You might also like
- Sanitary Engineering Licensure Exam PrepDocument15 pagesSanitary Engineering Licensure Exam PrepDan UnabiaNo ratings yet
- QR4798 16x12 600# HTF - CALCDocument3 pagesQR4798 16x12 600# HTF - CALCjasamaNo ratings yet
- Cast in Place ConcreteDocument62 pagesCast in Place ConcreteTaher AmmarNo ratings yet
- AISI 4340 HSLA Under Quenched and Tempered Conditions PDFDocument9 pagesAISI 4340 HSLA Under Quenched and Tempered Conditions PDFMs3a ProduksiNo ratings yet
- Practice Test Aws API 1104-2001Document10 pagesPractice Test Aws API 1104-2001Michael J Chandik90% (21)
- A Complete Guide To Building Your Own Deck PDFDocument16 pagesA Complete Guide To Building Your Own Deck PDFr1greenNo ratings yet
- Adk Cizer Adk Stab: Polymer AdditivesDocument10 pagesAdk Cizer Adk Stab: Polymer AdditivesEliton S. MedeirosNo ratings yet
- Teknopoli: North American ConnectionsDocument39 pagesTeknopoli: North American ConnectionsKishor JadhavNo ratings yet
- Hollow Concrete BlockDocument34 pagesHollow Concrete BlockDarshan MalaniNo ratings yet
- State Investment Promotion Board List of MoU's Updated ProjectsDocument24 pagesState Investment Promotion Board List of MoU's Updated ProjectsPraveen Kumar SriragghavanNo ratings yet
- Modern Cairo Buildings FaçadeDocument9 pagesModern Cairo Buildings Façaderenjisrs100% (1)
- Materials Science and Engineering ADocument9 pagesMaterials Science and Engineering ASol AngelNo ratings yet
- Materials Science & Engineering A: Jun Chen, Meng-Yang LV, Zhen-Yu Liu, Guo-Dong WangDocument6 pagesMaterials Science & Engineering A: Jun Chen, Meng-Yang LV, Zhen-Yu Liu, Guo-Dong WangSahm Abd Al AlNo ratings yet
- 1 s2.0 S1359645414008167 MainDocument8 pages1 s2.0 S1359645414008167 MainNeelam MeenaNo ratings yet
- Materials Science & Engineering A: B.L. Ennis, C. Bos, M.P. Aarnts, P.D. Lee, E. Jimenez-MeleroDocument9 pagesMaterials Science & Engineering A: B.L. Ennis, C. Bos, M.P. Aarnts, P.D. Lee, E. Jimenez-MeleroCynthia GuerraNo ratings yet
- Austempering TreatmentDocument7 pagesAustempering TreatmentSenthil MithulNo ratings yet
- Microstructural Effects On Fatigue Crack Growth Behavior of A Microalloyed SteelDocument11 pagesMicrostructural Effects On Fatigue Crack Growth Behavior of A Microalloyed SteelcqgaNo ratings yet
- Effects of Austenitizing and Forging On Mechanical Properties of MIL A-12560/AISI 4340 SteelDocument6 pagesEffects of Austenitizing and Forging On Mechanical Properties of MIL A-12560/AISI 4340 SteelsatrioherbirowoNo ratings yet
- Cabibbo Et Al, 2003Document4 pagesCabibbo Et Al, 2003soham senNo ratings yet
- Martensite to AusteniteDocument9 pagesMartensite to AustenitedfgdegNo ratings yet
- Materials: Microstructure and Mechanical Properties of Hot-Rolled and Cold-Rolled Medium-Mn TRIP SteelsDocument12 pagesMaterials: Microstructure and Mechanical Properties of Hot-Rolled and Cold-Rolled Medium-Mn TRIP SteelsSrihari Babu PeddiNo ratings yet
- Materials Science & Engineering A: G.M.A.M.El Fallah, H.K.D.H. Bhadeshia TDocument9 pagesMaterials Science & Engineering A: G.M.A.M.El Fallah, H.K.D.H. Bhadeshia Tsayyed bassir ajellehNo ratings yet
- Effect of Step Quenching On Microstructures and M 2016 Materials Science andDocument8 pagesEffect of Step Quenching On Microstructures and M 2016 Materials Science andDanilo CostaNo ratings yet
- 1-The Development of High-Strength Steel of 980MPa Grade With Higher Hole ExpansibilityDocument6 pages1-The Development of High-Strength Steel of 980MPa Grade With Higher Hole ExpansibilityYANSHINo ratings yet
- Effect of Post Deformation Annealing On The Microstructure and MechanicalDocument11 pagesEffect of Post Deformation Annealing On The Microstructure and Mechanicalehsan hatamiNo ratings yet
- Materials: Shape Memory and Mechanical Properties of Cold Rolled and Annealed Fe-17Mn-5Si-5Cr-4Ni-1Ti-0.3C AlloyDocument11 pagesMaterials: Shape Memory and Mechanical Properties of Cold Rolled and Annealed Fe-17Mn-5Si-5Cr-4Ni-1Ti-0.3C AlloyJohann Alexander Caballero BohorquezNo ratings yet
- In Situ Al Al3TiDocument9 pagesIn Situ Al Al3Tizobeidi sajedNo ratings yet
- Microstructural Study On Retained Austenite in Advanced High-Strength Multiphase 3Mn-1.5Al and 5Mn-1.5Al SteelsDocument10 pagesMicrostructural Study On Retained Austenite in Advanced High-Strength Multiphase 3Mn-1.5Al and 5Mn-1.5Al SteelsniyuayuNo ratings yet
- Effect of Cooling Rate On Microstructure and Mechanical Properties of A Low-Carbon Low-Alloy SteelDocument11 pagesEffect of Cooling Rate On Microstructure and Mechanical Properties of A Low-Carbon Low-Alloy SteelKay WhiteNo ratings yet
- Furukawa 1981Document8 pagesFurukawa 1981Hoàng Tâm LêNo ratings yet
- Nanoausferritic Matrix of Ductile IronDocument7 pagesNanoausferritic Matrix of Ductile IronMostafa OthmanNo ratings yet
- Materials Science & Engineering A: S. Yu, L.X. Du, J. Hu, R.D.K. MisraDocument7 pagesMaterials Science & Engineering A: S. Yu, L.X. Du, J. Hu, R.D.K. MisraMuhammad Rizki Ash-ShidiqNo ratings yet
- Influence of Cold Forging and Annealing On Microstructure and Mechanical Properties of A High-Mn TWIP SteelDocument7 pagesInfluence of Cold Forging and Annealing On Microstructure and Mechanical Properties of A High-Mn TWIP SteelFabricio Ronaldo Zamata CorimanyaNo ratings yet
- The Effect of Microstructural Banding On Failure Initiation of HY-100 Steel - Chae2000Document11 pagesThe Effect of Microstructural Banding On Failure Initiation of HY-100 Steel - Chae2000Angélica NogueiraNo ratings yet
- 31 10 PDFDocument10 pages31 10 PDFJhohan JimenezNo ratings yet
- Metals 11 01121Document18 pagesMetals 11 01121Izod GetterNo ratings yet
- Mechanical and Thermal Stability of Retained Austenite in Plastically Deformed Bainite Based TRIP Aided Medium MN SteelsDocument14 pagesMechanical and Thermal Stability of Retained Austenite in Plastically Deformed Bainite Based TRIP Aided Medium MN SteelsNeelam MeenaNo ratings yet
- Comparison of Microstructure and Mechanical Behavior of Lower Bainite and Tempered Martensite in JIS SK5 SteelDocument8 pagesComparison of Microstructure and Mechanical Behavior of Lower Bainite and Tempered Martensite in JIS SK5 SteelekopujiantoeNo ratings yet
- Influence of heat treatment on microstructure, properties and machinability of mold steelDocument43 pagesInfluence of heat treatment on microstructure, properties and machinability of mold steeltblosNo ratings yet
- A Novel Technique For Developing Bimodal Grain Size Distributions in Low Carbon Steel PDFDocument4 pagesA Novel Technique For Developing Bimodal Grain Size Distributions in Low Carbon Steel PDFMohammedNo ratings yet
- Materials Science & Engineering A: K. Hausmann, D. Krizan, K. Spiradek-Hahn, A. Pichler, E. WernerDocument9 pagesMaterials Science & Engineering A: K. Hausmann, D. Krizan, K. Spiradek-Hahn, A. Pichler, E. WernerMostafa OthmanNo ratings yet
- 2012 Role of Microstructure in The Low Cycle Fatigue of Multi-Phase SteelsDocument9 pages2012 Role of Microstructure in The Low Cycle Fatigue of Multi-Phase SteelspedroNo ratings yet
- Materials and Design: Qingge Meng, Jun Li, Jian Wang, Zuogui Zhang, Lixiang ZhangDocument7 pagesMaterials and Design: Qingge Meng, Jun Li, Jian Wang, Zuogui Zhang, Lixiang ZhangPhat Nguyen TrungNo ratings yet
- The Effect of The Initial Microstructure On Recrystallization and Austenite Formation in A DP600 SteelDocument13 pagesThe Effect of The Initial Microstructure On Recrystallization and Austenite Formation in A DP600 SteelAndress SsalomonnNo ratings yet
- 1 s2.0 S0921509314015780 MainDocument7 pages1 s2.0 S0921509314015780 MainAli UzunNo ratings yet
- 2010 - Fatigue Behavior of Four High-Mn Twinning Induced Plasticity Effect SteelsDocument7 pages2010 - Fatigue Behavior of Four High-Mn Twinning Induced Plasticity Effect SteelsJaime Andres CastañedaNo ratings yet
- Mechanical Properties and Micro Structural Features of Aisi 4340Document9 pagesMechanical Properties and Micro Structural Features of Aisi 4340Fabio OkamotoNo ratings yet
- Effect of Rolling Deformation and Solution Treatment On Microstructure and Mechanical Properties of A Cast Duplex Stainless SteelDocument8 pagesEffect of Rolling Deformation and Solution Treatment On Microstructure and Mechanical Properties of A Cast Duplex Stainless Steelanon_948839467No ratings yet
- Scott 2016Document10 pagesScott 2016rodrigosiqueiraNo ratings yet
- Effect of Coiling Temperature On The Structure and Properties of Thermo-Mechanically Rolled S700MC SteelDocument15 pagesEffect of Coiling Temperature On The Structure and Properties of Thermo-Mechanically Rolled S700MC Steelkemal.davutNo ratings yet
- Acta Materialia: Full Length ArticleDocument14 pagesActa Materialia: Full Length ArticleMATHEWS LIMA DOS SANTOSNo ratings yet
- Effect of Tempering Temperature On The Microstructure and Mechanical Properties of A Reactor Pressure Vessel SteelDocument11 pagesEffect of Tempering Temperature On The Microstructure and Mechanical Properties of A Reactor Pressure Vessel SteelfarahNo ratings yet
- Impact of Intercritical Annealing Temperature and Strain State o 2018Document29 pagesImpact of Intercritical Annealing Temperature and Strain State o 2018SOUADNo ratings yet
- 1 s2.0 S2238785420318676 MainDocument13 pages1 s2.0 S2238785420318676 MainAHMED SAMIR ALEMDARNo ratings yet
- Liu 2016Document8 pagesLiu 2016Adisya Yuliasari RohimanNo ratings yet
- Behaviour of Structural Carbon Steel at High Temperatures PDFDocument10 pagesBehaviour of Structural Carbon Steel at High Temperatures PDFAlex GigenaNo ratings yet
- Steel Research International - 2010 - Phiu On - Effects of Solution Treatment and Test Temperature On Tensile Properties ofDocument10 pagesSteel Research International - 2010 - Phiu On - Effects of Solution Treatment and Test Temperature On Tensile Properties ofinekNo ratings yet
- Effect of Cryogenic Rolling and Annealing On The Microstructure Evolution and Mechanical Properties of 304 Stainless SteelDocument8 pagesEffect of Cryogenic Rolling and Annealing On The Microstructure Evolution and Mechanical Properties of 304 Stainless SteelNathanael Basana HisarNo ratings yet
- Enhanced Structural Refinement by Combining Phase Transformation and Plastic Deformation in SteelsDocument6 pagesEnhanced Structural Refinement by Combining Phase Transformation and Plastic Deformation in SteelsfdcarazoNo ratings yet
- Heat Treatment Effect On P91 SteelDocument7 pagesHeat Treatment Effect On P91 SteelChandan PandeyNo ratings yet
- Articulo 4Document11 pagesArticulo 4Cristian David Briceño RNo ratings yet
- Study of Pipeline Steels With Acicular Ferrite MicDocument6 pagesStudy of Pipeline Steels With Acicular Ferrite MicPaulo HenriqueNo ratings yet
- The Physical PropertiesDocument4 pagesThe Physical PropertiesAbhijeet DashNo ratings yet
- Microstructure and Properties of Quenched-and-Aged Copper-Bearing HSLA Steel PlatesDocument7 pagesMicrostructure and Properties of Quenched-and-Aged Copper-Bearing HSLA Steel Platesardeshir yarakzadehNo ratings yet
- Fatigue Behavior of Martensite-Ferrite Dual Phase High Strength SteelsDocument13 pagesFatigue Behavior of Martensite-Ferrite Dual Phase High Strength SteelsAna Emily PrentissNo ratings yet
- 1 s2.0 S0925838819328324 Main PDFDocument10 pages1 s2.0 S0925838819328324 Main PDFDHEERAJ KUMAR SAININo ratings yet
- Determination of The Stability of Retained Austenite in TRIP-aided Bainitic SteelDocument4 pagesDetermination of The Stability of Retained Austenite in TRIP-aided Bainitic SteelYue FeiNo ratings yet
- Effect of undissolved cementite on fatigue properties of high carbon steelsDocument5 pagesEffect of undissolved cementite on fatigue properties of high carbon steelsEngels OchoaNo ratings yet
- Materials Science & Engineering ADocument8 pagesMaterials Science & Engineering AAdmiirall Ahmad Iero Part IINo ratings yet
- Mohsen Zadeh 2016Document32 pagesMohsen Zadeh 2016le hoangNo ratings yet
- On The Nature of The Yield Point PhenomenonDocument11 pagesOn The Nature of The Yield Point Phenomenonle hoangNo ratings yet
- Quantitative Study On Yield Point Phenomenon of Low Carbon SteelsDocument8 pagesQuantitative Study On Yield Point Phenomenon of Low Carbon SteelsHoàng Tâm LêNo ratings yet
- Strength and Formability of Ultra Low Carbon SteelDocument3 pagesStrength and Formability of Ultra Low Carbon Steelle hoangNo ratings yet
- Atomistic Modeling of Carbon Cottrell Atmospheres in BCC IronDocument9 pagesAtomistic Modeling of Carbon Cottrell Atmospheres in BCC Ironle hoangNo ratings yet
- Datasheet For Steel Grades Carbon Steel AFNOR XC 48Document2 pagesDatasheet For Steel Grades Carbon Steel AFNOR XC 48Arpad SzeriNo ratings yet
- Wall PanelDocument27 pagesWall Panelcheska100% (1)
- B770 21 2 01 Standard Specification For Copper Beryllium Alloy SandDocument5 pagesB770 21 2 01 Standard Specification For Copper Beryllium Alloy SandShodji MabungaNo ratings yet
- NCHRP Research On Materials Pavements 2020Document10 pagesNCHRP Research On Materials Pavements 2020Helio PedroNo ratings yet
- NSW Standard Drawings For PitsDocument4 pagesNSW Standard Drawings For Pitsmiftikharahmad265No ratings yet
- Adb V Boq Format r02Document26 pagesAdb V Boq Format r02ajay kumar guptaNo ratings yet
- Free Standing Masonry Wall Design Based On ACI 530-05 & ACI 318-05Document9 pagesFree Standing Masonry Wall Design Based On ACI 530-05 & ACI 318-05SadatcharaMoorthi NNo ratings yet
- 2-Concrete Blocks and TestingDocument8 pages2-Concrete Blocks and TestingZhiwar oramariNo ratings yet
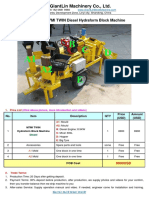
- Solution For M7MI Twin Diesel Hydraform Block MachineDocument4 pagesSolution For M7MI Twin Diesel Hydraform Block MachineSamuel WilliamsNo ratings yet
- Wire Wheel Ag4 - Google SearchDocument1 pageWire Wheel Ag4 - Google SearchManideep AnanthulaNo ratings yet
- Masterseal 501: Surface Applied Capillary Waterproofing System For Concrete and MasonryDocument4 pagesMasterseal 501: Surface Applied Capillary Waterproofing System For Concrete and MasonryFrancois-No ratings yet
- Impeller Materials FlygtDocument4 pagesImpeller Materials FlygtrenatocamaramNo ratings yet
- Cebex 200Document2 pagesCebex 200Anonymous XVEucVMsENo ratings yet
- PVRV Model 950Document2 pagesPVRV Model 950cavillalobosb8167No ratings yet
- Irc 44 2008Document35 pagesIrc 44 2008Partha Chatterjea100% (4)
- Ceramic Wall & Floor: 600x1200mm 300x600mm 300x450mm 300x300mm 248x375mm 200x300mmDocument56 pagesCeramic Wall & Floor: 600x1200mm 300x600mm 300x450mm 300x300mm 248x375mm 200x300mmharsh shahNo ratings yet
- Raft FoundationDocument3 pagesRaft FoundationDylan Ramasamy0% (2)
- Free To: InnovateDocument8 pagesFree To: Innovatevirustest99No ratings yet
- International Metal Engineering: Model 5080 Terminal EnclosureDocument2 pagesInternational Metal Engineering: Model 5080 Terminal EnclosurebondsivamaniNo ratings yet
- CME Mill Liner FlyerDocument2 pagesCME Mill Liner FlyerDiegoAlvarezHuguezNo ratings yet