You might also like
- Optimisation of Machining Parameters For CNC Milling of Fibre Reinforced PolymersDocument10 pagesOptimisation of Machining Parameters For CNC Milling of Fibre Reinforced PolymersArunesh chandraNo ratings yet
- 1-s2.0-S2212827123003347-mainDocument6 pages1-s2.0-S2212827123003347-mainnetamentenetoNo ratings yet
- Fluidized Bed Assisted Abrasive Jet Machining (FB-AJM) : Precision Internal Finishing of Inconel 718 ComponentsDocument28 pagesFluidized Bed Assisted Abrasive Jet Machining (FB-AJM) : Precision Internal Finishing of Inconel 718 ComponentsNashraat BukhoryNo ratings yet
- Ac 2010-2282: A Practical Blade Manufacturing Technique For A Wind Turbine Design Project in A Renewable Energy Engineering CourseDocument11 pagesAc 2010-2282: A Practical Blade Manufacturing Technique For A Wind Turbine Design Project in A Renewable Energy Engineering CourseUdhasu NayakNo ratings yet
- Grinding Valve JournalDocument12 pagesGrinding Valve JournalmuhammadshultonskNo ratings yet
- Paper 1Document7 pagesPaper 1Akeel WannasNo ratings yet
- Measurement: Ravindra Nath YadavDocument8 pagesMeasurement: Ravindra Nath Yadavkuba DefaruNo ratings yet
- Lampa Ijcim Dalsanto 2014Document11 pagesLampa Ijcim Dalsanto 2014Sk.Abdul NaveedNo ratings yet
- Smirnov 2017 IOP Conf. Ser. Mater. Sci. Eng. 177 012130Document8 pagesSmirnov 2017 IOP Conf. Ser. Mater. Sci. Eng. 177 012130senthilNo ratings yet
- Cutting Mechanics When Turning PowdDocument13 pagesCutting Mechanics When Turning PowdSoniaNo ratings yet
- Engineering: Jamal Rostami, Soo-Ho ChangDocument13 pagesEngineering: Jamal Rostami, Soo-Ho ChanggianniorlatiNo ratings yet
- Surface Integrity Aspects in Gear ManufacturingDocument11 pagesSurface Integrity Aspects in Gear ManufacturingEko coyNo ratings yet
- 1 s2.0 S2351978916301512 MainDocument11 pages1 s2.0 S2351978916301512 MaintrikicncNo ratings yet
- An Investigation of The Tool-Chip Contact Length and Wear in High-Speed Turning of EN19 SteelDocument15 pagesAn Investigation of The Tool-Chip Contact Length and Wear in High-Speed Turning of EN19 SteelRishabh JainNo ratings yet
- Mechanical and microstructural properties of friction spot welded AA6181 aluminium alloyDocument7 pagesMechanical and microstructural properties of friction spot welded AA6181 aluminium alloyMilli Aline SantannaNo ratings yet
- CNC TurningDocument5 pagesCNC TurningJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- 1 s2.0 S0043164823001709 MainDocument14 pages1 s2.0 S0043164823001709 MainRaphaël ROYERNo ratings yet
- Artigo Sigma Report 19Document4 pagesArtigo Sigma Report 19pedrotoresinNo ratings yet
- Manufacturing Process Alloy Wheel ResearchDocument4 pagesManufacturing Process Alloy Wheel ResearchMuneeb AhmedNo ratings yet
- Surface RoughnessDocument10 pagesSurface RoughnessMarco AsensioNo ratings yet
- Masiagutova Et Al. (2021) - Side Surface Topography Generation During Laser Powder Bed Fusion of AlSi10MgDocument24 pagesMasiagutova Et Al. (2021) - Side Surface Topography Generation During Laser Powder Bed Fusion of AlSi10Mgfrankypanky123No ratings yet
- Influence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool WearDocument10 pagesInfluence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool Wearionut condreaNo ratings yet
- Abrasive Machining of Advanced Aerospace AlloysDocument24 pagesAbrasive Machining of Advanced Aerospace AlloysLuis Fillipe Lopes TorresNo ratings yet
- Study of Surface Parameters of Inconel 600 by Extrusion Honing ProcessDocument5 pagesStudy of Surface Parameters of Inconel 600 by Extrusion Honing ProcessAnil kumarNo ratings yet
- ANALYSIS OF MACHINING PARAMETERS OF INCONEL 718Document8 pagesANALYSIS OF MACHINING PARAMETERS OF INCONEL 718jsskNo ratings yet
- Comprehensive Study On Effect of Orthogonal Turn - 2021 - International JournalDocument11 pagesComprehensive Study On Effect of Orthogonal Turn - 2021 - International JournalRaka Dika9No ratings yet
- Analysis of face milling performance on Inconel 718 using FEMDocument12 pagesAnalysis of face milling performance on Inconel 718 using FEMNguyễn Hữu PhấnNo ratings yet
- Study On The Mechanism of Force Calculations in Flow Forming A ReviewDocument8 pagesStudy On The Mechanism of Force Calculations in Flow Forming A ReviewIAEME PublicationNo ratings yet
- NMCOE4054ijarseDocument5 pagesNMCOE4054ijarseUsman AhmadNo ratings yet
- Optimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsDocument7 pagesOptimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsIJIRSTNo ratings yet
- Finite Element Analysis of Drilling Unidirectional CFRP in Different Ply OrientationDocument11 pagesFinite Element Analysis of Drilling Unidirectional CFRP in Different Ply OrientationNenu meekosamNo ratings yet
- Study On Effect of Surface Texture On The Performance of Hydrodynamic Journal BearingDocument6 pagesStudy On Effect of Surface Texture On The Performance of Hydrodynamic Journal Bearingatika kabouyaNo ratings yet
- Surface Roughness Analysis in Milling Machining Using Design of ExperimentDocument9 pagesSurface Roughness Analysis in Milling Machining Using Design of Experiment21P410 - VARUN MNo ratings yet
- A Study of The Effects of Machining Parameters On Surface Roughness Using Response Surface MethodDocument12 pagesA Study of The Effects of Machining Parameters On Surface Roughness Using Response Surface MethodIAEME Publication100% (1)
- Experimental Investigation of Lubrication System of Milling Operation On Aluminum Alloy 6060Document18 pagesExperimental Investigation of Lubrication System of Milling Operation On Aluminum Alloy 6060PhucNo ratings yet
- A N A F I C F U D A F F M: Ovel Pproach For Inishing Nternal Omplex Eatures Sing Eveloped Brasive LOW Inishing AchineDocument8 pagesA N A F I C F U D A F F M: Ovel Pproach For Inishing Nternal Omplex Eatures Sing Eveloped Brasive LOW Inishing AchinePramendra7No ratings yet
- An Investigation of Optimum Cutting Conditions in Face Milling Aluminum 7075-t6 Using Design of ExperimentDocument11 pagesAn Investigation of Optimum Cutting Conditions in Face Milling Aluminum 7075-t6 Using Design of ExperimentMukund PatelNo ratings yet
- Optimal Selection of Machining Parameters in CNC Turning Process of EN-31 Using Intelligent Hybrid Decision Making ToolsDocument9 pagesOptimal Selection of Machining Parameters in CNC Turning Process of EN-31 Using Intelligent Hybrid Decision Making ToolsrupalvyasaNo ratings yet
- GRABON - Tribological Characteristics of One-Process and Two-Process Cylinder Liner Honed Surface Under Reciprocating Sliding ConditionsDocument11 pagesGRABON - Tribological Characteristics of One-Process and Two-Process Cylinder Liner Honed Surface Under Reciprocating Sliding ConditionsSilvaNo ratings yet
- Shot Peening Process Compressively Strengthens Metal SurfacesDocument5 pagesShot Peening Process Compressively Strengthens Metal SurfacesRam KumarNo ratings yet
- Application of Mechanical Surface Finishing Processes For Roughness Reduction and Fatigue Improvement of Additively Manufactured Ti-6Al-4V PartsDocument8 pagesApplication of Mechanical Surface Finishing Processes For Roughness Reduction and Fatigue Improvement of Additively Manufactured Ti-6Al-4V PartsPaul HealyNo ratings yet
- 2 67 1588140711 16ijmperdjun202016Document10 pages2 67 1588140711 16ijmperdjun202016TJPRC PublicationsNo ratings yet
- Adtya SynopsisDocument27 pagesAdtya SynopsisCH 09 Dileep KumarNo ratings yet
- Improvement of Machinability of Mild Steel During Turning Operation by Magnetic CuttingDocument5 pagesImprovement of Machinability of Mild Steel During Turning Operation by Magnetic CuttingIzzah HzmhNo ratings yet
- Study The Design Aspects and Function of Wet Type Multi-Plate ClutchDocument5 pagesStudy The Design Aspects and Function of Wet Type Multi-Plate Clutchsagar dhuriNo ratings yet
- Data 1Document12 pagesData 1ssc.shumailkhan.191167No ratings yet
- Turning Aerospace IndustryDocument12 pagesTurning Aerospace Industryawaism471No ratings yet
- 10 5267@j Ijiec 2017 8 002Document20 pages10 5267@j Ijiec 2017 8 002chaib boudabNo ratings yet
- Dry Rotary Swaging With Structured and Coated Tools: Articles You May Be Interested inDocument7 pagesDry Rotary Swaging With Structured and Coated Tools: Articles You May Be Interested inehtisham khanNo ratings yet
- Experimental Investigation of Machining Parameters For Aluminum 6061 T6 AlloyDocument6 pagesExperimental Investigation of Machining Parameters For Aluminum 6061 T6 AlloyEditor IJTSRDNo ratings yet
- Artículo - IJAMT 2016Document15 pagesArtículo - IJAMT 2016Carlos Andrés Arango H.No ratings yet
- Design and Analysis of Carbon Fiber / Epoxy Resin Brake RotorDocument6 pagesDesign and Analysis of Carbon Fiber / Epoxy Resin Brake RotorIOSRjournalNo ratings yet
- Fabrication and Characterization of Aa6061/Cnts Surface Nanocomposite by Friction Stir ProcessingDocument21 pagesFabrication and Characterization of Aa6061/Cnts Surface Nanocomposite by Friction Stir ProcessingAli RazaNo ratings yet
- Design and Optimization of Multi Stage Manufacturing Process of Stirling Engine CrankshaftDocument14 pagesDesign and Optimization of Multi Stage Manufacturing Process of Stirling Engine CrankshaftAnkit SahuNo ratings yet
- 10.1007@s11665 021 05656 WDocument10 pages10.1007@s11665 021 05656 WSenthilkumar NNo ratings yet
- 1 s2.0 S2212827117303487 MainDocument5 pages1 s2.0 S2212827117303487 MainSanchit Kumar KhareNo ratings yet
- Effect of Machining Parameters and Optimization of Machining Time in Facing Operation Using Response Surface Methodology and Genetic AlgorithmDocument9 pagesEffect of Machining Parameters and Optimization of Machining Time in Facing Operation Using Response Surface Methodology and Genetic AlgorithmDr. Mahesh GopalNo ratings yet
- Delamination Analysis of Carbon Fibre Reinforced Laminates Evaluation A Special Step DrillDocument7 pagesDelamination Analysis of Carbon Fibre Reinforced Laminates Evaluation A Special Step DrillEge menNo ratings yet
- Modern Machining Process: Chapter Written by Luis Norberto LOPEZ DE LACALLE, Joaquim DE CIURANA and Tugrul ÖZELDocument16 pagesModern Machining Process: Chapter Written by Luis Norberto LOPEZ DE LACALLE, Joaquim DE CIURANA and Tugrul ÖZELKlinsmann MatthewNo ratings yet
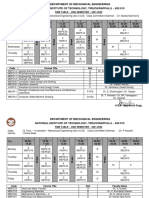
- ME Time Table - July 2021 SessionDocument8 pagesME Time Table - July 2021 SessionrajeevNo ratings yet
- 1 s2.0 S0011227515001174 MainDocument8 pages1 s2.0 S0011227515001174 MainrajeevNo ratings yet
- First AnnouncementDocument1 pageFirst AnnouncementrajeevNo ratings yet
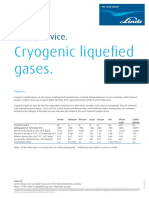
- Safety Advice 04 Cryogenic Liquefied Gases - tcm17-410827Document3 pagesSafety Advice 04 Cryogenic Liquefied Gases - tcm17-410827rajeevNo ratings yet
- Second AnnouncementDocument1 pageSecond AnnouncementrajeevNo ratings yet
- Abhigyan TFEC-2020Document10 pagesAbhigyan TFEC-2020rajeevNo ratings yet
- ICC Programme Schedule October 2022Document1 pageICC Programme Schedule October 2022rajeevNo ratings yet
- AbstractDocument2 pagesAbstractrajeevNo ratings yet
- SubjectDocument1 pageSubjectrajeevNo ratings yet
- Eds 07 3102 Secondary Substation Civil DesignDocument26 pagesEds 07 3102 Secondary Substation Civil DesignUmerfarooq TawriNo ratings yet
- Supply Chain Management in E-CommerceDocument9 pagesSupply Chain Management in E-CommerceAbhishek AgarwalNo ratings yet
- Eview: Retentive Aids in Maxillofacial Prosthodontics - A ReviewDocument5 pagesEview: Retentive Aids in Maxillofacial Prosthodontics - A ReviewjoephinNo ratings yet
- Thermodynamicspast QuestionsDocument29 pagesThermodynamicspast QuestionsHimal TimsinaNo ratings yet
- SAIS Inspection Report EN81 - 20Document21 pagesSAIS Inspection Report EN81 - 20Ali Diab100% (1)
- BOP Closing Unit SpecificationDocument8 pagesBOP Closing Unit SpecificationAlecs NedeaNo ratings yet
- Advc2 1164Document3 pagesAdvc2 1164GillSportNo ratings yet
- HITACHI-Spare Parts Price ListDocument481 pagesHITACHI-Spare Parts Price Listrachitmail84% (31)
- Ormulary: Photographers'Document3 pagesOrmulary: Photographers'AndreaNo ratings yet
- Error List: Failure Type LED Code Digital LED CodeDocument1 pageError List: Failure Type LED Code Digital LED CodeFrancisco Jesus Diaz LasoNo ratings yet
- Geoffrey Baw ADocument55 pagesGeoffrey Baw Asarath sarathNo ratings yet
- Refraction 2Document3 pagesRefraction 2savannahk15No ratings yet
- CG Notes Unit5Document24 pagesCG Notes Unit5Rahul PatilNo ratings yet
- 2.0 Intro To Hydraulics, Pneumatics & PLC's Notes PDFDocument22 pages2.0 Intro To Hydraulics, Pneumatics & PLC's Notes PDFDannyNo ratings yet
- 18a.security GSM & CDMADocument18 pages18a.security GSM & CDMAwcdma123No ratings yet
- VT3 Data Com 1-Chan 10-12-07Document48 pagesVT3 Data Com 1-Chan 10-12-07Sid DuttaNo ratings yet
- Syllabus CS212 Data StructureDocument5 pagesSyllabus CS212 Data StructurePogs M. de LunaNo ratings yet
- Secondary Lightning EffectsDocument10 pagesSecondary Lightning EffectsAnkit SankheNo ratings yet
- Technical Data for Jotun BlockfillerDocument3 pagesTechnical Data for Jotun BlockfillerrajeshNo ratings yet
- Usb Flash Drive Hidden Camera and Audio Recorder Manual Web ReducedDocument2 pagesUsb Flash Drive Hidden Camera and Audio Recorder Manual Web ReducedtatonyNo ratings yet
- Building RepairsDocument8 pagesBuilding RepairsRenuka ChalikwarNo ratings yet
- Theory and Applications of HVAC Control Systems A Review of Model Predictive Control MPCDocument13 pagesTheory and Applications of HVAC Control Systems A Review of Model Predictive Control MPCKhuleedShaikhNo ratings yet
- Panasonic KX Ft906hg B 908hg BDocument188 pagesPanasonic KX Ft906hg B 908hg BafraniobatistaNo ratings yet
- 4.Pmp 275 Sample QuestionsDocument90 pages4.Pmp 275 Sample QuestionsMohamed Afsal100% (2)
- Simple and Inexpensive Microforge: by G. HilsonDocument5 pagesSimple and Inexpensive Microforge: by G. Hilsonfoober123No ratings yet
- Software Testing v.1.2Document72 pagesSoftware Testing v.1.2Sutkovic JahjadNo ratings yet
- Capacity Method For PV PlantDocument38 pagesCapacity Method For PV PlantAzree Mohd NoorNo ratings yet
- How Many Watt Solar Panel To Charge Deep Cycle Battery - EditedDocument5 pagesHow Many Watt Solar Panel To Charge Deep Cycle Battery - EditedalexNo ratings yet
- Fuji FVR E9 ManualDocument91 pagesFuji FVR E9 Manualsdk00No ratings yet
- Trade Secret Complaint Against GoogleDocument24 pagesTrade Secret Complaint Against GoogleNitasha TikuNo ratings yet