You might also like
- Group 6 Project - Welding Inspection DiscontinuitiesDocument8 pagesGroup 6 Project - Welding Inspection DiscontinuitiesRtal JgalNo ratings yet
- REQUIRME_ASSIGNMENT3Document4 pagesREQUIRME_ASSIGNMENT3Cyber RoseNo ratings yet
- Welding DefectsDocument8 pagesWelding DefectssbmmlaNo ratings yet
- Welding Defects and Remedies: Lack of Fusion Incomplete Penetration Undercutting Porosity Longitudinal CrackingDocument9 pagesWelding Defects and Remedies: Lack of Fusion Incomplete Penetration Undercutting Porosity Longitudinal Crackinglakshmigsr6610No ratings yet
- 10 Welding Defects & RemediesDocument12 pages10 Welding Defects & RemediesvilukNo ratings yet
- Welding Defects On ShipsDocument3 pagesWelding Defects On Shipssaurabh pratapNo ratings yet
- 03 Welding Imperfections 29-11-03Document17 pages03 Welding Imperfections 29-11-03bizhanjNo ratings yet
- Pipeline Inspector 1667834732Document57 pagesPipeline Inspector 1667834732Dhani de EngineurNo ratings yet
- Weld Defect - WikeepidiaDocument5 pagesWeld Defect - Wikeepidiapuri16No ratings yet
- Weld Failures A CompendiaryDocument3 pagesWeld Failures A CompendiaryTC Capulcu Mustafa MNo ratings yet
- Weld Quality Inspection and DefectsDocument9 pagesWeld Quality Inspection and DefectsNIDHOM IQBAL RAMADHANNo ratings yet
- Introduction To Oil Gas Drilling and Well OperationsDocument27 pagesIntroduction To Oil Gas Drilling and Well OperationsMohammed Safuvan KazhungilNo ratings yet
- 03 Welding Imperfections 30-03-07 (2Document20 pages03 Welding Imperfections 30-03-07 (2geokovoorNo ratings yet
- Welding DefectsDocument30 pagesWelding DefectsSane ShajanNo ratings yet
- Welding DefectsDocument27 pagesWelding DefectsrobinfanshaweNo ratings yet
- Welding Defect: Hydrogen EmbrittlementDocument8 pagesWelding Defect: Hydrogen EmbrittlementShajin Mohammed ShamsudhinNo ratings yet
- WeldingDocument41 pagesWeldinggigiphiNo ratings yet
- Welding Imperfection and Material InspectionDocument62 pagesWelding Imperfection and Material Inspectionintfarha10No ratings yet
- Significance of Defects in WeldsDocument9 pagesSignificance of Defects in Weldsssk48100% (1)
- Welding Defects Causes & SolutionsDocument30 pagesWelding Defects Causes & SolutionsAkshay Kumar100% (1)
- Welding Discontinuities and Their CausesDocument2 pagesWelding Discontinuities and Their Causeszarif73% (15)
- Weld Bead Exp MigDocument14 pagesWeld Bead Exp MigBhavyaGargNo ratings yet
- Welding DefectsDocument4 pagesWelding Defectsrohini nilajkar0% (1)
- Visual 001Document11 pagesVisual 001kattabommanNo ratings yet
- Part-C Defects - Nptel PDFDocument5 pagesPart-C Defects - Nptel PDFLakhwant Singh KhalsaNo ratings yet
- Job Knowledge 19Document5 pagesJob Knowledge 19Mehmet SoysalNo ratings yet
- Types of Welding Defects PDFDocument12 pagesTypes of Welding Defects PDFDhiab Mohamed AliNo ratings yet
- NDT Methods for Detecting Welding DefectsDocument27 pagesNDT Methods for Detecting Welding DefectsAbhishek SinhaNo ratings yet
- Identify welding defects, causes and remediesDocument11 pagesIdentify welding defects, causes and remediesJerome A. Gomez100% (2)
- Buehler Welding MetallographyFerrous MetalsDocument7 pagesBuehler Welding MetallographyFerrous Metalssukhabhukha987No ratings yet
- LABORATORY REPORT 3 - Workshop Theory and PracticeDocument11 pagesLABORATORY REPORT 3 - Workshop Theory and Practice22-03844No ratings yet
- Welding 10Document4 pagesWelding 10রিপন মন্ডলNo ratings yet
- Welddefects As Per Iso 5817Document40 pagesWelddefects As Per Iso 5817shruthiNo ratings yet
- Welding DefectsDocument94 pagesWelding DefectsesamhamadNo ratings yet
- Stick: Arc WeldingDocument4 pagesStick: Arc WeldingmohitshuklamarsNo ratings yet
- Q1, Module 1, Lesson4Document11 pagesQ1, Module 1, Lesson4Jerome A. Gomez100% (1)
- Weld Defects Handbook - Causes and SolutionsDocument1 pageWeld Defects Handbook - Causes and SolutionsDanilova SonjaNo ratings yet
- Welding Defects: Their Causes and PreventionDocument18 pagesWelding Defects: Their Causes and PreventionsanjaykumarmauryaNo ratings yet
- WJM Technologies: Excellence in Material JoiningDocument5 pagesWJM Technologies: Excellence in Material Joiningarjun prajapatiNo ratings yet
- Factors Governing the Weldability of Structural SteelsDocument23 pagesFactors Governing the Weldability of Structural Steelso2megotNo ratings yet
- Defects in WeldsDocument6 pagesDefects in WeldsSaran KumarNo ratings yet
- Weldability of Material TWIDocument4 pagesWeldability of Material TWIRaviTeja BhamidiNo ratings yet
- Part-1, Basic Metallurgy of Fusion WeldsDocument29 pagesPart-1, Basic Metallurgy of Fusion WeldsTEJENDRA SINGH SINGHALNo ratings yet
- Welding DefectsDocument4 pagesWelding DefectsSD Recruiters100% (1)
- Weldability of MaterialsDocument5 pagesWeldability of MaterialsclnNo ratings yet
- Kecacatan KimpalanDocument26 pagesKecacatan KimpalanMaruan MuhammadNo ratings yet
- Weldability of SteelsDocument20 pagesWeldability of SteelsMuhammed SulfeekNo ratings yet
- Lecture 13 - Welding DefectsDocument4 pagesLecture 13 - Welding DefectsMichael TayactacNo ratings yet
- Weldability of Recycled Steel Bars in UgandaDocument8 pagesWeldability of Recycled Steel Bars in UgandaSenfuka ChristopherNo ratings yet
- When A Refractory Failure Isn't - Some Anchor IssuesDocument8 pagesWhen A Refractory Failure Isn't - Some Anchor IssuesBerkan FidanNo ratings yet
- NDT Discontinuities - World of NDTDocument51 pagesNDT Discontinuities - World of NDTHòa NguyễnNo ratings yet
- Welding Is A Fabrication Process Which Is Used To Join MaterialsDocument23 pagesWelding Is A Fabrication Process Which Is Used To Join Materialsjagadish madiwalarNo ratings yet
- Types of Welding DefectsDocument7 pagesTypes of Welding DefectsPradip Erande100% (1)
- WELD-2008v05 Down To The WireDocument2 pagesWELD-2008v05 Down To The WirepeterNo ratings yet
- 3 Welding Imperfections and Materials InspectionDocument31 pages3 Welding Imperfections and Materials InspectionSamerNo ratings yet
- Welding Defects Part 4Document56 pagesWelding Defects Part 4Nanang Cesc UttaNo ratings yet
- Metallography of Welds: Advanced Materials and Processes June 2011Document6 pagesMetallography of Welds: Advanced Materials and Processes June 2011William DraxterNo ratings yet
- Welding Steels GuideDocument5 pagesWelding Steels GuideJlkKumarNo ratings yet
- Farm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalFrom EverandFarm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalNo ratings yet
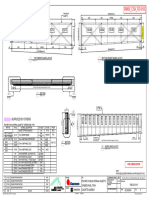
- Fab-Cs-61141 - FDocument1 pageFab-Cs-61141 - FjesoneliteNo ratings yet
- Iso TR 17671-5 - 2004Document14 pagesIso TR 17671-5 - 2004jesoneliteNo ratings yet
- Iso 5576 - 1997Document39 pagesIso 5576 - 1997jesoneliteNo ratings yet
- Structural Design CheatsheetDocument32 pagesStructural Design CheatsheetjesoneliteNo ratings yet
- As 2205.2.1 - 2003 (R2018)Document9 pagesAs 2205.2.1 - 2003 (R2018)jesoneliteNo ratings yet
- Iso 3452 3 2013Document9 pagesIso 3452 3 2013Jaqueline GontijoNo ratings yet
- Iso 3452-5 - 2008Document12 pagesIso 3452-5 - 2008jesonelite100% (1)
- 12 Manufacturing, Assembly and TestingDocument30 pages12 Manufacturing, Assembly and TestingjesoneliteNo ratings yet
- NDTDocument64 pagesNDTmohamedyoussef1No ratings yet
- 0301e - 2023-2 - Welding Inspector Application GuideDocument17 pages0301e - 2023-2 - Welding Inspector Application GuidejesoneliteNo ratings yet
- Nistspecialpublication960 5Document124 pagesNistspecialpublication960 5nehal3788090No ratings yet
- 1261481.220502 - Annals 2022 2 17Document5 pages1261481.220502 - Annals 2022 2 17jesoneliteNo ratings yet
- BS en Iso 9606-5 - 2000Document26 pagesBS en Iso 9606-5 - 2000jesoneliteNo ratings yet
- Poster Schweisszusatzwerkstoffe Englisch - InddDocument1 pagePoster Schweisszusatzwerkstoffe Englisch - InddAbhishek AnandNo ratings yet
- Stud Welding - A First LookDocument16 pagesStud Welding - A First LookjesoneliteNo ratings yet
- ANSI ISEA Z87.1 - 2020 - American National Standard Occupational and Educational Personal Eye and Face Protection Devices - UnlockedDocument67 pagesANSI ISEA Z87.1 - 2020 - American National Standard Occupational and Educational Personal Eye and Face Protection Devices - Unlockedjesonelite100% (1)
- Arc Welding of Nonferrous MetalsDocument83 pagesArc Welding of Nonferrous Metalsapply19842371No ratings yet
- Seams Membranes:: Tape-Bonded Comparison Tape-Bonded andDocument76 pagesSeams Membranes:: Tape-Bonded Comparison Tape-Bonded andjesoneliteNo ratings yet
- BS en Iso 3834-3 - 2021Document16 pagesBS en Iso 3834-3 - 2021jesonelite100% (2)
- Quality Assurance of Welded ConstructionDocument174 pagesQuality Assurance of Welded ConstructionSrinivasa100% (4)
- Stud WeldingDocument10 pagesStud WeldingjesoneliteNo ratings yet
- BS en Iso 17639 - 2022Document14 pagesBS en Iso 17639 - 2022jesoneliteNo ratings yet
- BS en 1321-97Document14 pagesBS en 1321-97ozanNo ratings yet
- AAMA 100-07 - Standard Practice For The Installation of Windows With Flanges or Mounting Fins in Wood Frame ConstructionDocument13 pagesAAMA 100-07 - Standard Practice For The Installation of Windows With Flanges or Mounting Fins in Wood Frame ConstructionjesoneliteNo ratings yet
- Aama 101Document67 pagesAama 101DavidNo ratings yet
- Aws B5. 2. 2018 PDFDocument30 pagesAws B5. 2. 2018 PDFSai Jithendra GonjiNo ratings yet
- Sadimou LAGDocument7 pagesSadimou LAGsadem aounNo ratings yet
- Recommended practice for horizontal safety systems in roofworkDocument29 pagesRecommended practice for horizontal safety systems in roofworkjesoneliteNo ratings yet
- ACR IS5 - Glass Specification in Flat RooflightsDocument4 pagesACR IS5 - Glass Specification in Flat RooflightsjesoneliteNo ratings yet
- 4-Base Plate - Pin ConnectionDocument3 pages4-Base Plate - Pin ConnectionMUTHUKKUMARAMNo ratings yet
- Asonic Ghy 72 IngDocument2 pagesAsonic Ghy 72 IngseegnaNo ratings yet
- Vatech SB6-2YDocument4 pagesVatech SB6-2YAlexander GuzmánNo ratings yet
- Ficha BombaDocument2 pagesFicha BombaPEDROPABLOMARINVELAS100% (1)
- HPP5500 Product Instruction ManualDocument33 pagesHPP5500 Product Instruction ManualAdriano GeNo ratings yet
- CFD Modelling and Analysis of Clark Y Airfoil For Turbulent FlowDocument4 pagesCFD Modelling and Analysis of Clark Y Airfoil For Turbulent FlowInnovative Research PublicationsNo ratings yet
- SPC - 899 Panigale - EN - MY15 PDFDocument158 pagesSPC - 899 Panigale - EN - MY15 PDFCristian BurbanoNo ratings yet
- The Forces Involved in Homogenization Explained - BlogDocument5 pagesThe Forces Involved in Homogenization Explained - BlogSKTSCRIBDNo ratings yet
- Parason Reengineering Conference PaperDocument28 pagesParason Reengineering Conference PaperKpsingh SinghNo ratings yet
- SRC - 130 KATALOGDocument3 pagesSRC - 130 KATALOGSomiar TradingNo ratings yet
- Section 5B Rheology & HydraulicsDocument10 pagesSection 5B Rheology & HydraulicsLazharNo ratings yet
- Centrifugation GuideDocument2 pagesCentrifugation GuideBMTNo ratings yet
- Nit 1005 Mab Amd 1Document95 pagesNit 1005 Mab Amd 1Pradeep KumarNo ratings yet
- Parker Basics of Coalescing PDFDocument28 pagesParker Basics of Coalescing PDFJoao SilvaNo ratings yet
- To Determine The Velocity of A Pulse Propogated Through A Stretched SlinkyDocument9 pagesTo Determine The Velocity of A Pulse Propogated Through A Stretched SlinkyABRAM SALIMNo ratings yet
- Vaccum Pump DatasheetDocument6 pagesVaccum Pump DatasheetQuietRideNo ratings yet
- Convert Singletrain Separator to OLGA 6Document23 pagesConvert Singletrain Separator to OLGA 6Umar KidaNo ratings yet
- Jinma Tractor Fluid - Filter RecommendationsDocument3 pagesJinma Tractor Fluid - Filter RecommendationsChere ChannelNo ratings yet
- Energy Engg.-Lab ManualDocument51 pagesEnergy Engg.-Lab ManualManish JhadhavNo ratings yet
- FPSO - Electric Motors Specification PDFDocument90 pagesFPSO - Electric Motors Specification PDFdndudc100% (1)
- GasousstateDocument10 pagesGasousstatexanshahNo ratings yet
- Engineering Technician Diploma ProgramsDocument4 pagesEngineering Technician Diploma ProgramsJadeLamorellNo ratings yet
- Scania d12Document2 pagesScania d12Shreyas Mg67% (3)
- Data Sheet For SIMOTICS S-1FK7Document2 pagesData Sheet For SIMOTICS S-1FK7Maicon PiontcoskiNo ratings yet
- The Puck Theory of Failure in Laminates in The Context of The New Guideline VDI 2014 Part 3Document12 pagesThe Puck Theory of Failure in Laminates in The Context of The New Guideline VDI 2014 Part 3fabukeNo ratings yet
- Boiler EfficiencyDocument2 pagesBoiler EfficiencycyruskuleiNo ratings yet
- 200 EN Choosing GasketsDocument24 pages200 EN Choosing GasketsandhucaosNo ratings yet
- RRLDocument16 pagesRRLTristan Tabago ConsolacionNo ratings yet
- Split Piso Techo - 10SEERDocument4 pagesSplit Piso Techo - 10SEERSoluciones Biomédicas Peruanas S.R.L.No ratings yet
- W13 GR EX 4 OpCraningDocument31 pagesW13 GR EX 4 OpCraningbayu septianNo ratings yet