet
- CREW: Council On Environmental Quality: Global Warming Documents: CEQ 008837 - CEQ 008849 Memo Interagency Review of Chapter 3Document14 pagesCREW: Council On Environmental Quality: Global Warming Documents: CEQ 008837 - CEQ 008849 Memo Interagency Review of Chapter 3CREWNo ratings yet
- Concrete Design MixDocument15 pagesConcrete Design MixM HAFEEZ RAJANo ratings yet
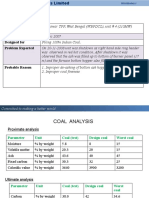
- Oxidized Coal Flotation FinalDocument23 pagesOxidized Coal Flotation FinalYouTubeCrysisNo ratings yet
- 05 Jan 2015guidelines For Manufacturing Quality Fly Ash BricksDocument11 pages05 Jan 2015guidelines For Manufacturing Quality Fly Ash BricksJoy Prokash RoyNo ratings yet
- s40069 016 0162 7Document12 pagess40069 016 0162 7Mallesh MaranurNo ratings yet
- 1218 2818 1 PBDocument8 pages1218 2818 1 PBmahparaNo ratings yet
- Raw Materials Burnability Testing Reports, Port Daniel Cement Plant ProjectDocument48 pagesRaw Materials Burnability Testing Reports, Port Daniel Cement Plant ProjectNihar Ranjan TripathyNo ratings yet
- Bagasse Ash As An Effective Replacement in Fly Ash Bricks: Short CommunicationDocument4 pagesBagasse Ash As An Effective Replacement in Fly Ash Bricks: Short Communicationgowthaman nandakumaranNo ratings yet
- Effect of Replacement of Natural Sand byDocument4 pagesEffect of Replacement of Natural Sand byH SNo ratings yet
- Sika PDS - E - SikaLatexDocument3 pagesSika PDS - E - SikaLatexKhin Sandi KoNo ratings yet
- Chapter 4 15Document3 pagesChapter 4 15ChilaNo ratings yet
- DLL - Demonstration Teaching Inquiry Based TeachingDocument6 pagesDLL - Demonstration Teaching Inquiry Based TeachingAriane Ignao Lagatic100% (2)
- Product Design Guide For Forging PDFDocument31 pagesProduct Design Guide For Forging PDFmelvin ekboteNo ratings yet
- Invazyme SOFT Enzyme: Technical Data SheetDocument5 pagesInvazyme SOFT Enzyme: Technical Data SheetsaskoNo ratings yet
- Chemistry On ClicksDocument18 pagesChemistry On ClicksNavidita SharmaNo ratings yet
- C40 Nitro Blade: Grind ThruputDocument2 pagesC40 Nitro Blade: Grind ThruputarnoNo ratings yet
- Impact of Organic Manures and Biofertilizers On Growth and Yield of Onion (Allium Cepa L.)Document4 pagesImpact of Organic Manures and Biofertilizers On Growth and Yield of Onion (Allium Cepa L.)RishamNo ratings yet
- Polysiloxane CoatingsDocument8 pagesPolysiloxane CoatingsminhnnNo ratings yet
- ApprovedMFRlistbyPG PDFDocument129 pagesApprovedMFRlistbyPG PDFMorgan PalmaNo ratings yet
- G&G5e TB CH04Document7 pagesG&G5e TB CH04Balarama Krishna GogineniNo ratings yet
- Cooling Water Treatment and Analysing: Operating InstructionDocument7 pagesCooling Water Treatment and Analysing: Operating Instructionamin32No ratings yet
- Antioxidant Activity of Orange Peel Powder in Ghee at Accelerated TemperatureDocument4 pagesAntioxidant Activity of Orange Peel Powder in Ghee at Accelerated TemperatureKhushbu KumariNo ratings yet
- Nippon PaintsDocument50 pagesNippon Paintschenni senthur100% (1)
- XM50000 HMXT Manual (30%KOH)Document109 pagesXM50000 HMXT Manual (30%KOH)zakarianoui35No ratings yet
- Introduction To Drilling V2Document66 pagesIntroduction To Drilling V2mikibala100% (2)
- DG Therm: Instructions For UseDocument60 pagesDG Therm: Instructions For Usedfpl_24No ratings yet
- Arc Flash and Other Electrical Safety HazardsDocument24 pagesArc Flash and Other Electrical Safety HazardsJulios Charl Panuncialman TagupaNo ratings yet
- Acids: Understand The Chemistry and Remember The EquationsDocument1 pageAcids: Understand The Chemistry and Remember The EquationsAnurag AwasthiNo ratings yet
- Tev I On MD 12434 MicrowaveDocument32 pagesTev I On MD 12434 Microwaveninjamafiakhan3No ratings yet
- Performance Study On California Bearing Ratio Values Using GeosyntheticsDocument18 pagesPerformance Study On California Bearing Ratio Values Using GeosyntheticsEditor IJTSRDNo ratings yet
- Astm G 35 - 98 - RZM1LTK4Document3 pagesAstm G 35 - 98 - RZM1LTK4Cordova RaphaelNo ratings yet
- Haemin Crystal Practical PreparationDocument4 pagesHaemin Crystal Practical PreparationSHAKTINo ratings yet
- Spot WeldingDocument5 pagesSpot WeldingRao MaazNo ratings yet
- GM - Chapter 5 Cured and Smoked FoodsDocument31 pagesGM - Chapter 5 Cured and Smoked FoodsPuteri AirinNo ratings yet
- Wind Design Standard For Edge Systems Used With Low Slope Roofing SystemsDocument27 pagesWind Design Standard For Edge Systems Used With Low Slope Roofing SystemsAl-Ibnu Mas'udNo ratings yet
- Atoms & Molecules-1Document32 pagesAtoms & Molecules-1Raghav GoelNo ratings yet
- Impact of Waste ManagementDocument4 pagesImpact of Waste ManagementIndah NovitaNo ratings yet
- MOBIAK TECHNICAL CATALOGUE 210x290mm PDFDocument5 pagesMOBIAK TECHNICAL CATALOGUE 210x290mm PDFInternational companyNo ratings yet