You might also like
- SAS Catalog 2013 PartsDocument136 pagesSAS Catalog 2013 PartsAri Ercilio Farias FereirraNo ratings yet
- English For Everyone English Vocabulary Builde PDFDocument362 pagesEnglish For Everyone English Vocabulary Builde PDFAd Ja98% (161)
- Simufact - Professional Forming SimulationDocument12 pagesSimufact - Professional Forming SimulationMrLanternNo ratings yet
- Offline Programing and Simulation in Robotic WeldingDocument5 pagesOffline Programing and Simulation in Robotic WeldingJackson Scholze ScholzeNo ratings yet
- Thomson Electrac HD Linear Actuator Motion Control per CAN BusFrom EverandThomson Electrac HD Linear Actuator Motion Control per CAN BusNo ratings yet
- Cloud Computing CheatSheet ATech (Waqas Karim)Document1 pageCloud Computing CheatSheet ATech (Waqas Karim)bluegyiNo ratings yet
- Spherical TankDocument6 pagesSpherical Tankhgag selimNo ratings yet
- Contoh Perhitungan EvaporatorDocument55 pagesContoh Perhitungan EvaporatorHeny AnggorowatiNo ratings yet
- A307-14 Standard Specification For Carbon Steel Bolts, Studs, and Threaded Rod 60000 PSI Tensile StrengthDocument6 pagesA307-14 Standard Specification For Carbon Steel Bolts, Studs, and Threaded Rod 60000 PSI Tensile Strengthmasv792512No ratings yet
- Hull Speed & Slip FormulaDocument4 pagesHull Speed & Slip FormulaAlina BrescanNo ratings yet
- DELMIA Tutorial PDFDocument13 pagesDELMIA Tutorial PDFEduard Lupus LoboNo ratings yet
- Astm F876Document13 pagesAstm F876Philip100% (1)
- 6SE70 MC Catalog DA65.11 2004Document241 pages6SE70 MC Catalog DA65.11 2004chnanduNo ratings yet
- Automation Solution Guide 2008Document312 pagesAutomation Solution Guide 2008Freddy SuhartonoNo ratings yet
- Senr3193 Hydrostatic TransmissionDocument48 pagesSenr3193 Hydrostatic TransmissionMoicano P SánchezNo ratings yet
- FANUC Software ArcToolDocument4 pagesFANUC Software ArcToolIng Dario OrtegaNo ratings yet
- CNC Lathe Machine HistoryDocument2 pagesCNC Lathe Machine HistoryKesavan KesaNo ratings yet
- Understanding Generator Power System StabilizerDocument12 pagesUnderstanding Generator Power System StabilizerRamakrishna100% (1)
- Automation Solution Guide 2008Document310 pagesAutomation Solution Guide 2008cristipocNo ratings yet
- Human Machine Interface Study MaterialDocument23 pagesHuman Machine Interface Study MaterialGokul Prasad ChettiNo ratings yet
- MOTUS Open Source 3D Printed Robotic ArmDocument35 pagesMOTUS Open Source 3D Printed Robotic Armاقْرَأْ وَرَبُّكَ الْأَكْرَمُNo ratings yet
- MOTUS Open Source 3D Printed Robotic ArmDocument34 pagesMOTUS Open Source 3D Printed Robotic ArmTF Escritório MGNo ratings yet
- Vericut Brochure 70Document16 pagesVericut Brochure 70sivakumarsambandamNo ratings yet
- MachineDocument4 pagesMachineNottingHillEduTrainNo ratings yet
- Modeling A Deburring Process, Using DELMIA V5: January 2010Document14 pagesModeling A Deburring Process, Using DELMIA V5: January 2010Carlos Henrique NascimentoNo ratings yet
- Mold&dieDocument2 pagesMold&dieTRUNG QUOC LENo ratings yet
- Post ProcessingDocument12 pagesPost Processingsukhbir24No ratings yet
- Harshit Robotics 10Document13 pagesHarshit Robotics 10harshitkargathara21No ratings yet
- Programmable 5 Axis Robotic Arm: Aug, 2008 ProjectDocument38 pagesProgrammable 5 Axis Robotic Arm: Aug, 2008 ProjectRehman ZahidNo ratings yet
- IESLCoE Robotics-Assignment - 2Document11 pagesIESLCoE Robotics-Assignment - 2kavish malakaNo ratings yet
- Edgecam Getting StartedDocument51 pagesEdgecam Getting StartedPet UrNo ratings yet
- In Daily Life and IndustryDocument25 pagesIn Daily Life and IndustryEustahije BrzicNo ratings yet
- Chapter 2 SolutionDocument4 pagesChapter 2 SolutionEngr ShabirNo ratings yet
- Automated Manufacturing Fundamentals To UnderstandDocument12 pagesAutomated Manufacturing Fundamentals To UnderstandjackNo ratings yet
- Test 2Document5 pagesTest 2dnew507033No ratings yet
- 978 3 540 69057 3 - 113 PDFDocument6 pages978 3 540 69057 3 - 113 PDFSagar PajankarNo ratings yet
- PUMA Forward KinematicsDocument11 pagesPUMA Forward KinematicsNitin MeenaNo ratings yet
- Product Selection Guide Whole BookDocument566 pagesProduct Selection Guide Whole BookShahzad NaveedNo ratings yet
- Simufact Welding: Simulations Software For Welding ProcessesDocument8 pagesSimufact Welding: Simulations Software For Welding ProcessesDarioNo ratings yet
- Servo Motor: Controlling MotorsDocument6 pagesServo Motor: Controlling MotorsNour JaouraNo ratings yet
- Robot Accuracy: Executive SummaryDocument36 pagesRobot Accuracy: Executive SummaryMerced HernandezNo ratings yet
- Research Paper On CNC Machine PDFDocument7 pagesResearch Paper On CNC Machine PDFqdvtairif100% (1)
- Development of Automatic Sorting Conveyor Belt Using PLC: SimranDocument10 pagesDevelopment of Automatic Sorting Conveyor Belt Using PLC: SimranEsayas GebrewahidNo ratings yet
- 2010-Adaptive Control TechnologyDocument2,488 pages2010-Adaptive Control TechnologySenad Senna MuratovicNo ratings yet
- Forward kinematics of PUMA 560 robotDocument7 pagesForward kinematics of PUMA 560 robotARC87100% (1)
- Cam SyllabusDocument28 pagesCam SyllabusRajueswarNo ratings yet
- RobotDocument4 pagesRobotEfendi Wahyu100% (1)
- Presentation Pick and Place Robo Arm 3d PrintedDocument16 pagesPresentation Pick and Place Robo Arm 3d PrintedKshitij BandarNo ratings yet
- In Production, Planning and ControlDocument22 pagesIn Production, Planning and ControlHardeep KaurNo ratings yet
- Operations Management ProjectDocument26 pagesOperations Management ProjectBhoomika Shetty MNo ratings yet
- Project CNC Par1Document11 pagesProject CNC Par1Gaurav JogiNo ratings yet
- Virtual PROTOTYPING Saves Time and MoneyDocument5 pagesVirtual PROTOTYPING Saves Time and Money07bme225No ratings yet
- Increase Efficiency With The NX-to-VERICUT InterfaceDocument4 pagesIncrease Efficiency With The NX-to-VERICUT InterfaceTRUNG QUOC LENo ratings yet
- Increase Efficiency With The Catia V5-to-VERICUT InterfaceDocument4 pagesIncrease Efficiency With The Catia V5-to-VERICUT InterfaceTRUNG QUOC LENo ratings yet
- Referencias y SolucionesDocument30 pagesReferencias y Solucionesozgurturunc4No ratings yet
- The Importance of Integrated Software Solutions in Troubleshooting Gear WhineDocument7 pagesThe Importance of Integrated Software Solutions in Troubleshooting Gear WhineAshwanth MichealNo ratings yet
- Project Report On Robotic ArmDocument17 pagesProject Report On Robotic ArmGina SreeNo ratings yet
- Department of Industrial & Manufacturing EngineeringDocument4 pagesDepartment of Industrial & Manufacturing EngineeringMairajNo ratings yet
- Design and Performance Analysis of Pneumatic 3 Axes Robotic Arm For Mechanical ComponentsDocument6 pagesDesign and Performance Analysis of Pneumatic 3 Axes Robotic Arm For Mechanical ComponentsurveshNo ratings yet
- Introduction to Industrial AutomationDocument54 pagesIntroduction to Industrial Automationmihai37No ratings yet
- Robotic Arm For Pick and Place Application: Kaustubh Ghadge, Saurabh More, Pravin GaikwadDocument9 pagesRobotic Arm For Pick and Place Application: Kaustubh Ghadge, Saurabh More, Pravin Gaikwadsachin bibhishan parkhe0% (1)
- Research Article: CAD Interface For Automatic Robot Welding ProgrammingDocument0 pagesResearch Article: CAD Interface For Automatic Robot Welding ProgrammingKarthi KeyanNo ratings yet
- Heavy Trucks Buses Catalogue Eng Tcm795-1611335Document72 pagesHeavy Trucks Buses Catalogue Eng Tcm795-1611335chuydb0% (1)
- Research Paper On Automation in ManufacturingDocument7 pagesResearch Paper On Automation in Manufacturingyqxvxpwhf100% (1)
- AutT MotionDocument3 pagesAutT MotionSambath JoyNo ratings yet
- The Press Brake Reference GuideDocument12 pagesThe Press Brake Reference GuideDaniel ReyesNo ratings yet
- Advanced Test Methods for SRAMs: Effective Solutions for Dynamic Fault Detection in Nanoscaled TechnologiesFrom EverandAdvanced Test Methods for SRAMs: Effective Solutions for Dynamic Fault Detection in Nanoscaled TechnologiesNo ratings yet
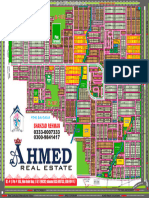
- Ahmed G-16 Map NEWDocument1 pageAhmed G-16 Map NEWsaleh khanNo ratings yet
- UG Student HandbookDocument130 pagesUG Student Handbooksaleh khanNo ratings yet
- English WorkDocument10 pagesEnglish Worksaleh khanNo ratings yet
- BenidormDocument11 pagesBenidormsaleh khanNo ratings yet
- Dynamics of PKMDocument37 pagesDynamics of PKMsaleh khanNo ratings yet
- Aerospace Applications of PKMDocument16 pagesAerospace Applications of PKMsaleh khanNo ratings yet
- Benidorm - Adaptronic JointsDocument9 pagesBenidorm - Adaptronic Jointssaleh khanNo ratings yet
- Residential Enclosure Options for Surface and Flush MountingDocument26 pagesResidential Enclosure Options for Surface and Flush MountingramadhanNo ratings yet
- FL - Fire Extinguishers - TycoDocument7 pagesFL - Fire Extinguishers - TycoNitin BuZzNo ratings yet
- Cryogenic Air Separation Unit, Oxy-CombustionDocument15 pagesCryogenic Air Separation Unit, Oxy-CombustionHWANG INBUMNo ratings yet
- Be - Mechanical Engineering - Semester 4 - 2023 - February - Applied Thermodynamics at Pattern 2019Document2 pagesBe - Mechanical Engineering - Semester 4 - 2023 - February - Applied Thermodynamics at Pattern 2019loharjay772No ratings yet
- PartsCatalogue EDL26000TE (Q9C3)Document50 pagesPartsCatalogue EDL26000TE (Q9C3)CRISTIAN BARRIOSNo ratings yet
- Pipe Fitting Dimensions CatalogueDocument22 pagesPipe Fitting Dimensions CatalogueMuhammad AfzaalNo ratings yet
- BFSK ReportDocument8 pagesBFSK ReportSneh Sagar RajputNo ratings yet
- MB ResetDocument2 pagesMB ResetGIRISH PATELNo ratings yet
- SPICE Device Model SUM110N06-04L: Vishay SiliconixDocument4 pagesSPICE Device Model SUM110N06-04L: Vishay SiliconixpvickyNo ratings yet
- Consumer Reports Buying Guide 2013: Home AppliancesDocument66 pagesConsumer Reports Buying Guide 2013: Home Appliancesdesijnk100% (1)
- T655 InspectionDocument2 pagesT655 InspectionjcbueranoNo ratings yet
- Flexible Electronic Skin: Akhil Raj G A GuideDocument27 pagesFlexible Electronic Skin: Akhil Raj G A GuideSwaroop NNo ratings yet
- Alarm ManagementDocument22 pagesAlarm ManagementAnshul SinghalNo ratings yet
- The Economic Design of Mixer-Set Tler ExtractorsDocument9 pagesThe Economic Design of Mixer-Set Tler ExtractorsNikhil Vijay ShindeNo ratings yet
- Enhanced SegmentationDocument19 pagesEnhanced SegmentationoriontherecluseNo ratings yet
- CSIPL ProfileDocument11 pagesCSIPL ProfileSachin SachhNo ratings yet
- Configure Selective QinQ in Huawei Switch - GPON SolutionDocument10 pagesConfigure Selective QinQ in Huawei Switch - GPON SolutionDinabilah AdaniNo ratings yet
- Installation Instructions MODELS TS-2T, TS-3T, TS-4T, TS-5T: Rear View of PlateDocument2 pagesInstallation Instructions MODELS TS-2T, TS-3T, TS-4T, TS-5T: Rear View of PlateXavier TamashiiNo ratings yet
- LPG Cylinder Rate ChartDocument4 pagesLPG Cylinder Rate ChartBest Movie scenesNo ratings yet
- Samsung PN51F5500 Calibration ReportDocument2 pagesSamsung PN51F5500 Calibration Reportty_at_cnetNo ratings yet
- Teatrocompleto07eche DjvuDocument1,082 pagesTeatrocompleto07eche DjvudenialmanNo ratings yet
- Unit-5 Topic-5 Nuclear Decay Answers (End-Of-Chapter & Examzone)Document6 pagesUnit-5 Topic-5 Nuclear Decay Answers (End-Of-Chapter & Examzone)Avrinox100% (3)