You might also like
- Estimator's General Construction Manhour ManualFrom EverandEstimator's General Construction Manhour ManualRating: 4.5 out of 5 stars4.5/5 (20)
- 8rxCMPCAT en Rexnord Conveyor Components CatalogDocument126 pages8rxCMPCAT en Rexnord Conveyor Components Cataloghigorf37No ratings yet
- Annotated Bibliographies of Mineral Deposits in Africa, Asia (Exclusive of the USSR) and AustralasiaFrom EverandAnnotated Bibliographies of Mineral Deposits in Africa, Asia (Exclusive of the USSR) and AustralasiaNo ratings yet
- Introduction To Manufacturing: Chapter 13: RollingDocument19 pagesIntroduction To Manufacturing: Chapter 13: RollingLue niNo ratings yet
- Lecture 03 - Bulk-Forming Processes PDFDocument22 pagesLecture 03 - Bulk-Forming Processes PDFMohamed Galal MekawyNo ratings yet
- The Complete Rigger's Apprentice: Tools and Techniques for Modern and Traditional Rigging, Second EditionFrom EverandThe Complete Rigger's Apprentice: Tools and Techniques for Modern and Traditional Rigging, Second EditionRating: 5 out of 5 stars5/5 (2)
- WB - Bearings - Poster - FINAL - US SizeDocument1 pageWB - Bearings - Poster - FINAL - US SizeAditya Shiva AppallaNo ratings yet
- The Complete Rigger's Apprentice: Tools and Techniques for Modern and Traditional RiggingFrom EverandThe Complete Rigger's Apprentice: Tools and Techniques for Modern and Traditional RiggingNo ratings yet
- Fluid Film Bearing Damage-1Document1 pageFluid Film Bearing Damage-1Hafiz HarunNo ratings yet
- Carpentry and Framing Inspection Notes: Up to CodeFrom EverandCarpentry and Framing Inspection Notes: Up to CodeRating: 5 out of 5 stars5/5 (1)
- Fluid Film Bearing Damage Poster 1668361770Document1 pageFluid Film Bearing Damage Poster 1668361770Amna YahyaNo ratings yet
- MCTD GD DixitDocument59 pagesMCTD GD DixitDeepakNo ratings yet
- Module 5 Design of Components With Forging ConsiderationDocument34 pagesModule 5 Design of Components With Forging ConsiderationMaheshNo ratings yet
- Basic Principles of Tube Line FabricationDocument69 pagesBasic Principles of Tube Line Fabricationshan4600No ratings yet
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Lec 5 PDFDocument21 pagesLec 5 PDFAldioD.PratamaNo ratings yet
- Mechanics of Optimal Structural Design: Minimum Weight StructuresFrom EverandMechanics of Optimal Structural Design: Minimum Weight StructuresNo ratings yet
- VRM Drive Unit Ver FJC 2010Document60 pagesVRM Drive Unit Ver FJC 2010Mujahid Baloch100% (1)
- Rail Fixtures FasteningDocument25 pagesRail Fixtures Fastening20BME114Umang KaushalNo ratings yet
- Cast Iron Enameling III 3-26-11Document23 pagesCast Iron Enameling III 3-26-11espewNo ratings yet
- NS1995R02019ADocument6 pagesNS1995R02019ARajendra ChoudharyNo ratings yet
- Plate GirderDocument16 pagesPlate Girdersanjana jainNo ratings yet
- EN ISO 15609-1 135 PG A Step-By-Step ExplanationDocument8 pagesEN ISO 15609-1 135 PG A Step-By-Step Explanationalok987No ratings yet
- 1 - Rolling of Metals Flat Rolling and Shape RollingDocument29 pages1 - Rolling of Metals Flat Rolling and Shape RollingThulasi RamNo ratings yet
- CM M 05 CouplingDocument46 pagesCM M 05 CouplingAuthers Raj SNo ratings yet
- Weld DefectDocument78 pagesWeld DefectjswldeepNo ratings yet
- 21 - (Slabs) Solid Slabs (2016)Document368 pages21 - (Slabs) Solid Slabs (2016)Ahmed TarekNo ratings yet
- Accessory and Load Gearbox ProblemsDocument36 pagesAccessory and Load Gearbox ProblemsJJ100% (1)
- Plate Girder PDFDocument16 pagesPlate Girder PDFArjun GuptaNo ratings yet
- Chapter 26 Abrasive Machining and Finishing Operations 2019Document65 pagesChapter 26 Abrasive Machining and Finishing Operations 2019laurenNo ratings yet
- Defects in Welds: PorosityDocument40 pagesDefects in Welds: PorosityrohanNo ratings yet
- M4 MET204 IMP TOPICS - Ktunotes - inDocument52 pagesM4 MET204 IMP TOPICS - Ktunotes - inmachaviseNo ratings yet
- Forming PDFDocument23 pagesForming PDFsivaNo ratings yet
- Lecture03 - Chapter 25-GrindingDocument54 pagesLecture03 - Chapter 25-GrindingFarhad AliNo ratings yet
- Abrasive Machining and Finishing Operations: Dr. Juma Yousuf AlaydiDocument77 pagesAbrasive Machining and Finishing Operations: Dr. Juma Yousuf AlaydiCatalin Vartosu-TomaNo ratings yet
- Weld DefectsDocument61 pagesWeld DefectsLokesh Kumar GuptaNo ratings yet
- D10T Frame RepairDocument11 pagesD10T Frame RepairPaulo Aparicio PortugalNo ratings yet
- Terminology and Weld PreparationsDocument26 pagesTerminology and Weld PreparationsAd Man GeTigNo ratings yet
- Defects PDFDocument78 pagesDefects PDFAhmed MoustafaNo ratings yet
- Wheelsandtyres 140430030409 Phpapp01Document21 pagesWheelsandtyres 140430030409 Phpapp01SumanNo ratings yet
- Module 3 - Important TopicsDocument41 pagesModule 3 - Important TopicsFarzeen FirozNo ratings yet
- Elgin Rotary Breaker Cut Sheet 2018Document2 pagesElgin Rotary Breaker Cut Sheet 2018Babang SwissNo ratings yet
- Rolling of Metals Rolling of MetalsDocument22 pagesRolling of Metals Rolling of MetalsRamuliu SelcuNo ratings yet
- Lubrication Requirements For 825 Series EnginesDocument53 pagesLubrication Requirements For 825 Series EnginesAlexNo ratings yet
- The Basics of Thread Rolling: Tools, Tips & Design ConsiderationsDocument108 pagesThe Basics of Thread Rolling: Tools, Tips & Design ConsiderationsVictor ParvanNo ratings yet
- Welding DistortionDocument51 pagesWelding DistortionRaj singhNo ratings yet
- Welding DefectsDocument77 pagesWelding DefectsBalakumar100% (1)
- Lecture 13Document21 pagesLecture 13jacobbanooniNo ratings yet
- Forging Shop: Birla Institute of Technology, Mesra, RanchiDocument24 pagesForging Shop: Birla Institute of Technology, Mesra, RanchiAnapurna swatiNo ratings yet
- Metal RollingDocument22 pagesMetal RollingNishith100% (2)
- Aircraft Metal Structural RepairDocument160 pagesAircraft Metal Structural RepairAlrino Dwi Prasetyo100% (2)
- Unit 3 MP NewDocument67 pagesUnit 3 MP Newvrinda.bhardwaj.52No ratings yet
- Transportation Engineering II (Lec - 3)Document9 pagesTransportation Engineering II (Lec - 3)ali hasanNo ratings yet
- Defects and Discontinuities: Boiler and Mechanical PowerDocument78 pagesDefects and Discontinuities: Boiler and Mechanical PowerthejusNo ratings yet
- Weld DefectsDocument78 pagesWeld DefectsKevin CheungNo ratings yet
- Chapter-Three (Rolling of Metals)Document63 pagesChapter-Three (Rolling of Metals)tamere wogderesNo ratings yet
- Humid Tropical Expansive Soils of Trinidad Their GDocument18 pagesHumid Tropical Expansive Soils of Trinidad Their GShivaun SeecharanNo ratings yet
- Underpinning Methods, Procedure and ApplicationsDocument10 pagesUnderpinning Methods, Procedure and ApplicationsShivaun Seecharan0% (1)
- Cyclic Behaviour Expansive ClaysDocument8 pagesCyclic Behaviour Expansive ClaysShivaun SeecharanNo ratings yet
- Basement Concrete Wall Design Based On ACI 318-14: Input Data & Design SummaryDocument6 pagesBasement Concrete Wall Design Based On ACI 318-14: Input Data & Design SummaryShivaun SeecharanNo ratings yet
- Analysis and Design of Three Storey Framed Building Umer Farooq - AcademiaeduDocument1 pageAnalysis and Design of Three Storey Framed Building Umer Farooq - AcademiaeduShivaun SeecharanNo ratings yet
- 2014 - GEOT2006 - GeotechnicalEngineeringII - April 2014 PDFDocument13 pages2014 - GEOT2006 - GeotechnicalEngineeringII - April 2014 PDFShivaun SeecharanNo ratings yet
- Highway Engineering TRAN 3001 Lecture 8 (Flexibility Pavement Design)Document62 pagesHighway Engineering TRAN 3001 Lecture 8 (Flexibility Pavement Design)Shivaun SeecharanNo ratings yet
- SMRF AciDocument19 pagesSMRF AciShivaun SeecharanNo ratings yet
- WEIGHT TABLE Cold Finished Steel Bars: Round Bar Size (MM) Inch KG/M Size (MM) Inch KG/MDocument3 pagesWEIGHT TABLE Cold Finished Steel Bars: Round Bar Size (MM) Inch KG/M Size (MM) Inch KG/MShivaun SeecharanNo ratings yet
- AISC Steel Construction TablesDocument34 pagesAISC Steel Construction TablesShivaun Seecharan100% (2)
- Hydrology Tutorial May 2017Document21 pagesHydrology Tutorial May 2017Shivaun Seecharan100% (1)
- Lab 2Document8 pagesLab 2Shivaun SeecharanNo ratings yet
- Applied Fluid Mechanics - 17 Drag and LiftDocument23 pagesApplied Fluid Mechanics - 17 Drag and LiftShivaun SeecharanNo ratings yet
- Archicentre Cost Guide Final v3 Aug15-2Document6 pagesArchicentre Cost Guide Final v3 Aug15-2awal7607No ratings yet
- Astm A706 A706m 22Document4 pagesAstm A706 A706m 22alvaradolu85No ratings yet
- Jabatan Pengairan Dan Saliran Malaysia: Lampiran FDocument5 pagesJabatan Pengairan Dan Saliran Malaysia: Lampiran FWan ApaiNo ratings yet
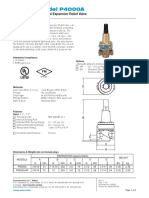
- P4000A - Thermal Expansion Relief ValveDocument2 pagesP4000A - Thermal Expansion Relief ValveAndy QuynhNo ratings yet
- Envirolastic AR 425 Data PageDocument4 pagesEnvirolastic AR 425 Data PageYsmael Steel TeklaNo ratings yet
- Module 4 (Second Part) Composites Introduction To CompositesDocument18 pagesModule 4 (Second Part) Composites Introduction To CompositesabhilashNo ratings yet
- Preventing Air Bubbles in Epoxy ResinDocument4 pagesPreventing Air Bubbles in Epoxy ResinApitNo ratings yet
- Chowpati EstimateDocument146 pagesChowpati Estimatemukesh kumar jangidNo ratings yet
- PO format-ACCDocument17 pagesPO format-ACCSpace designNo ratings yet
- Plug and Slot Welds V.1Document3 pagesPlug and Slot Welds V.1sboergertNo ratings yet
- Specifications, Applications, Service Instructions & Parts: AW300H Butt Weld Angle ValveDocument20 pagesSpecifications, Applications, Service Instructions & Parts: AW300H Butt Weld Angle ValveGabriel Rincón RodríguezNo ratings yet
- Glass Wool Insulation WorkDocument4 pagesGlass Wool Insulation WorkShakkik ZunaedNo ratings yet
- Role of Plasticizers and Super-Plasticizers in ConcreteDocument3 pagesRole of Plasticizers and Super-Plasticizers in ConcreteManojKumarSinghNo ratings yet
- P.No. Item Code Description Material THK/ Sch. Size 1 Size 2 Size 3 Size 4 Type Qty. Total Qty. Total Wt. Sub-Group WT. (KG.)Document8 pagesP.No. Item Code Description Material THK/ Sch. Size 1 Size 2 Size 3 Size 4 Type Qty. Total Qty. Total Wt. Sub-Group WT. (KG.)GauravNo ratings yet
- Kalmatron KF-A Application InstructionsDocument7 pagesKalmatron KF-A Application InstructionsHelen A. RusinoffNo ratings yet
- Access Manual ToolsDocument72 pagesAccess Manual ToolsJinhichi Molero Rodriguez0% (1)
- SGGP Reference No: P0116-TAK-P01-0072-02Document14 pagesSGGP Reference No: P0116-TAK-P01-0072-02Jabel Oil Services Technical DPTNo ratings yet
- 001joint ChecksheetDocument5 pages001joint ChecksheetMahibul HasanNo ratings yet
- MARTEMPERINGDocument9 pagesMARTEMPERINGviswa dNo ratings yet
- Astm 178Document4 pagesAstm 178JOSEPH REFUERZONo ratings yet
- Invar - Advanced MaterialsDocument17 pagesInvar - Advanced MaterialsAndreea StamatNo ratings yet
- Metalkraft - Decking and Roofing Brochure - NEWDocument6 pagesMetalkraft - Decking and Roofing Brochure - NEWParthasarathi H RNo ratings yet
- Gabion Catalog: Samafe International, S.ADocument4 pagesGabion Catalog: Samafe International, S.Arsiqueirasantos5711No ratings yet
- Advanced Metal Casting Technology (MAT515) Test One .Document18 pagesAdvanced Metal Casting Technology (MAT515) Test One .Bizuayehu TadesseNo ratings yet
- Manufacturing Process 1 Question BankDocument6 pagesManufacturing Process 1 Question BankAshok PradhanNo ratings yet
- Washer Installation Instructions W11156977a W11156978-SPDocument20 pagesWasher Installation Instructions W11156977a W11156978-SPPsych05No ratings yet
- To Water Supply and Sanitation: Submitted By: RUBY JANGRA (18001006057) SAHIL REDHU (18001006060)Document33 pagesTo Water Supply and Sanitation: Submitted By: RUBY JANGRA (18001006057) SAHIL REDHU (18001006060)sahilNo ratings yet
- Specification For GasketsDocument8 pagesSpecification For GasketsMehdi NouriNo ratings yet
- C387C387M - 06aDocument5 pagesC387C387M - 06aJesús Luis Arce GuillermoNo ratings yet
- Uddeholm Heat Treatment Eng 1710 E9Document20 pagesUddeholm Heat Treatment Eng 1710 E9Sinan YıldızNo ratings yet