You might also like
- Rapid Manufacturing Process-3D Printing Technology Advantages, Disadvantages and ApplicationsDocument3 pagesRapid Manufacturing Process-3D Printing Technology Advantages, Disadvantages and ApplicationsVisvas RajyaguruNo ratings yet
- Design and Implementation of An FDM Based 3D PrinterDocument5 pagesDesign and Implementation of An FDM Based 3D PrinterAyyan MirNo ratings yet
- 3D Printing GuideDocument91 pages3D Printing Guidevijayendrar219No ratings yet
- 3D Printing Guide Part 1 - Virtual Filaments Private LimitedDocument17 pages3D Printing Guide Part 1 - Virtual Filaments Private LimitedVirtual Filaments Private LimitedNo ratings yet
- Impact and Application of 3D Printing Technology: Key Words: AM, FDM, PLA, ABS, and CADDocument6 pagesImpact and Application of 3D Printing Technology: Key Words: AM, FDM, PLA, ABS, and CADpradeep rocksNo ratings yet
- 3D Printing Technology: R.H.M.K.R.S. RajakarunaDocument3 pages3D Printing Technology: R.H.M.K.R.S. RajakarunaVishalyaNo ratings yet
- 3D Printing E Book With Content PDFDocument41 pages3D Printing E Book With Content PDFtryingpeople forgoodNo ratings yet
- 4D Printing Part1Document4 pages4D Printing Part1raghavaraoNo ratings yet
- 4D Printing TechnologyDocument25 pages4D Printing TechnologySachin RathodNo ratings yet
- 4D Printing SeminarDocument25 pages4D Printing SeminarRahul K0% (1)
- What Is 3D Printing - The Definitive Guide - 3D HubsDocument45 pagesWhat Is 3D Printing - The Definitive Guide - 3D HubsDavid PmNo ratings yet
- How Companies Respond To The Emergence of 3D Printing TechnologyDocument6 pagesHow Companies Respond To The Emergence of 3D Printing TechnologyLUIGINo ratings yet
- 3D Printing Guide For TeachersDocument59 pages3D Printing Guide For TeachersRui Teles Ese/IPPNo ratings yet
- 3-D PrintingDocument11 pages3-D PrintingJessica AbodNo ratings yet
- The Eve of 3D Printing in Telemedicine: State of The Art and Future ChallengesDocument5 pagesThe Eve of 3D Printing in Telemedicine: State of The Art and Future ChallengesAndré MascarenhasNo ratings yet
- Table of Content: SL. No. Topics Page NoDocument8 pagesTable of Content: SL. No. Topics Page NoVijay BhosaleNo ratings yet
- Sir. Anuj Gupta: 3D PrintingDocument23 pagesSir. Anuj Gupta: 3D PrintingMôhammad AL-büraìNo ratings yet
- Running Head: 3D Printing Technology 1Document3 pagesRunning Head: 3D Printing Technology 1Isaac OmwengaNo ratings yet
- 4d Printing 2Document9 pages4d Printing 2Yasum AliNo ratings yet
- 3D Printing Technology Revolution in FutDocument4 pages3D Printing Technology Revolution in FutSasha KingNo ratings yet
- 3D Printing The Definitive GuideDocument46 pages3D Printing The Definitive GuideHarry100% (5)
- TOP 250+ 3d Printing Interview Questions and Answers 15 June 2022 - 3d Printing Interview Questions - Wisdom Jobs IndiaDocument31 pagesTOP 250+ 3d Printing Interview Questions and Answers 15 June 2022 - 3d Printing Interview Questions - Wisdom Jobs IndiaTahaNo ratings yet
- Ppt@mech B-@2021Document19 pagesPpt@mech B-@2021SSãï Pãvãñ KümãrNo ratings yet
- Seminar Report On 3D Printing TechnologyDocument27 pagesSeminar Report On 3D Printing TechnologyjohnNo ratings yet
- ReportDocument25 pagesReporthimanshuomar007No ratings yet
- 1 s2.0 S2351978919308169 MainDocument11 pages1 s2.0 S2351978919308169 Maindhanalakshmi k sNo ratings yet
- 3 D PrintingDocument6 pages3 D PrintingRavi SharmaNo ratings yet
- Ey If 3d Printing Has Changed The Industries of Tomorrow How Can Your Organization Get Ready TodayDocument24 pagesEy If 3d Printing Has Changed The Industries of Tomorrow How Can Your Organization Get Ready TodayDayavantiNo ratings yet
- Basics of 3D Printing PDFDocument62 pagesBasics of 3D Printing PDFnihco gallo100% (4)
- 1 s2.0 S2214785323035393 MainDocument9 pages1 s2.0 S2214785323035393 MainTayyab AliNo ratings yet
- Beginners Guide To 3d PrintingDocument31 pagesBeginners Guide To 3d PrintingPrasanthChunduri0% (1)
- 3D Printing - Revolutionising MilitaryDocument12 pages3D Printing - Revolutionising MilitaryThinh TranNo ratings yet
- Wa0023.Document11 pagesWa0023.20B81A0148cvr.ac.in BENDRAM SNEHANo ratings yet
- 3D Printing TechnologyDocument14 pages3D Printing TechnologyM IsmailNo ratings yet
- 3D PrintingDocument12 pages3D PrintingBahtiyar DuranNo ratings yet
- 3D PRINTER USER GUIDE - A Complete Step by Step User Manual For Understanding The Fundamentals of 3D Printing, How To Maintain and Troubleshoot Common DifficultiesDocument49 pages3D PRINTER USER GUIDE - A Complete Step by Step User Manual For Understanding The Fundamentals of 3D Printing, How To Maintain and Troubleshoot Common DifficultiesSzeghalmi Attila80% (5)
- 3d Prinitng ReportDocument39 pages3d Prinitng ReportGaurav AroraNo ratings yet
- Kamble 2018Document6 pagesKamble 2018Tahmidur FahimNo ratings yet
- Ext 04517Document6 pagesExt 045172O167O5 MC Ekta IspandeNo ratings yet
- The Impact and Application of 3D Printing Technology: Related PapersDocument6 pagesThe Impact and Application of 3D Printing Technology: Related PapersGarapati MurarjiNo ratings yet
- Mis Final Report 3d PrintingDocument14 pagesMis Final Report 3d PrintingvidyaNo ratings yet
- Design and Manufacturing of Sprocket Using Additive Manufacturing TechnologyDocument6 pagesDesign and Manufacturing of Sprocket Using Additive Manufacturing TechnologyEditor IJTSRDNo ratings yet
- 3D Printing Executive SummaryDocument10 pages3D Printing Executive SummaryAmit KumarNo ratings yet
- Toaz - Info Seminar Report On 3d Printing PRDocument27 pagesToaz - Info Seminar Report On 3d Printing PRhellgate.vishesh25No ratings yet
- Terminology 3D PrintingDocument2 pagesTerminology 3D PrintingFresnel FisicoNo ratings yet
- 3D Printing For Industry 4.0Document16 pages3D Printing For Industry 4.0Ludor EngineeringNo ratings yet
- 3D Printing and Its Applications-319 PDFDocument3 pages3D Printing and Its Applications-319 PDFMr Ravi SivaprakashNo ratings yet
- 3D Printing 1605240054 SiddharthDocument25 pages3D Printing 1605240054 SiddharthCURRENT AFFAIRS with KARANNo ratings yet
- Literature Review of 3d PrinterDocument8 pagesLiterature Review of 3d Printerc5nqw54q100% (1)
- 3D Printing - FaithTech 45073Document14 pages3D Printing - FaithTech 45073Libin JacobNo ratings yet
- IT Research BIT: 3D Printing: The BasicsDocument2 pagesIT Research BIT: 3D Printing: The BasicsHùng Mạnh LêNo ratings yet
- 3D Printing PPT 2 ReviewDocument17 pages3D Printing PPT 2 ReviewSSãï Pãvãñ KümãrNo ratings yet
- 4D PrintingDocument30 pages4D PrintingM 4 MathematicsNo ratings yet
- A Practical Guide To 3D PrintingDocument40 pagesA Practical Guide To 3D PrintingAnonymous iNxLvwNo ratings yet
- Application of 3D Printing Technology in The Construction Industry and Its Development ProspectsDocument7 pagesApplication of 3D Printing Technology in The Construction Industry and Its Development Prospects2JH19CV015 Mohammedasjadraza MullaNo ratings yet
- 3D Printing Research Paper Various Aspects PDFDocument15 pages3D Printing Research Paper Various Aspects PDFJames Francis MagdalinoNo ratings yet
- 3d Printer ReportDocument18 pages3d Printer ReportkharvaNo ratings yet
- Application of 3D Printing in EducationDocument3 pagesApplication of 3D Printing in EducationATSNo ratings yet
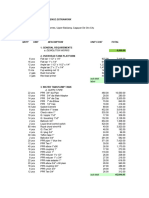
- Tanggol Duplex Extrawork 01Document3 pagesTanggol Duplex Extrawork 01Ar Mj GandarosaNo ratings yet
- Fundamentals of Mobile Heavy EquipmentDocument9 pagesFundamentals of Mobile Heavy Equipmentwin min soeNo ratings yet
- Sikalastic - 560 GCC Water Proofing Materials - Part 2Document1 pageSikalastic - 560 GCC Water Proofing Materials - Part 2G. MustafaNo ratings yet
- Kingtex UH8000 User Manual PDFDocument21 pagesKingtex UH8000 User Manual PDFAlexNo ratings yet
- TLE - QUIZ - NO.1 - 3RD QuarterDocument3 pagesTLE - QUIZ - NO.1 - 3RD QuarterEdna TalaveraNo ratings yet
- 4th SeminarDocument70 pages4th SeminarVeena Goud100% (1)
- 6 FluidizationDocument40 pages6 FluidizationTenson SichoneNo ratings yet
- Aa 324-EnDocument3 pagesAa 324-EnManiNo ratings yet
- Inconel 625Document1 pageInconel 625Juan PachecoNo ratings yet
- Membrane Separation Lab ReportDocument11 pagesMembrane Separation Lab ReportHaikal SuhaimiNo ratings yet
- Opss-Prov 911 - 2004 - Construction Specification For Coating Structural Steel SystemsDocument20 pagesOpss-Prov 911 - 2004 - Construction Specification For Coating Structural Steel SystemsPubcrawlNo ratings yet
- Sika RaintiteDocument3 pagesSika RaintiteHoneyNo ratings yet
- Presentation Alfa Laval Corrosion Charts For Plate Heat ExchangersDocument5 pagesPresentation Alfa Laval Corrosion Charts For Plate Heat ExchangersNasrin AkhondiNo ratings yet
- Housekeeping Cleaning ProductsDocument8 pagesHousekeeping Cleaning ProductsshreechintamanispNo ratings yet
- GlassvenDocument8 pagesGlassvenAloo KennedyNo ratings yet
- GFRPDocument15 pagesGFRP4si21cv008No ratings yet
- Unit 6 - Week 4: Abrasive Mass Finishing Operations & Surface Integrity in Abrasive ProcessDocument3 pagesUnit 6 - Week 4: Abrasive Mass Finishing Operations & Surface Integrity in Abrasive ProcessAbhishek VishwakarmaNo ratings yet
- Osamasalman HN3015FR 2000WDocument22 pagesOsamasalman HN3015FR 2000WBHAANo ratings yet
- Woodwork&metalwork MachinesDocument35 pagesWoodwork&metalwork MachinesKinsley David AdaigbeNo ratings yet
- Tutorial-2: Manufacturing Science and Technology-II (ME - 322)Document2 pagesTutorial-2: Manufacturing Science and Technology-II (ME - 322)Deepam ShyamNo ratings yet
- Method For Aluminum Oxide Thin Films Prepared Through Low Temperature Atomic Layer Deposition For Encapsulating Organic Electroluminescent DevicesDocument11 pagesMethod For Aluminum Oxide Thin Films Prepared Through Low Temperature Atomic Layer Deposition For Encapsulating Organic Electroluminescent DevicesjayaneNo ratings yet
- Cement Industry GlossaryDocument15 pagesCement Industry GlossaryRana RandhirNo ratings yet
- Ultimate Adjustable SawhorseDocument22 pagesUltimate Adjustable SawhorseNorbert VesztergomNo ratings yet
- KSR Publication 11Document8 pagesKSR Publication 11K S RAJESHNo ratings yet
- Martensitic Steel Sheets of 1300 and 1500mpa GradesDocument5 pagesMartensitic Steel Sheets of 1300 and 1500mpa Gradesmohamed ahmedNo ratings yet
- 01 Session 01 Unit 2 Process AnalysisDocument22 pages01 Session 01 Unit 2 Process AnalysisAyesha RachhNo ratings yet
- CrackersDocument6 pagesCrackersPriyanka sureshNo ratings yet
- Bentone 38 - TDS - eDocument2 pagesBentone 38 - TDS - eYến HoàngNo ratings yet
- Lean Systems: By: Dr. Rosa Hendijani KRM Ch. 6Document51 pagesLean Systems: By: Dr. Rosa Hendijani KRM Ch. 6Neda RezvanimoghadamNo ratings yet
- Lec # 5 Manufacturing Models and MatricesDocument35 pagesLec # 5 Manufacturing Models and MatricesEman ShahidNo ratings yet
- Crochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeFrom EverandCrochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeRating: 5 out of 5 stars5/5 (1)
- Beginner's Guide To Procreate: Characters: How to create characters on an iPad ®From EverandBeginner's Guide To Procreate: Characters: How to create characters on an iPad ®3dtotal PublishingRating: 4 out of 5 stars4/5 (1)
- Drawing and Sketching Portraits: How to Draw Realistic Faces for BeginnersFrom EverandDrawing and Sketching Portraits: How to Draw Realistic Faces for BeginnersRating: 5 out of 5 stars5/5 (5)
- The Perspective Drawing Guide: Simple Techniques for Mastering Every AngleFrom EverandThe Perspective Drawing Guide: Simple Techniques for Mastering Every AngleRating: 4 out of 5 stars4/5 (1)
- The Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsFrom EverandThe Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsRating: 4.5 out of 5 stars4.5/5 (2)
- Acrylic Painting: Learn How to Paint Easy Techniques with Acrylic Paint (with photos)From EverandAcrylic Painting: Learn How to Paint Easy Techniques with Acrylic Paint (with photos)Rating: 4 out of 5 stars4/5 (4)
- Draw Every Little Thing: Learn to Draw More Than 100 Everyday Items, From Food to FashionFrom EverandDraw Every Little Thing: Learn to Draw More Than 100 Everyday Items, From Food to FashionRating: 4.5 out of 5 stars4.5/5 (4)
- Creative Abstract Watercolor: The beginner's guide to expressive and imaginative paintingFrom EverandCreative Abstract Watercolor: The beginner's guide to expressive and imaginative paintingNo ratings yet
- Art Models Adrina032: Figure Drawing Pose ReferenceFrom EverandArt Models Adrina032: Figure Drawing Pose ReferenceRating: 5 out of 5 stars5/5 (2)
- Painting Perspective, Depth & Distance in WatercolourFrom EverandPainting Perspective, Depth & Distance in WatercolourRating: 4.5 out of 5 stars4.5/5 (2)
- The Beginner's Guide to Watercolor: Master Essential Skills and Techniques through Guided Exercises and ProjectsFrom EverandThe Beginner's Guide to Watercolor: Master Essential Skills and Techniques through Guided Exercises and ProjectsNo ratings yet
- David Bellamy's Seas & Shorelines in WatercolourFrom EverandDavid Bellamy's Seas & Shorelines in WatercolourRating: 4 out of 5 stars4/5 (1)
- Art Models AnaIv309: Figure Drawing Pose ReferenceFrom EverandArt Models AnaIv309: Figure Drawing Pose ReferenceRating: 3 out of 5 stars3/5 (2)
- One Zentangle a Day: A 6-Week Course in Creative Drawing for Relaxation, Inspiration, and FunFrom EverandOne Zentangle a Day: A 6-Week Course in Creative Drawing for Relaxation, Inspiration, and FunRating: 4 out of 5 stars4/5 (25)
- Art Models 10: Photos for Figure Drawing, Painting, and SculptingFrom EverandArt Models 10: Photos for Figure Drawing, Painting, and SculptingRating: 2.5 out of 5 stars2.5/5 (6)
- Art Models Saju027: Figure Drawing Pose ReferenceFrom EverandArt Models Saju027: Figure Drawing Pose ReferenceRating: 3.5 out of 5 stars3.5/5 (6)
- 15-Minute Watercolor Masterpieces: Create Frame-Worthy Art in Just a Few Simple StepsFrom Everand15-Minute Watercolor Masterpieces: Create Frame-Worthy Art in Just a Few Simple StepsRating: 4.5 out of 5 stars4.5/5 (7)
- Coloring Book for Adults & Grown Ups : An Easy & Quick Guide to Mastering Coloring for Stress Relieving Relaxation & Health Today!: The Stress Relieving Adult Coloring PagesFrom EverandColoring Book for Adults & Grown Ups : An Easy & Quick Guide to Mastering Coloring for Stress Relieving Relaxation & Health Today!: The Stress Relieving Adult Coloring PagesRating: 2 out of 5 stars2/5 (12)
- Stunning Watercolor Seascapes: Master the Art of Painting Oceans, Rivers, Lakes and MoreFrom EverandStunning Watercolor Seascapes: Master the Art of Painting Oceans, Rivers, Lakes and MoreNo ratings yet
- Art Models AnaRebecca009: Figure Drawing Pose ReferenceFrom EverandArt Models AnaRebecca009: Figure Drawing Pose ReferenceRating: 4 out of 5 stars4/5 (5)
- Celtic Line Drawing - Simplified InstructionsFrom EverandCeltic Line Drawing - Simplified InstructionsRating: 5 out of 5 stars5/5 (4)
- The Fundamentals of Watercolour Landscapes: Paintings for all seasonsFrom EverandThe Fundamentals of Watercolour Landscapes: Paintings for all seasonsRating: 4 out of 5 stars4/5 (1)
- Discovering Watercolor: An Inspirational Guide with Techniques and 32 Skill-Building Projects and ExercisesFrom EverandDiscovering Watercolor: An Inspirational Guide with Techniques and 32 Skill-Building Projects and ExercisesRating: 5 out of 5 stars5/5 (1)