You might also like
- PLC Full ReportDocument10 pagesPLC Full ReportJian Jie0% (1)
- PLC & SCADA Training ReportDocument44 pagesPLC & SCADA Training Reportneeraj meena100% (2)
- PLC Programming from Novice to Professional: Learn PLC Programming with Training VideosFrom EverandPLC Programming from Novice to Professional: Learn PLC Programming with Training VideosRating: 5 out of 5 stars5/5 (1)
- PLC Programming Using SIMATIC MANAGER for Beginners: With Basic Concepts of Ladder Logic ProgrammingFrom EverandPLC Programming Using SIMATIC MANAGER for Beginners: With Basic Concepts of Ladder Logic ProgrammingRating: 4 out of 5 stars4/5 (1)
- Introduction to Microprocessors and MicrocontrollersFrom EverandIntroduction to Microprocessors and MicrocontrollersRating: 5 out of 5 stars5/5 (1)
- Nextflow TrainingDocument71 pagesNextflow TrainingMichael MaierNo ratings yet
- Automatic Liquid Filling Using Programmable Logic ControllerplcDocument8 pagesAutomatic Liquid Filling Using Programmable Logic ControllerplcvinodjiddiNo ratings yet
- PLC Based Sequential Batch Process CONTROL System1Document27 pagesPLC Based Sequential Batch Process CONTROL System1Ritesh Vaishnav100% (1)
- Implementation of Automatic Color Mixing and Filling Using PLC & SCADADocument6 pagesImplementation of Automatic Color Mixing and Filling Using PLC & SCADAJaya ShreeNo ratings yet
- PLCDocument87 pagesPLCAnoop RaviNo ratings yet
- PG596ijarseDocument8 pagesPG596ijarseAhmad HamoudaNo ratings yet
- Module 24 Programmable Logic Controllers (PLCS)Document37 pagesModule 24 Programmable Logic Controllers (PLCS)eyd bartulabaNo ratings yet
- Programmable Logic Controllers: Unit 2Document38 pagesProgrammable Logic Controllers: Unit 2ethanNo ratings yet
- PLC Based Elevator Control Project ReportDocument25 pagesPLC Based Elevator Control Project ReportJuliano RicardoNo ratings yet
- PLC and SCADADocument77 pagesPLC and SCADAIshwari GhuleNo ratings yet
- Automation of Bottle Filling System in Industries Using PLC and ScadaDocument5 pagesAutomation of Bottle Filling System in Industries Using PLC and ScadaVishwa DissanayakeNo ratings yet
- Ei8761 Industrial Automation Lab Manual PDFDocument77 pagesEi8761 Industrial Automation Lab Manual PDFSoumik gamingNo ratings yet
- Ijsetr Vol 8 Issue 6 218 223Document6 pagesIjsetr Vol 8 Issue 6 218 223Dicky Andra IrawanNo ratings yet
- Automatic Dam Shutter Control SystemDocument4 pagesAutomatic Dam Shutter Control SystemVijayalakshmi PatilNo ratings yet
- PLC and PLC TechnologiesDocument28 pagesPLC and PLC Technologieskatjinomasa kavetuNo ratings yet
- Design and Implement of A Programmable Logic Controller (PLC) For Classical Control LaboratoryDocument6 pagesDesign and Implement of A Programmable Logic Controller (PLC) For Classical Control LaboratoryBoovarahan ChakravarthyNo ratings yet
- Programmable Logic Controller Set For Complete Operation and Monitoring of Protection Interlock For Circulating Water Pump HouseDocument4 pagesProgrammable Logic Controller Set For Complete Operation and Monitoring of Protection Interlock For Circulating Water Pump HouseIOSRjournalNo ratings yet
- Load Management SystemDocument40 pagesLoad Management Systematul mishraNo ratings yet
- Logic Design Seminar - Programmable Logic ControllersDocument35 pagesLogic Design Seminar - Programmable Logic Controllersabhisingh28No ratings yet
- Automatic Liquid Filling To Bottles of Different Height Using Programmable Logic ControllerDocument3 pagesAutomatic Liquid Filling To Bottles of Different Height Using Programmable Logic ControllerVishwa DissanayakeNo ratings yet
- PLC Solution BookDocument49 pagesPLC Solution BookJagadeesh Rajamanickam71% (14)
- PLC Interview Q&ADocument2 pagesPLC Interview Q&ASalah Eldeen GasimNo ratings yet
- Thanking organizations and individuals for support during trainingDocument37 pagesThanking organizations and individuals for support during trainingAarif HussainNo ratings yet
- Automatic Railway Gate Control by Using Plc.Document35 pagesAutomatic Railway Gate Control by Using Plc.BODIGA JAYASRINo ratings yet
- Project PLCDocument12 pagesProject PLCmajumderabhijit85No ratings yet
- PLC Ans Scada ProjectDocument31 pagesPLC Ans Scada ProjectMaya Mayaa100% (1)
- Programmable Logic Controllers (PLCs): An OverviewDocument34 pagesProgrammable Logic Controllers (PLCs): An OverviewHasan JomaaNo ratings yet
- Learn The Basics and Hardware Components of PLC 2. Understand Configuration of PLC 3. Study Various Building Blocks of PLCDocument5 pagesLearn The Basics and Hardware Components of PLC 2. Understand Configuration of PLC 3. Study Various Building Blocks of PLCAdarsh SriwastvaNo ratings yet
- Water Level Controller-1Document32 pagesWater Level Controller-1Ramesh Kumar MalepatiNo ratings yet
- Creative Technology PLCDocument12 pagesCreative Technology PLCattryr72No ratings yet
- Rogrammabl e Ogic OntrollersDocument60 pagesRogrammabl e Ogic OntrollersSudarshan NavaleNo ratings yet
- Cutting Device Automation with PLC AND LogicDocument7 pagesCutting Device Automation with PLC AND Logicmon patrick pradoNo ratings yet
- PLC ProjectDocument50 pagesPLC ProjectRohit RajNo ratings yet
- Ch1 Overview 4502734Document51 pagesCh1 Overview 4502734khaled99No ratings yet
- Introduction To Programmable Logic Controllers: What Is PLC?Document16 pagesIntroduction To Programmable Logic Controllers: What Is PLC?Ann RazonNo ratings yet
- Performing Installation and Programming of Programmable Logic Controller (PLC) SystemDocument33 pagesPerforming Installation and Programming of Programmable Logic Controller (PLC) SystemMohammed AwolNo ratings yet
- Basics of PLC Workshop - Day 1 AgendaDocument119 pagesBasics of PLC Workshop - Day 1 AgendaOwais Khan100% (2)
- Automation Project ReportDocument32 pagesAutomation Project ReportVicky Chaudhary100% (1)
- Me Elective 2-Mechatronics: Lecture 7 - Introduction To PLCDocument50 pagesMe Elective 2-Mechatronics: Lecture 7 - Introduction To PLCEli James LocabaNo ratings yet
- Basic PLC - RockwellDocument77 pagesBasic PLC - Rockwellviswa tejaNo ratings yet
- Basic PLCDocument77 pagesBasic PLCrpshvju100% (1)
- Ministry of Education West Yangon Technological University Department of Electronic EngineeringDocument9 pagesMinistry of Education West Yangon Technological University Department of Electronic EngineeringKg Myat HtutNo ratings yet
- Automated Bottle Filling System in Industries Using PLC: Present by Ei Thandar Kyaw Roll No-Vi-Ep-14Document15 pagesAutomated Bottle Filling System in Industries Using PLC: Present by Ei Thandar Kyaw Roll No-Vi-Ep-14eithandarkyawNo ratings yet
- PLC Ans Scada ProjectDocument36 pagesPLC Ans Scada ProjectshinyNo ratings yet
- DIII Teknik Mekanika Perkeretaapian Akademi Perkeretaapian Indonesia Madiun 2017Document77 pagesDIII Teknik Mekanika Perkeretaapian Akademi Perkeretaapian Indonesia Madiun 2017MOHAMMAD PRATAMA PNo ratings yet
- PNEUMATICSDocument33 pagesPNEUMATICSAllysa Grace SobradoNo ratings yet
- PLCDocument13 pagesPLCChalez ZengeretsiNo ratings yet
- PLC Basics Tutorial: What Is A PLC?Document6 pagesPLC Basics Tutorial: What Is A PLC?nov17muraliNo ratings yet
- Water Level IndicatorDocument17 pagesWater Level Indicatorsubir_sealNo ratings yet
- PLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsFrom EverandPLC Programming Using RSLogix 500 & Industrial Applications: Learn ladder logic step by step with real-world applicationsRating: 5 out of 5 stars5/5 (1)
- PLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsFrom EverandPLC Programming & Implementation: An Introduction to PLC Programming Methods and ApplicationsNo ratings yet
- Interfacing PIC Microcontrollers: Embedded Design by Interactive SimulationFrom EverandInterfacing PIC Microcontrollers: Embedded Design by Interactive SimulationNo ratings yet
- Design and Simulation of An Automatic...Document82 pagesDesign and Simulation of An Automatic...BazinNo ratings yet
- Manual 110914 Filling Plugging Capping MachineDocument41 pagesManual 110914 Filling Plugging Capping MachineAhmad HamoudaNo ratings yet
- A WHO Guide To Good Manufacturing Practice (GMP) Requirements 1Document111 pagesA WHO Guide To Good Manufacturing Practice (GMP) Requirements 1Christine OoiNo ratings yet
- Ss FillerDocument31 pagesSs FillerAhmad HamoudaNo ratings yet
- Ijtsrd 28114Document4 pagesIjtsrd 28114Ahmad HamoudaNo ratings yet
- Bespacker Paste Liquid Filling Machine User ManualDocument10 pagesBespacker Paste Liquid Filling Machine User ManualAhmad HamoudaNo ratings yet
- XtraVac RBF8 Rotary Bag Filling and Sealing Machine Operation Service and Parts ManualDocument91 pagesXtraVac RBF8 Rotary Bag Filling and Sealing Machine Operation Service and Parts ManualAhmad HamoudaNo ratings yet
- 76 AutomationDocument6 pages76 Automationashok7No ratings yet
- PLC (Programmable Logic Controller) BASED Automatic Bottle FillingDocument9 pagesPLC (Programmable Logic Controller) BASED Automatic Bottle FillingJamil JelkiNo ratings yet
- Logic Elements 2Document3 pagesLogic Elements 2Ahmad HamoudaNo ratings yet
- GR11Document52 pagesGR11srisaiNo ratings yet
- Ijtsrd 28114Document4 pagesIjtsrd 28114Ahmad HamoudaNo ratings yet
- Volume 3 Issue 4 PDFDocument10 pagesVolume 3 Issue 4 PDFNyein Chan KyawNo ratings yet
- Aprl - Ijamtes - 366 PDFDocument6 pagesAprl - Ijamtes - 366 PDFAshwin MahaleNo ratings yet
- Basic Vocational: PneumaticDocument44 pagesBasic Vocational: PneumaticIbnu AwallaNo ratings yet
- PLC Program To Perform Capping of Beverage Bottles - SanfoundryDocument6 pagesPLC Program To Perform Capping of Beverage Bottles - SanfoundryAhmad Hamouda100% (1)
- Vinayak Bindu Basic Pneumatic SysteDocument95 pagesVinayak Bindu Basic Pneumatic SysteVinayak BinduNo ratings yet
- PLC 4Document22 pagesPLC 4api-3760396No ratings yet
- ValvesDocument104 pagesValvesAhmad HamoudaNo ratings yet
- Sequencer Sub-BaseDocument1 pageSequencer Sub-BaseAhmad HamoudaNo ratings yet
- Sequencer ModulesDocument1 pageSequencer ModulesAhmad HamoudaNo ratings yet
- Valves 97Document45 pagesValves 97Parag PatilNo ratings yet
- PNL 2Document28 pagesPNL 2Ahmad HamoudaNo ratings yet
- Photo Electric SensorsDocument33 pagesPhoto Electric SensorsBharathprabhu100% (2)
- Pmma 1Document22 pagesPmma 1Ahmad HamoudaNo ratings yet
- Basic of PLC S7 - 200Document23 pagesBasic of PLC S7 - 200MarioNo ratings yet
- SensorDocument27 pagesSensorRohit SrivastavaNo ratings yet
- MCCB 4Document20 pagesMCCB 4jortiz_dgprbs9005No ratings yet
- Molded Case Circuit Breakers: Siemens STEP 2000 CourseDocument24 pagesMolded Case Circuit Breakers: Siemens STEP 2000 CourseArturo Ramirez PeñaNo ratings yet
- Types of Circuit Breakers PDFDocument26 pagesTypes of Circuit Breakers PDFMauricio Cesar Molina ArtetaNo ratings yet
- 5-Interfacing IO Devices - Student VersionDocument43 pages5-Interfacing IO Devices - Student Versionapi-372116475% (4)
- 16Bit Processor 68000 TrainerDocument3 pages16Bit Processor 68000 TrainerAnonymous KhhapQJVYtNo ratings yet
- Canteen Management SystemDocument9 pagesCanteen Management Systemaddy63% (8)
- 4263B Service ManualDocument62 pages4263B Service ManualSaeid ShahnavazNo ratings yet
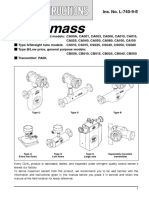
- Instructions Alti Mass L 740 9 eDocument118 pagesInstructions Alti Mass L 740 9 eitamarpereiraNo ratings yet
- ICT Assessment 4 (Theory)Document15 pagesICT Assessment 4 (Theory)Kevir Man100% (1)
- Cewe Digital Programmable Transducer User Manual Cewe BGX5 PDFDocument64 pagesCewe Digital Programmable Transducer User Manual Cewe BGX5 PDFsamijodoNo ratings yet
- Structured COBOL Programming: Nancy Stern Hofstra University Robert A. SternDocument62 pagesStructured COBOL Programming: Nancy Stern Hofstra University Robert A. SternVinod MallaNo ratings yet
- PAC-E100ST Over Current & Earth Fault Relay Technical SpecificationsDocument18 pagesPAC-E100ST Over Current & Earth Fault Relay Technical SpecificationsAmílcar DuarteNo ratings yet
- UNIT-4: 8085 MicroprocessorDocument28 pagesUNIT-4: 8085 MicroprocessorMuthuvel MNo ratings yet
- Duobias 690 Proddoc 20114715Document143 pagesDuobias 690 Proddoc 20114715smcraftNo ratings yet
- CPU 410 en en-USDocument422 pagesCPU 410 en en-USHammad AshrafNo ratings yet
- Basics of Computer Fundamentals and Operating SystemsDocument35 pagesBasics of Computer Fundamentals and Operating SystemsKrutika sutarNo ratings yet
- Sigtran Openss7Document150 pagesSigtran Openss7Jesus Bazan100% (1)
- Lecture (Chapter 2)Document24 pagesLecture (Chapter 2)ekiholoNo ratings yet
- 3D Camera ManualDocument86 pages3D Camera ManualJahidul IslamNo ratings yet
- 06 TheCPUAndMemoryDocument34 pages06 TheCPUAndMemoryAkbar BadhushaNo ratings yet
- Digital Clock ProjectDocument26 pagesDigital Clock Projectsp2392546No ratings yet
- QD75D Positioning Module PDFDocument752 pagesQD75D Positioning Module PDFIlhamPriharyadiNo ratings yet
- 21 H 2 W 1 B 3Document28 pages21 H 2 W 1 B 3Karuzriv RivNo ratings yet
- TN MLOne Touchscreen 81A35X201Document4 pagesTN MLOne Touchscreen 81A35X201Sergio Alejandro CastroNo ratings yet
- ICT Final Exam For Grade 7Document3 pagesICT Final Exam For Grade 7Yibeltal75% (4)
- Project On Text Editor: Under Supervision ofDocument18 pagesProject On Text Editor: Under Supervision ofAshutosh PandeyNo ratings yet
- Introduction To The Visual Basic Language and Environment A. What's New?Document5 pagesIntroduction To The Visual Basic Language and Environment A. What's New?Aspien XOXNo ratings yet
- Handwritten Notes HR GK - WatermarkDocument292 pagesHandwritten Notes HR GK - WatermarkNikita JakharNo ratings yet
- Micro Code Control DocumentDocument10 pagesMicro Code Control DocumentMohammad Niyamath Ullah KhanNo ratings yet
- L1-V4-03-MiCOM C264 Hardware Presentation-E-01 PDFDocument42 pagesL1-V4-03-MiCOM C264 Hardware Presentation-E-01 PDFuriep keanNo ratings yet
- Ecp1000 ManualDocument44 pagesEcp1000 Manual许浩江No ratings yet
- Internet and Computing Fundamentals CLMDocument61 pagesInternet and Computing Fundamentals CLMJethro Campos100% (3)