You might also like
- Rotary Joint Unit: Supplementary Instruction ManualDocument17 pagesRotary Joint Unit: Supplementary Instruction ManualAntonio Montesinos ChavarríaNo ratings yet
- Part Catalogue Alamarine Jet 245Document34 pagesPart Catalogue Alamarine Jet 245husninfajarul418No ratings yet
- Spare Parts Catalog FOR Dongfeng Commcial Vehicle EQ1032G51D3-985Document227 pagesSpare Parts Catalog FOR Dongfeng Commcial Vehicle EQ1032G51D3-985Mbaye DiagneNo ratings yet
- 64c21 Parts KitsDocument4 pages64c21 Parts KitsFernando CastroNo ratings yet
- Illustrated Parts Catalogue: 52oi/isDocument40 pagesIllustrated Parts Catalogue: 52oi/isDarren-Edward O'NeillNo ratings yet
- Group 3 Pump DeviceDocument24 pagesGroup 3 Pump DeviceTaha RdmanNo ratings yet
- Kato 5 Plunger pumpDocument37 pagesKato 5 Plunger pumpStormNo ratings yet
- G Group 3 Pump Device: 1. Removal and InstallDocument24 pagesG Group 3 Pump Device: 1. Removal and InstallTaha RdmanNo ratings yet
- Group 3 Pump DeviceDocument23 pagesGroup 3 Pump DeviceDeyvi Cconocuyca HuallparimachiNo ratings yet
- OPTIMIZE GROUP 3 PUMP DEVICE REMOVAL AND INSTALLATIONDocument23 pagesOPTIMIZE GROUP 3 PUMP DEVICE REMOVAL AND INSTALLATIONDavidNo ratings yet
- ProductDetailzoCLD ScAd8AAAFTVK00II.LDocument7 pagesProductDetailzoCLD ScAd8AAAFTVK00II.Ljacob_scribdNo ratings yet
- Cylinder Liner ProjectionDocument4 pagesCylinder Liner ProjectionFernando Daniel Saez VillarrealNo ratings yet
- Illustrated Parts Catalogue: OiifisDocument40 pagesIllustrated Parts Catalogue: OiifisDarren-Edward O'NeillNo ratings yet
- Havoc 300 Engine Service ManualDocument72 pagesHavoc 300 Engine Service ManualJohannes Du PlessisNo ratings yet
- Ham-worthy C2G-100MX BAN bunker pump parts listDocument4 pagesHam-worthy C2G-100MX BAN bunker pump parts listBSFNo ratings yet
- Group 3 Pump DeviceDocument23 pagesGroup 3 Pump Devicedeniden2013No ratings yet
- Yanmar 4tne88 TNE Series PDFDocument15 pagesYanmar 4tne88 TNE Series PDFluna281068No ratings yet
- Group 3 Pump DeviceDocument23 pagesGroup 3 Pump DeviceАндрей АлипьевNo ratings yet
- Illustrated Parts Catalogue for UL350i and UL350iS EnginesDocument40 pagesIllustrated Parts Catalogue for UL350i and UL350iS EnginesDarren-Edward O'NeillNo ratings yet
- TORMEK T-8 - DespieceDocument1 pageTORMEK T-8 - Despieceggtgoto4835No ratings yet
- 108C24 - 128S22 Parts KitsDocument4 pages108C24 - 128S22 Parts KitsPLANTKAI TABANGNo ratings yet
- Shantui SF50 SF60 SF70 Parts BookDocument162 pagesShantui SF50 SF60 SF70 Parts BookVontext100% (3)
- SEBF 8174 коромысла 3500Document13 pagesSEBF 8174 коромысла 3500Евгений АбрамовNo ratings yet
- Revised: 02/2018 Phone: +420 582 309 146 Fax: +420 582 360 606Document70 pagesRevised: 02/2018 Phone: +420 582 309 146 Fax: +420 582 360 606kellyNo ratings yet
- Dynapower Gen II 4.8 & 6.0cuDocument19 pagesDynapower Gen II 4.8 & 6.0cugleisongg86No ratings yet
- Group 3 Pump Device: 1. Removal and InstallDocument22 pagesGroup 3 Pump Device: 1. Removal and InstallSergey MovchanNo ratings yet
- 06 632Document12 pages06 632Fernando Sabino100% (1)
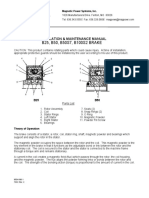
- Magpower B25 B50 BrakesDocument4 pagesMagpower B25 B50 BrakesJuan CaceresNo ratings yet
- HD 658Document73 pagesHD 658MonteagudoNo ratings yet
- JET-230 exploded view diagramsDocument16 pagesJET-230 exploded view diagramsMarinkoNo ratings yet
- 1996 - 1999 Nissan Pathfinder (R50) Automatic To Manual Transmission Conversion ManualDocument24 pages1996 - 1999 Nissan Pathfinder (R50) Automatic To Manual Transmission Conversion ManualLuis Alfonso Ortiz ESpinosaNo ratings yet
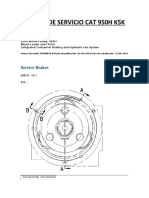
- Frenos de Servicio Cat 950H K5KDocument19 pagesFrenos de Servicio Cat 950H K5KhectorNo ratings yet
- Timing GearsDocument4 pagesTiming Gearsma.powersourceNo ratings yet
- SEW SA67 Parts ListDocument2 pagesSEW SA67 Parts ListAndrés Tuesca Clase de inglesNo ratings yet
- Accent Cylinder Head AssemblyDocument30 pagesAccent Cylinder Head Assemblyflash_24014910No ratings yet
- Group 3 Pump DeviceDocument24 pagesGroup 3 Pump DeviceTaha RdmanNo ratings yet
- EFL302 Recommended Parts List and PriceDocument9 pagesEFL302 Recommended Parts List and PriceLacatusu MirceaNo ratings yet
- Parts and Repair Manual: Delta MotorDocument24 pagesParts and Repair Manual: Delta MotorErik LawrenceNo ratings yet
- Illustrated Parts Catalogue: 39oisaDocument35 pagesIllustrated Parts Catalogue: 39oisaEsteban POPO ECHEVERRYNo ratings yet
- Pneumatic Chain Saw Repair Manual and Spare Parts ListDocument14 pagesPneumatic Chain Saw Repair Manual and Spare Parts ListLytmerAcuñaNo ratings yet
- L35MC/MK6 Cylinder Frame Plate 90301-86 Parts ListDocument161 pagesL35MC/MK6 Cylinder Frame Plate 90301-86 Parts Listchuan ding100% (1)
- Ospb, Ospc, PSPF Steering Service ManualDocument32 pagesOspb, Ospc, PSPF Steering Service ManualbenjaminNo ratings yet
- 3406e SpecificationsDocument126 pages3406e Specificationsnacho100% (6)
- BoomSupportPlus - C02 - C03 - C04 - CE01 - 90000494.0 - F.I.K. - FIKDocument32 pagesBoomSupportPlus - C02 - C03 - C04 - CE01 - 90000494.0 - F.I.K. - FIKbaille barrelleNo ratings yet
- Pms83eng 030605Document20 pagesPms83eng 030605Krzysztof PiątekNo ratings yet
- Repair Instructions: 3AV 30 To 3AV 430Document11 pagesRepair Instructions: 3AV 30 To 3AV 430KevinNo ratings yet
- Parts Manual GTRDocument48 pagesParts Manual GTRGARAGE PREMIUMNo ratings yet
- Shantui SF45t Parts BookDocument84 pagesShantui SF45t Parts BookVontext100% (1)
- 8103-128 - SWE90U (SWE85-90) Parts BookDocument194 pages8103-128 - SWE90U (SWE85-90) Parts BookatakanNo ratings yet
- R210LC-7 8-3Document29 pagesR210LC-7 8-3Krystian PalaciosNo ratings yet
- Purifier OverhaulDocument65 pagesPurifier Overhaulsmjang49No ratings yet
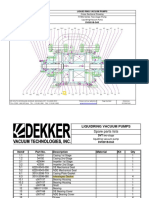
- Bomba de Vacio Part ListDocument2 pagesBomba de Vacio Part ListNayeli Zarate MNo ratings yet
- PL56042535Document36 pagesPL56042535John OuartNo ratings yet
- Caterpillar Cat M322C WHEELED Excavator (Prefix BDY) Service Repair Manual (BDY00001-02000) PDFDocument29 pagesCaterpillar Cat M322C WHEELED Excavator (Prefix BDY) Service Repair Manual (BDY00001-02000) PDFfkdmmaNo ratings yet
- GC2605 - 2603 Sewing Machine Parts CatalogDocument25 pagesGC2605 - 2603 Sewing Machine Parts CatalogDeneteusNo ratings yet
- Fa2A Winch Control Valve Retrofit Instructions: Material HandlingDocument4 pagesFa2A Winch Control Valve Retrofit Instructions: Material HandlingMauricio GarciaNo ratings yet
- Clutch: Workshop ManualDocument56 pagesClutch: Workshop ManualmailforspamNo ratings yet
- SEBF8375 головка 3300Document12 pagesSEBF8375 головка 3300Евгений АбрамовNo ratings yet
- Electrical (Generator and Electrical Plant): Modern Power Station PracticeFrom EverandElectrical (Generator and Electrical Plant): Modern Power Station PracticeRating: 4 out of 5 stars4/5 (9)
- Mechanical (Turbines and Auxiliary Equipment): Second Revised and Enlarged EditionFrom EverandMechanical (Turbines and Auxiliary Equipment): Second Revised and Enlarged EditionA. SherryRating: 4 out of 5 stars4/5 (5)
- 2.5 Screen MAIN O&MDocument27 pages2.5 Screen MAIN O&Mpapum20130% (1)
- Is 1444 1989 PDFDocument11 pagesIs 1444 1989 PDFDipak BudhaNo ratings yet
- 133 104 - Falk A Plus Type A1, Sizes 305 365,395 Shaft Drives - Parts Manual PDFDocument3 pages133 104 - Falk A Plus Type A1, Sizes 305 365,395 Shaft Drives - Parts Manual PDFCherie JohnsonNo ratings yet
- User'S Manual: Zj40Dbst Drilling RigDocument48 pagesUser'S Manual: Zj40Dbst Drilling RigJohn Simanca100% (1)
- Cat. NICEDocument32 pagesCat. NICEnelson santosNo ratings yet
- Kelsey Printing Press ManualDocument44 pagesKelsey Printing Press ManualMatt SommersNo ratings yet
- 0621 vsb6 Section H Chassis PDFDocument47 pages0621 vsb6 Section H Chassis PDFkaviraj TukhooNo ratings yet
- Steel Building Brace Connection Gusset Plate DesignDocument4 pagesSteel Building Brace Connection Gusset Plate DesignAlaaBadwyNo ratings yet
- Estimate Revised 2022-4-16Document199 pagesEstimate Revised 2022-4-16nitin lagejuNo ratings yet
- rp6378 MTDocument14 pagesrp6378 MTMessi EmetievNo ratings yet
- 2006 625smcDocument64 pages2006 625smcEarl HarbertNo ratings yet
- 7 14mmDocument18 pages7 14mmR. MondeNo ratings yet
- BS 84 1956Document20 pagesBS 84 1956b.k.engineering.ltd58No ratings yet
- Flange Data ComparisonDocument21 pagesFlange Data ComparisonJosé Antônio CardosoNo ratings yet
- Steam Explosion During A Re-Injection Into A Leak Sealing Clamp PDFDocument8 pagesSteam Explosion During A Re-Injection Into A Leak Sealing Clamp PDFAPARNA SAWATKARNo ratings yet
- Hilti HKV DatasheetDocument5 pagesHilti HKV DatasheetozkanhasanNo ratings yet
- MS-TCC-2200-020-00001 - 6 Insul.Document96 pagesMS-TCC-2200-020-00001 - 6 Insul.ronald mirabelNo ratings yet
- Malaysia: Vpbc5 Mnm3 Dnlgm1 CS6Document61 pagesMalaysia: Vpbc5 Mnm3 Dnlgm1 CS6Muhammad SafwanNo ratings yet
- Model K: Installation, Operation, Maintenance, and Storage ManualDocument26 pagesModel K: Installation, Operation, Maintenance, and Storage Manualjhon jairo arangoNo ratings yet
- EVID 12.1P User ManualDocument16 pagesEVID 12.1P User ManualMichaelMoodyNo ratings yet
- Service Manual SM01-001-006.00: Boom Rest, R & IDocument4 pagesService Manual SM01-001-006.00: Boom Rest, R & IGILMAR NIETONo ratings yet
- File n5Document77 pagesFile n5eyasuabreha05No ratings yet
- Self Drilling Anchors SUPANCHORDocument3 pagesSelf Drilling Anchors SUPANCHORMohd AftabNo ratings yet
- Boiler Structure Erection MethodDocument76 pagesBoiler Structure Erection MethodSuman GhoshNo ratings yet
- Shimano SPD Pedal AdjustmentsDocument1 pageShimano SPD Pedal AdjustmentsAlex SolomidesNo ratings yet
- Sr220 Case - PartesDocument882 pagesSr220 Case - PartesJorge Diaz Nestor MonsalveNo ratings yet
- Especificacion de Torque EnglishDocument4 pagesEspecificacion de Torque EnglishpetercuriNo ratings yet
- Bolted Connections: SDFDGZSFGFDDocument14 pagesBolted Connections: SDFDGZSFGFDElijah PalsNo ratings yet
- Ford Tempo & Mercury Topaz Automotive Repair ManualDocument356 pagesFord Tempo & Mercury Topaz Automotive Repair Manualmonitos0100% (1)
- PVL Racing Ignition 1Document8 pagesPVL Racing Ignition 1GabrielCaravanaNo ratings yet